TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025138108
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024036946
出願日
2024-03-11
発明の名称
成形方法
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
B29C
39/12 20060101AFI20250917BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂成形品を効率良く一体成形できる成形方法を提供する。
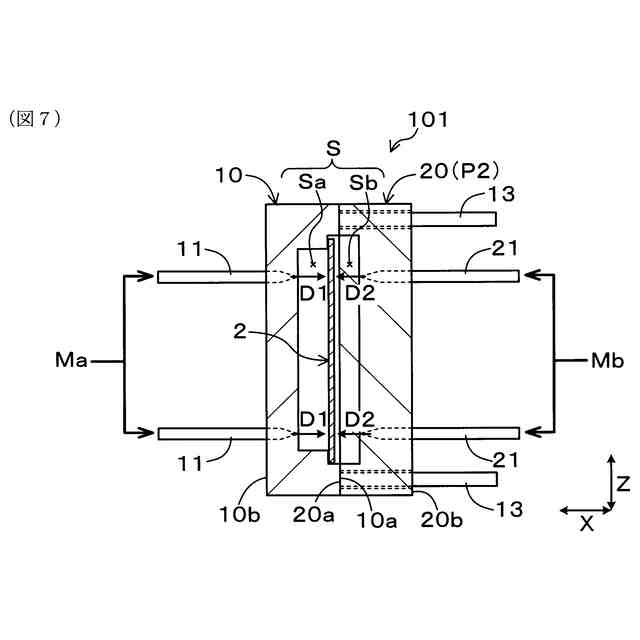
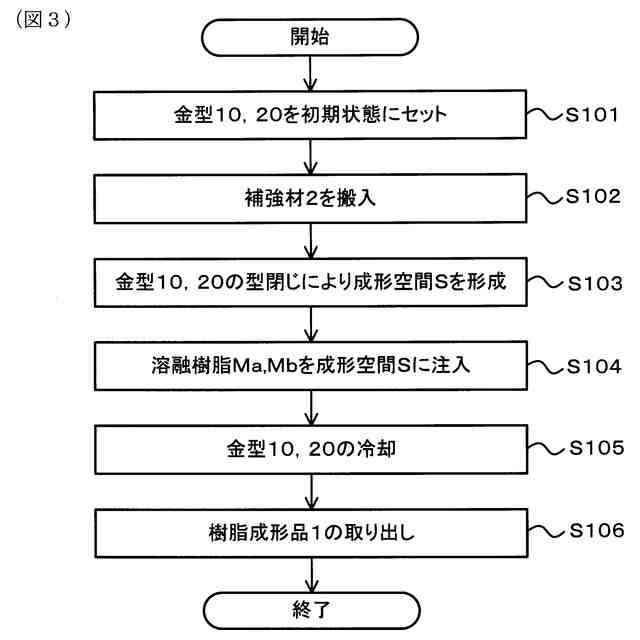
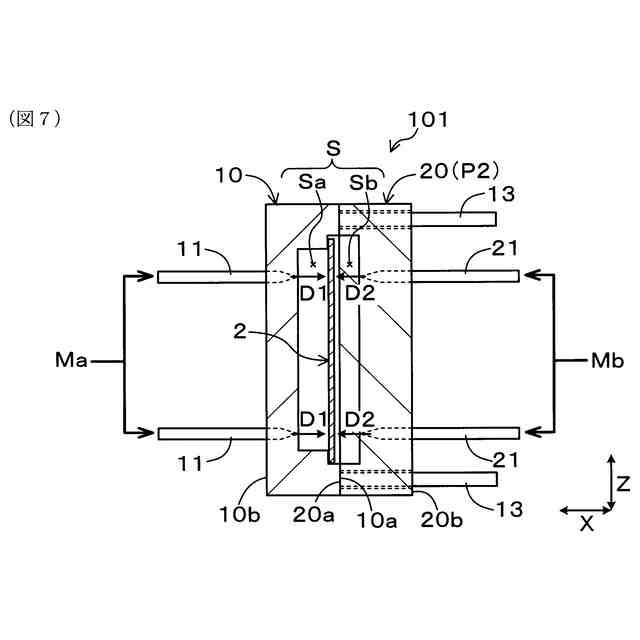
【解決手段】樹脂成形品を一体成形する成形方法は、2つの金型10,20の型閉じにより成形空間Sを形成する成形空間形成工程と、2つの金型10,20に接続された複数の注入管11,21を通じて溶融樹脂Ma,Mbを成形空間Sに向かい合う注入方向D1,D2から並行して注入する樹脂注入工程と、樹脂注入工程の後で2つの金型10,20を冷却する冷却工程と、冷却工程の後で2つの金型10,20を型開きして成形空間Sから樹脂成形品を取り出す成形品取り出し工程と、を有する。
【選択図】図7
特許請求の範囲
【請求項1】
樹脂成形品を一体成形する成形方法であって、
複数の金型の型閉じにより成形空間を形成する成形空間形成工程と、
前記複数の金型に接続された複数の注入管を通じて溶融樹脂を前記成形空間に向かい合う注入方向から並行して注入する樹脂注入工程と、
前記樹脂注入工程の後で前記複数の金型を冷却する冷却工程と、
前記冷却工程の後で前記複数の金型を型開きして前記成形空間から前記樹脂成形品を取り出す取り成形品取り出し工程と、
を有する、成形方法。
続きを表示(約 630 文字)
【請求項2】
前記複数の金型のそれぞれに前記注入管が複数ずつ接続されている、請求項1に記載の成形方法。
【請求項3】
前記複数の金型は、第1金型及び第2金型からなり、
前記樹脂注入工程では、前記第1金型に接続された前記注入管から注入する前記溶融樹脂の性状と前記第2金型に接続された前記注入管から注入する前記溶融樹脂の性状とが互いに異なる、請求項1または2に記載の成形方法。
【請求項4】
前記成形空間に前記溶融樹脂の注入前に前記樹脂成形品のための補強材を搬入する補強材搬入工程を有する、請求項3に記載の成形方法。
【請求項5】
前記補強材によって前記成形空間を同一性状の前記溶融樹脂がそれぞれ注入される複数の樹脂注入空間に仕切る、請求項4に記載の成形方法。
【請求項6】
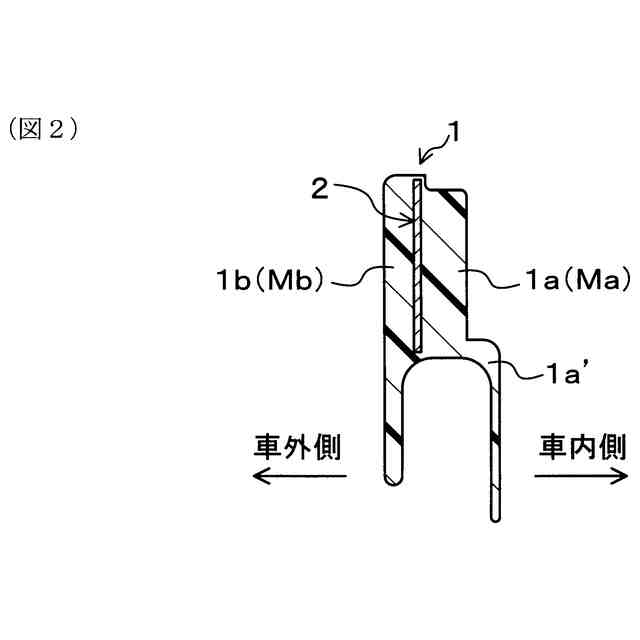
前記樹脂成形品は、車体のサイドメンバーのインナー部を構成するインナー側樹脂部と、前記サイドメンバーのアウター部を構成するアウター側樹脂部と、を有し、前記アウター側樹脂部が前記インナー側樹脂部よりも硬質であり、
前記補強材によって前記成形空間を2つの前記樹脂注入空間に仕切り、
前記樹脂注入工程において2つの前記樹脂注入空間のうちの一方に前記インナー側樹脂部となる第1溶融樹脂を注入し、2つの前記樹脂注入空間のうちの他方に前記アウター側樹脂部となる第2溶融樹脂を注入する、請求項5に記載の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形品を一体成形する成形方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年、車体(ボディ)の設計においては、軽量化と衝突安全性の向上を両立するべく、例えば、通常の鋼板から高張力鋼板やアルミ、さらにはCFRP(炭素繊維強化プラスチック)などのような軽量化材料の使用拡大が図られている。また、引用文献1には、車体のサイドメンバーの一部を構成するアウタパネルとインナパネルが樹脂材料で一体成形された車両用樹脂パネルが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-16260号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えば、車体のサイドメンバーは、車体側面全体を構成する構成要素であり、アウタパネルやインナパネル以外の多数の部品を含むものである。このため、サイドメンバーの一部のみを所定の樹脂材料で一体成形しても、残りの大半の部品が個別に成形されているため、部品点数や生産にかかる工数は殆ど変わらない。そこで、サイドメンバー全体のような大型の樹脂成形品を一体成形することで、部品点数や生産にかかる工数を少なく抑えることが可能である。そのためには、樹脂成形品の大きさや形状などによらず樹脂成形品を効率良く一体成形する技術が求められる。
【0005】
本発明者は、
【0006】
本発明は、かかる課題に鑑みてなされたものであり、樹脂成形品を効率良く一体成形できる成形方法を提供しようとするものである。
【課題を解決するための手段】
【0007】
本発明の一態様は、
樹脂成形品を一体成形する成形方法であって、
複数の金型の型閉じにより成形空間を形成する成形空間形成工程と、
前記複数の金型に接続された複数の注入管を通じて溶融樹脂を前記成形空間に向かい合う注入方向から並行して注入する樹脂注入工程と、
前記樹脂注入工程の後で前記複数の金型を冷却する冷却工程と、
前記冷却工程の後で前記複数の金型を型開きして前記成形空間から前記樹脂成形品を取り出す取り成形品取り出し工程と、
を有する、成形方法、
にある。
【発明の効果】
【0008】
上述の態様の成形方法では、成形空間形成工程において複数の金型の型閉じにより形成された成形空間に、樹脂注入工程において複数の注入管を通じて溶融樹脂を注入する。樹脂注入工程では、溶融樹脂を複数の注入管を通じて成形空間に向かい合う注入方向から並行して注入する。すなわち、本態様では、成形空間に対して溶融樹脂を複数箇所から異なる向きで注入することで溶融樹脂が一方向のみに注入されないようにしている。これにより、成形空間に注入された溶融樹脂を注入方向と交差する方向に平面的に効率良く広げることができる。また、本態様では、成形空間に対して溶融樹脂を複数箇所から同時に或いは同時間帯に並行して注入するようにしている。これにより、成形空間の大きさや形状などにかかわらず、溶融樹脂を成形空間の全体にわたり概ね均等に且つ短時間で効率良く充填することができる。その後、冷却工程で複数の金型を冷却した後、成形品取り出し工程で複数の金型を型開きして成形空間から樹脂成形品を取り出す。前述のように、特に樹脂注入工程の処理を工夫することで、樹脂成形品の大きさや形状などによらず樹脂成形品を効率良く一体成形することが可能になる。
【0009】
以上のごとく、上述の態様によれば、樹脂成形品を効率良く一体成形できる成形方法を提供することが可能になる。
【図面の簡単な説明】
【0010】
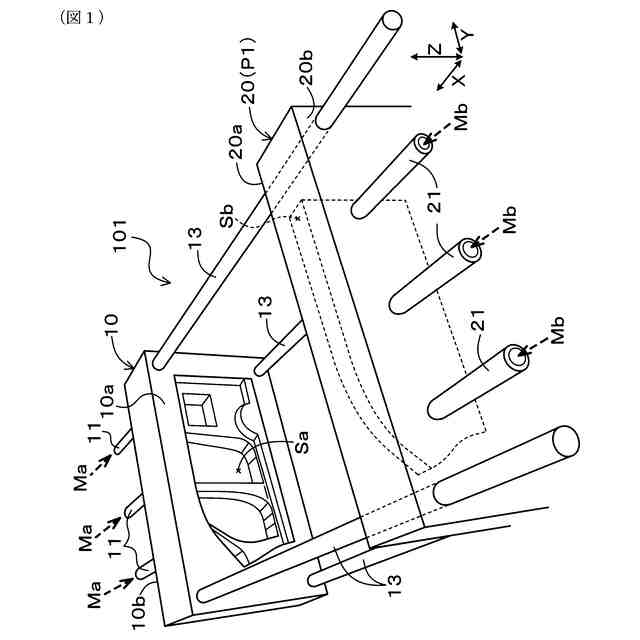
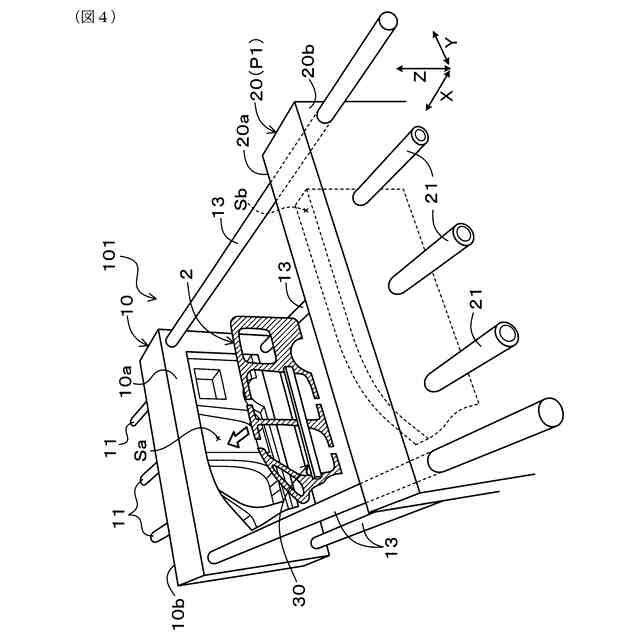
実施形態1の成形装置の初期状態を斜め上方からみた斜視図。
実施形態1にかかる樹脂成形品の断面図。
実施形態1のパネル成形方法のフローチャート図。
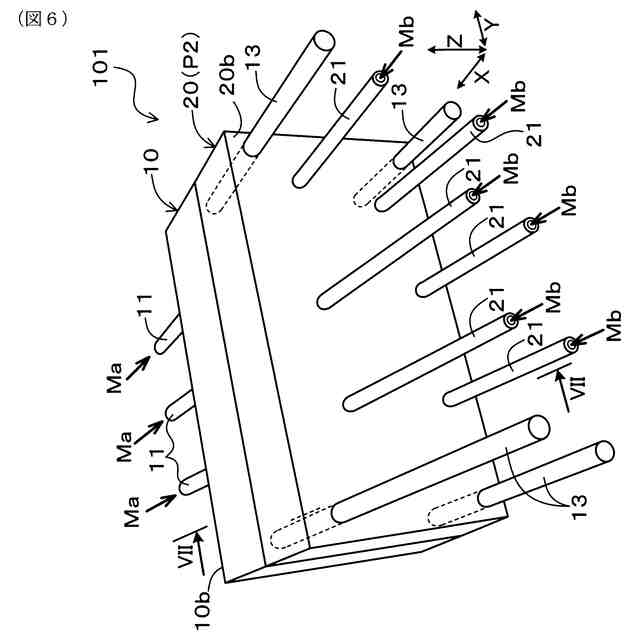
図1の成形装置について第2工程の実施時の様子を示す斜視図。
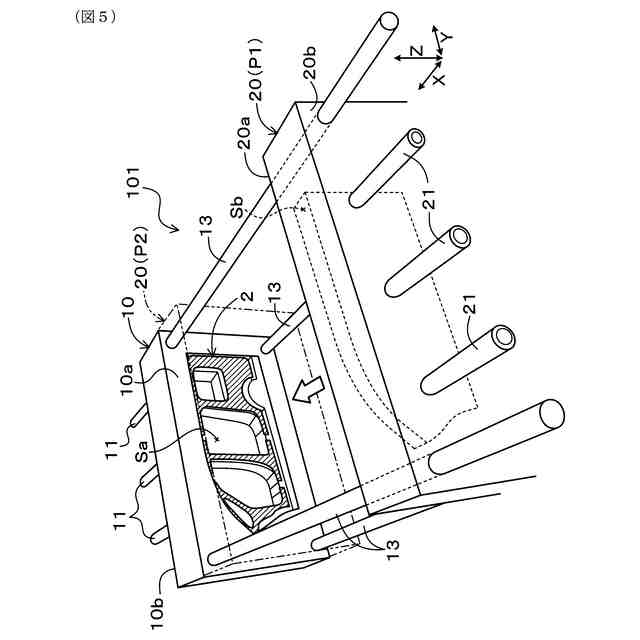
図1の成形装置について第3工程の実施時の様子を示す斜視図。
図1の成形装置について第4工程の実施時の様子を示す斜視図。
図6のVII-VII線矢視断面図。
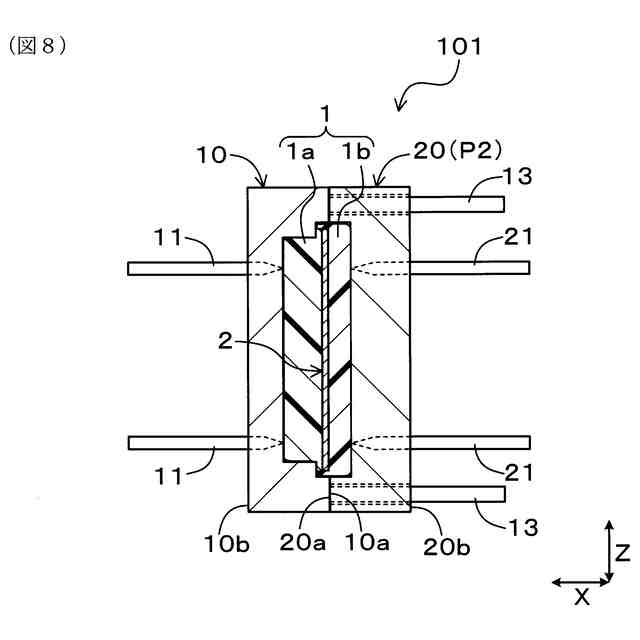
図7において第5工程の実施時の様子を示す断面図。
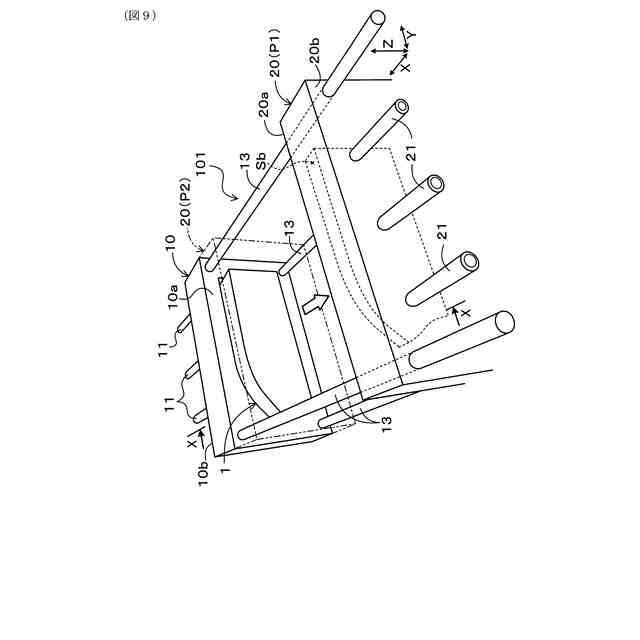
図1の成形装置について第6工程の第1段階の様子を示す斜視図。
図9のX-X線矢視断面図。
図10において第6工程の第2段階の様子を示す断面図。
実施形態2の成形装置について図1に対応した斜視図。
実施形態3の成形装置について図7に対応した断面図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ車体株式会社
車両の転動部材のシール構造
1日前
個人
気泡緩衝材減容装置
6日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
9か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社日本製鋼所
押出機
12か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
6か月前
個人
樹脂可塑化方法及び装置
8か月前
株式会社カワタ
計量混合装置
4か月前
株式会社FTS
ロッド
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
日機装株式会社
加圧システム
5か月前
株式会社シロハチ
真空チャンバ
11か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社FTS
成形装置
9か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社漆原
シートの成形方法
4か月前
NOK株式会社
樹脂ゴム複合体
27日前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
8か月前
株式会社不二越
射出成形機
6か月前
株式会社コスメック
射出成形装置
4か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
4か月前
株式会社リコー
画像形成システム
9か月前
株式会社神戸製鋼所
混練機
7か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
個人
ノズルおよび熱風溶接機
8か月前
トヨタ自動車株式会社
3Dプリンタ
9か月前
トヨタ自動車株式会社
真空成形装置
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ