TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144007
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043559
出願日
2024-03-19
発明の名称
計測装置及び計測方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01B
11/04 20060101AFI20250925BHJP(測定;試験)
要約
【課題】製銑用原料の粒径及び温度をより精度良く計測すること。
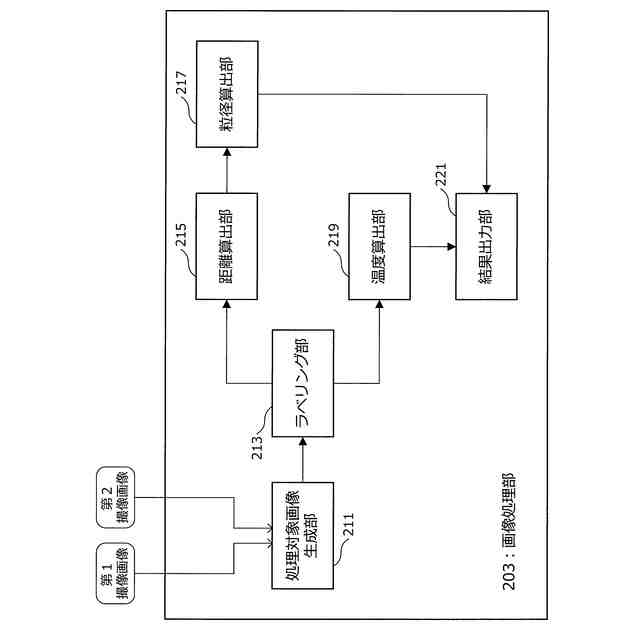
【解決手段】本発明の計測装置は、製銑用原料を互いに異なる波長で撮像して、第1の撮像画像及び第2の撮像画像を生成する撮像画像生成部と、第1及び第2の撮像画像に前処理を施すことで得られた第1及び第2の処理対象画像を用いて、処理対象画像中に存在する製銑用原料のそれぞれについて、製銑用原料までの距離を算出する距離算出部と、算出された製銑用原料までの距離を用いて、処理対象画像中に存在するそれぞれの製銑用原料について、距離に起因する製銑用原料の見かけの大きさの違いを補正し、補正後の製銑用原料の大きさから、製銑用原料の粒径を算出する粒径算出部と、それぞれの処理対象画像において製銑用原料に対応する領域を構成する画素の平均輝度値から、平均輝度値の比を算出し、平均輝度値の比に基づき製銑用原料のそれぞれについて温度を算出する温度算出部と、を有する。
【選択図】図8
特許請求の範囲
【請求項1】
搬送路の内部を移動する製銑用原料の温度と粒径を計測する計測装置であって、
前記製銑用原料を観察窓を介して所定の波長で撮像して第1の撮像画像を生成する第1の撮像装置と、前記製銑用原料を前記観察窓を介して前記所定の波長とは異なる波長で撮像して第2の撮像画像を生成する第2の撮像装置と、からなる撮像画像生成部と、
前記第1の撮像画像に前処理を施すことで得られた第1の処理対象画像と、前記第2の撮像画像に前処理を施すことで得られた第2の処理対象画像とを用いて、前記第1の処理対象画像及び前記第2の処理対象画像中に存在する前記製銑用原料までの距離を算出する距離算出部と、
算出した前記製銑用原料までの距離を用いて、前記第1の処理対象画像及び前記第2の処理対象画像中に存在する前記製銑用原料について、距離に起因する前記製銑用原料の見かけの大きさの違いを補正し、補正後の前記製銑用原料の大きさから、前記製銑用原料の粒径を算出する粒径算出部と、
前記第1の処理対象画像おいて前記製銑用原料に対応する領域を構成する画素の平均輝度値と、前記第2の処理対象画像において前記製銑用原料に対応する領域を構成する画素の平均輝度値とから、平均輝度値の比を算出し、前記平均輝度値の比に基づき前記製銑用原料の温度を算出する温度算出部と、
を有する、計測装置。
続きを表示(約 1,300 文字)
【請求項2】
前記第1の撮像装置と前記第2の撮像装置とは、前記観察窓までの距離が異なるように配置されており、
前記距離算出部は、前記第1の処理対象画像と前記第2の処理対象画像とで、同一の製銑用原料に対応する領域を構成する画素の画素数の比率を算出し、算出した比率に基づき、前記製銑用原料までの距離を算出する、請求項1に記載の計測装置。
【請求項3】
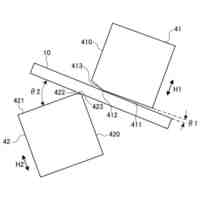
前記第1の撮像装置と前記第2の撮像装置とは、互いの光軸が略平行となり、前記観察窓までの距離が等しくなるように、前記光軸と垂直な方向に所定の間隔で配置されており、
前記距離算出部は、前記所定の間隔の大きさと、前記第1の撮像装置及び前記第2の撮像装置の焦点距離と、前記第1の処理対象画像と前記第2の処理対象画像との間の視差と、に基づき、前記製銑用原料までの距離を算出する、請求項1に記載の計測装置。
【請求項4】
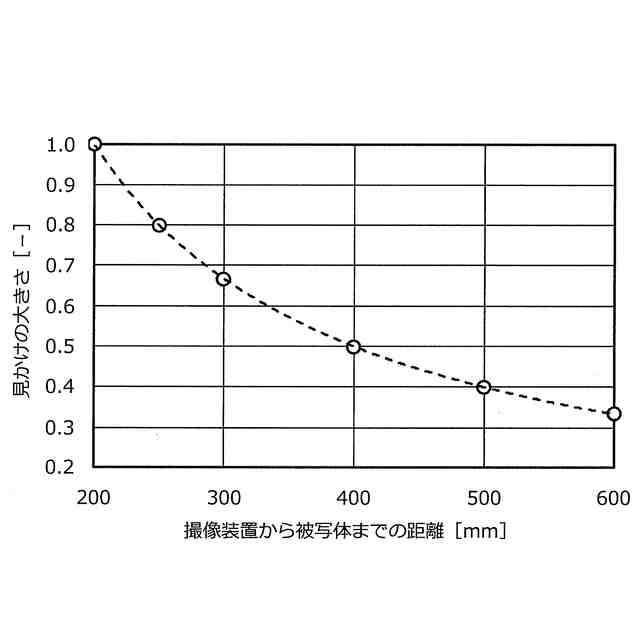
製銑用原料までの距離が既知である場合における、前記第1の撮像装置又は前記第2の処理対象画像中の前記製銑用原料に対応する領域の画素数と、前記製銑用原料の粒径と、の関係が予め特定されており、
前記粒径算出部は、前記画素数と前記粒径との関係を用いて、前記見かけの大きさを補正した後の前記製銑用原料に対応する領域の画素数に基づき、前記製銑用原料の粒径を算出する、請求項1に記載の計測装置。
【請求項5】
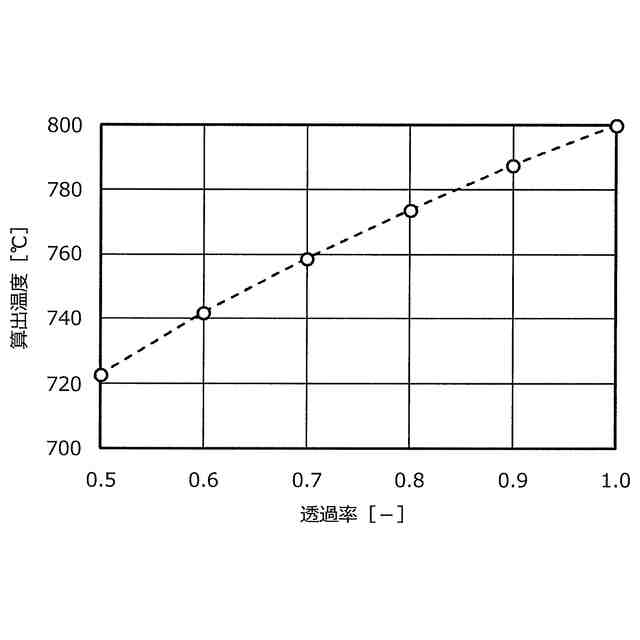
前記温度算出部は、予め特定されている、前記平均輝度値の比と前記製銑用原料の温度との関係に基づき、算出した前記平均輝度値の比から、前記製銑用原料の温度を算出する、請求項1に記載の計測装置。
【請求項6】
搬送路の内部を移動する製銑用原料の温度と粒径を計測する計測方法であって、
第1の撮像装置を用いて前記製銑用原料を観察窓を介して所定の波長で撮像して第1の撮像画像を生成し、第2の撮像装置を用いて前記製銑用原料を前記観察窓を介して前記所定の波長とは異なる波長で撮像して第2の撮像画像を生成する撮像画像生成ステップと、
前記第1の撮像画像に前処理を施すことで得られた第1の処理対象画像と、前記第2の撮像画像に前処理を施すことで得られた第2の処理対象画像とを用いて、前記第1の処理対象画像及び前記第2の処理対象画像中に存在する前記製銑用原料までの距離を算出する距離算出ステップと、
算出した前記製銑用原料までの距離を用いて、前記第1の処理対象画像及び前記第2の処理対象画像中に存在する前記製銑用原料について、距離に起因する前記製銑用原料の見かけの大きさの違いを補正し、補正後の前記製銑用原料の大きさから、前記製銑用原料の粒径を算出する粒径算出ステップと、
前記第1の処理対象画像おいて前記製銑用原料に対応する領域を構成する画素の平均輝度値と、前記第2の処理対象画像において前記製銑用原料に対応する領域を構成する画素の平均輝度値とから、平均輝度値の比を算出し、前記平均輝度値の比に基づき前記製銑用原料の温度を算出する温度算出ステップと、
を有する、計測方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、計測装置及び計測方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
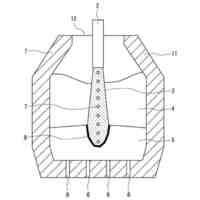
粉状の鉄鉱石と、副原料を混合した塊成化物を製銑用原料として用い、かかる製銑用原料を還元炉中で高温に加熱することで、製銑用原料中の鉄鉱石に含まれる酸化鉄を還元して、固体状金属鉄を得る製鉄方法がある。製銑用原料の温度と、製銑用原料の還元性と、の間には相関があることが知られており、上記のような製銑用原料を用いた製鉄方法では、製銑用原料の温度を適切に制御することが重要である。
【0003】
また、製銑用原料の温度と、製銑用原料の割れやすさと、の間にも相関があることが知られている。製銑用原料が割れた結果粒径が小さくなりすぎると、還元炉中での通気性が低下し、製銑用原料の還元率が低下してしまう。更には、製銑用原料の粒径が小さくなると、次工程で集塵機等により除去されてしまい、歩留まりの低下を招く可能性もある。
【0004】
従って、製銑用原料の温度及び粒径を精度良く測定することで、製銑用原料を用いた製鉄方法における品質及び歩留まりの向上に寄与することができる。
【0005】
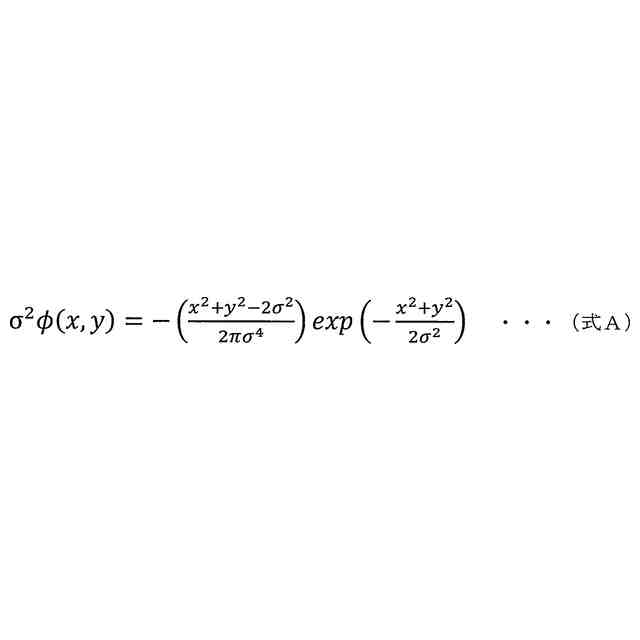
以上のような観点から、本発明者らは、以前、還元炉から排出された塊成化物を撮像装置で撮像し、得られた撮像画像に対して、複数の正規化ラプラシアンガウシアンフィルタを作用させる画像処理を含む複数の処理を施すことで、塊成化物の温度と粒度とを測定する測定装置及び測定方法を提案している(以下の特許文献1を参照。)。
【先行技術文献】
【特許文献】
【0006】
特許第6569444号
【発明の概要】
【発明が解決しようとする課題】
【0007】
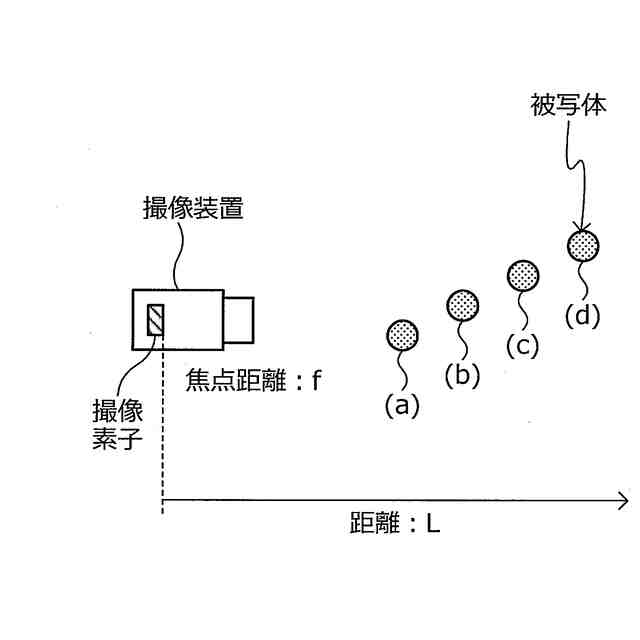
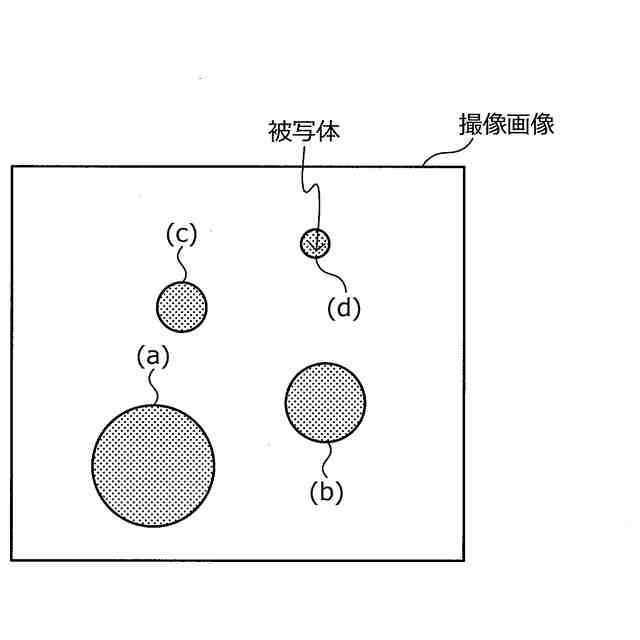
ここで、搬送路内を搬送されている製銑用原料を、搬送路の壁面に設けられた観察窓から観察する場合に、製銑用原料は、搬送路内の観察窓に近い位置を搬送されるものや、観察窓から遠い位置を搬送されるものが存在しうる。ここで、一般的に、撮像装置と被写体との間の距離が変化すると、遠近法として知られているように、撮像される画像に写り込む被写体の見かけの大きさが変化する。また、上記特許文献1に開示の技術では、画像中での塊成化物の大きさに基づいて、塊成化物の粒度(周囲長、真円度、等価径、長軸/短軸の長さ等)を算出することから、上記特許文献1に開示の技術は、算出される粒度の精度をより向上させるという観点において、未だ改善の余地があることが判明した。
【0008】
また、搬送路の壁面に設けられた観察窓は、内部を搬送される製銑用原料によって経時的に汚れていくと考えられる。一方で、上記特許文献1に開示の技術においては、撮像装置は、観察窓を介して塊成化物の熱放射を撮像する旨が例示されている。上記特許文献1に開示の技術では、画像中の塊成化物に対応する部分が示す輝度値に基づき塊成化物の温度を算出するが、観察窓に設けられたガラス等に汚れが過度に付着すると、窓ガラスを透過する熱放射量が減衰すると考えられることから、上記特許文献1に開示の技術は、算出される温度の精度をより向上させるという観点において、未だ改善の余地があることが判明した。
【0009】
そこで、本発明は、上記知見に鑑みてなされたものであり、本発明の目的とするところは、製銑用原料の粒径及び温度をより精度良く計測することが可能な、計測装置及び計測方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題を解決するために鋭意検討を行った結果、搬送路の内部を移動する製銑用原料を、搬送路に設けられた観察窓を介して撮像するにあたって、特定の位置に配置された撮像装置を2台用いることで、製銑用原料の粒径及び温度の計測精度をより向上できることを知見した。
かかる知見に基づき完成された本発明の要旨は、以下の通りである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
床構造
5日前
日本製鉄株式会社
床構造
5日前
日本製鉄株式会社
剪断機
5日前
日本製鉄株式会社
ボルト
5日前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
構造部材
15日前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
管理装置
26日前
日本製鉄株式会社
耐火構造物
17日前
日本製鉄株式会社
リクレーマ
26日前
日本製鉄株式会社
耐火構造物
17日前
日本製鉄株式会社
耐火構造物
17日前
日本製鉄株式会社
転炉精錬方法
15日前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
高Ni合金板
26日前
日本製鉄株式会社
ステンレス鋼材
2か月前
日本製鉄株式会社
ステンレス鋼材
2か月前
日本製鉄株式会社
高炉の操業方法
23日前
日本製鉄株式会社
ステンレス鋼材
2か月前
日本製鉄株式会社
高炉の操業方法
25日前
日本製鉄株式会社
高炉の冷却構造
29日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
ステンレス鋼板
1か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
金属材の製造方法
1日前
日本製鉄株式会社
合成梁及び床構造
15日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ