TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025109291
公報種別
公開特許公報(A)
公開日
2025-07-25
出願番号
2024003061
出願日
2024-01-12
発明の名称
鋼材
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
C22C
38/00 20060101AFI20250717BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】高強度と優れた熱間加工性とを有し、CO
2
環境であっても優れた耐SSC性及び耐孔食性を有する鋼材を提供する。
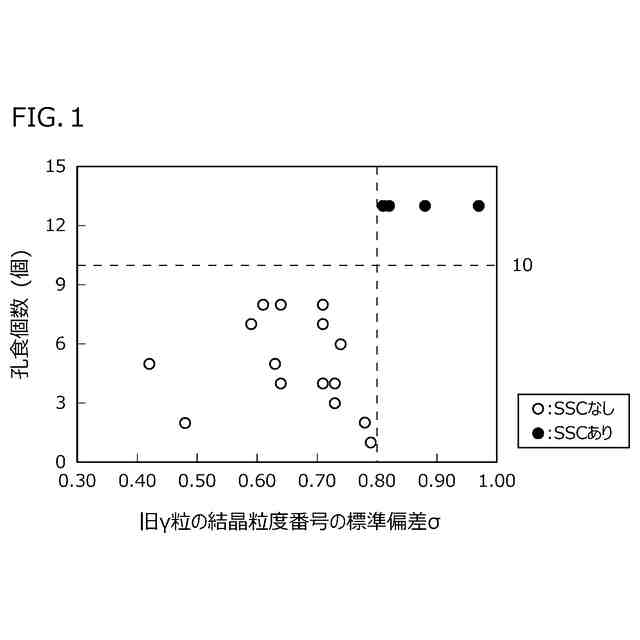
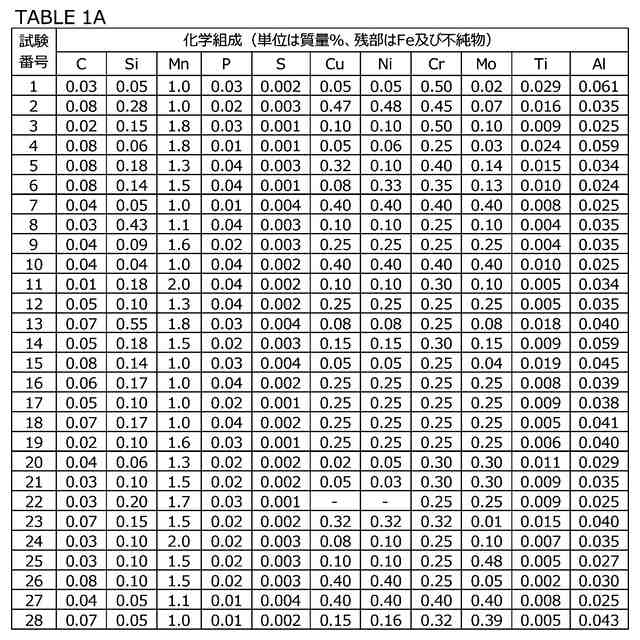
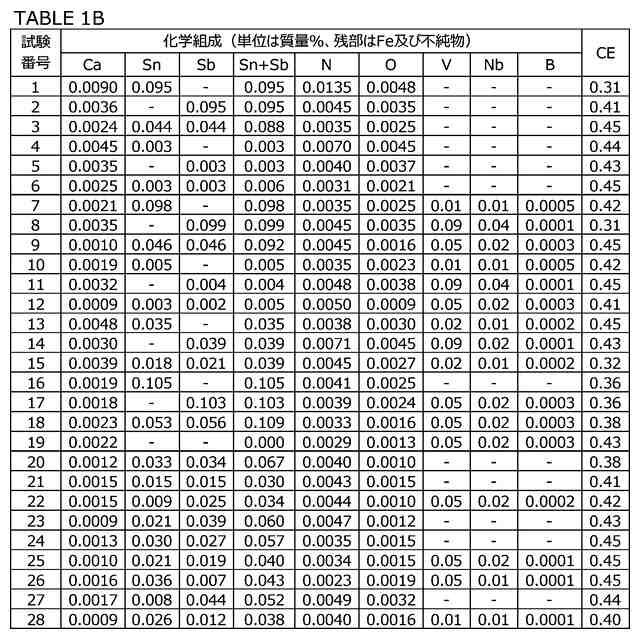
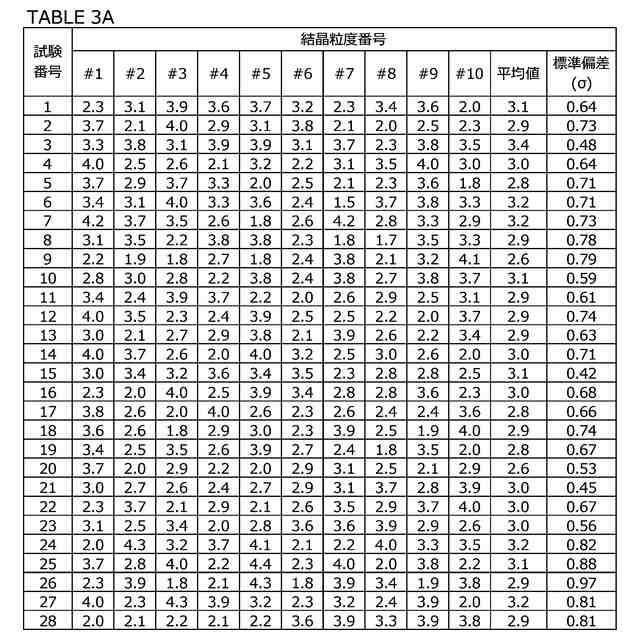
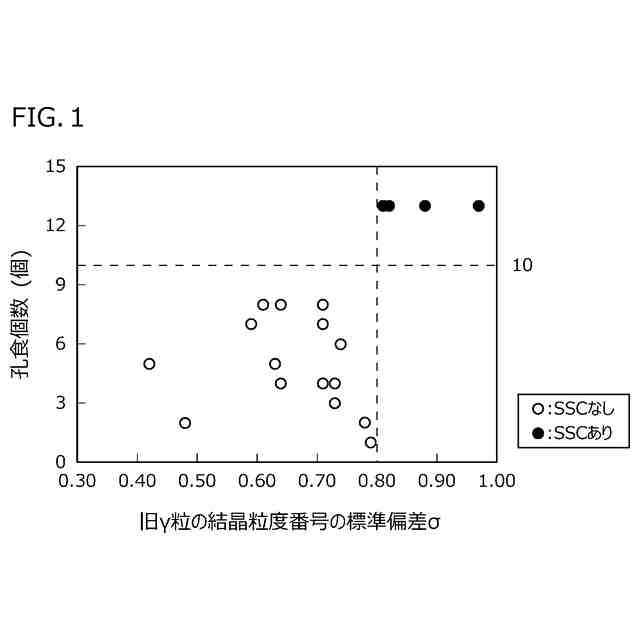
【解決手段】本開示による鋼材は、質量%で、C:0.08%以下、Si:0.60%以下、Mn:1.0~2.5%、P:0.05%以下、S:0.005%以下、Cu:0.05~0.50%、Ni:0.05~0.50%、Cr:0.25~0.50%、Mo:0.02~0.50%、Ti:0.001~0.050%、Al:0.005~0.100%、Ca:0.0005~0.0100%、Sn及びSbの合計:0.001~0.100%、N:0.0150%以下、O:0.0050%以下、及び、残部:Fe及び不純物からなり、明細書に記載の式(1)で定義されるCEが0.45以下であり、降伏強度が448MPa以上であり、ミクロ組織において、旧オーステナイト粒の結晶粒度番号の標準偏差が0.80以下である。
【選択図】図1
特許請求の範囲
【請求項1】
質量%で、
C:0.08%以下、
Si:0.60%以下、
Mn:1.0~2.5%、
P:0.05%以下、
S:0.005%以下、
Cu:0.05~0.50%、
Ni:0.05~0.50%、
Cr:0.25~0.50%、
Mo:0.02~0.50%、
Ti:0.001~0.050%、
Al:0.005~0.100%、
Ca:0.0005~0.0100%、
Sn:0~0.100%、
Sb:0~0.100%、
Sn及びSbの合計:0.001~0.100%、
N:0.0150%以下、
O:0.0050%以下、
V:0~0.10%、
Nb:0~0.05%、
B:0~0.0005%、及び、
残部:Fe及び不純物からなり、
式(1)で定義されるCEが0.45以下であり、
降伏強度が448MPa以上であり、
ミクロ組織において、旧オーステナイト粒の結晶粒度番号の標準偏差が0.80以下である、
鋼材。
CE=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 (1)
ここで、式(1)中の元素記号には、対応する元素の含有量が単位:質量%で代入される。対応する元素が含有されていない場合、その元素記号には「0」が代入される。
続きを表示(約 180 文字)
【請求項2】
請求項1に記載の鋼材であって、
V:0.01~0.10%、
Nb:0.01~0.05%、及び、
B:0.0001~0.0005%からなる群から選択される1元素以上を含有する、
鋼材。
【請求項3】
請求項1又は請求項2に記載の鋼材であって、
前記鋼材は、継目無鋼管である、
鋼材。
発明の詳細な説明
【技術分野】
【0001】
本開示は鋼材に関し、さらに詳しくは、CO
2
環境への使用に適した鋼材に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
地上や海底面等に設置され、天然ガスや原油等を移送するシステムをパイプラインという。海底に敷設されるパイプラインは、複数の鋼管(ラインパイプ)で構成される。海底に敷設されるパイプラインはさらに、パイプライン内部を通る生産流体から高い圧力を受ける。パイプラインはさらに、波浪による繰り返し歪みと海水圧とを外部から受ける。そのため、パイプラインを構成する鋼管(ラインパイプ)には、高い強度が求められる。
【0003】
また、近年生産される天然ガスや原油等には、湿潤な硫化水素(H
2
S)ガスが含まれる場合がある。そのため、H
2
Sガスを含む生産流体を搬送するラインパイプには、高強度だけでなく、耐硫化物応力割れ性(耐Sulfide Stress Cracking性:以下、耐SSC性という)も要求される。このように、ラインパイプへの適用を想定して、高強度であり、優れた耐SSC性を有する、鋼材が求められてきている。
【0004】
これまでに、ラインパイプ用鋼材の強度と耐SSC性とを高める技術が、特開2017-179482号公報(特許文献1)、及び、国際公開第2018/181564号(特許文献2)に提案されている。
【0005】
特許文献1に開示される鋼材は、ラインパイプ用電縫鋼管であって、質量%で、C:0.01~0.1%、Si:0.01~0.4%、Mn:0.5~2%、P:0.03%以下、S:0.001%以下、Al:0.01~0.05%、N:0.003~0.008%、Nb:0.01~0.05%、Ti:0.005~0.02%、Ni:0~0.2%、Mo:0~0.2%、Ca:0~0.0050%、及び、残部がFe及び不純物からなる化学組成を有し、450~600MPaの降伏強度と、535~765MPaの引張強度とを有する。この鋼材は、内表層の最高ビッカース硬さが248HV以下であり、外表層の最高ビッカース硬さよりも5HV以上小さい。この鋼材は、高強度であっても優れた耐SSC性を有する、と特許文献1には開示されている。
【0006】
特許文献2に開示される鋼材は、耐サワーラインパイプ用高強度鋼板であって、質量%で、C:0.02~0.08%、Si:0.01~0.50%、Mn:0.50~1.80%、P:0.001~0.015%、S:0.0002~0.0015%、Al:0.01~0.08%、Ca:0.0005~0.005%、及び、残部がFe及び不純物からなり、CP(=4.46C+2.37Mn/6+(1.74Cu+1.7Ni)/15+(1.18Cr+1.95Mo+1.74V)/5+22.36P)が1.00以下である。この鋼材は、鋼板表面下0.5mmにおける鋼組織が、転位密度0.5×10
14
~7.0×10
14
(m
-2
)のベイナイト組織であり、鋼板表面下0.5mmにおけるビッカース硬さの平均値と鋼板板厚中央におけるビッカース硬さの平均値との差ΔHVが25HV以下であり、520MPa以上の引張強度を有する。この鋼材は、耐SSC性に優れ、かつ板厚方向の硬さ均一性にも優れる、と特許文献2には開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2017-179482号公報
国際公開第2018/181564号
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、近年、地上での二酸化炭素(CO
2
)の濃度上昇が世界的に問題となっている。そのため、CO
2
の排出を抑制する取り組みが進められてきている。このようなCO
2
の排出を抑制する取り組みの中で、特に、CCUSが注目されてきている。CCUSは、Carbon dioxide Capture,Utilization and Storageの略称である。すなわち、CCUSは、CO
2
の回収、利用、及び、貯留の3つの技術を含む。このうち、CO
2
を貯留する技術として、発電所や工場等の産業施設から排出されたCO
2
を回収し、枯渇油井にCO
2
を圧入して貯留する技術が注目されてきている。
【0009】
そのため、ラインパイプへの適用が想定された鋼材には、H
2
SガスだけでなくCO
2
ガスも含む環境(以下、H
2
Sガス及びCO
2
ガスを含む環境を「CO
2
環境」という)においても、優れた耐食性を有することが求められる。より具体的に、CO
2
環境において、耐SSC性と、孔食、及び/又は、すきま腐食に対する耐食性(以下、「耐孔食性」という)とを有する鋼材が求められてきている。
【0010】
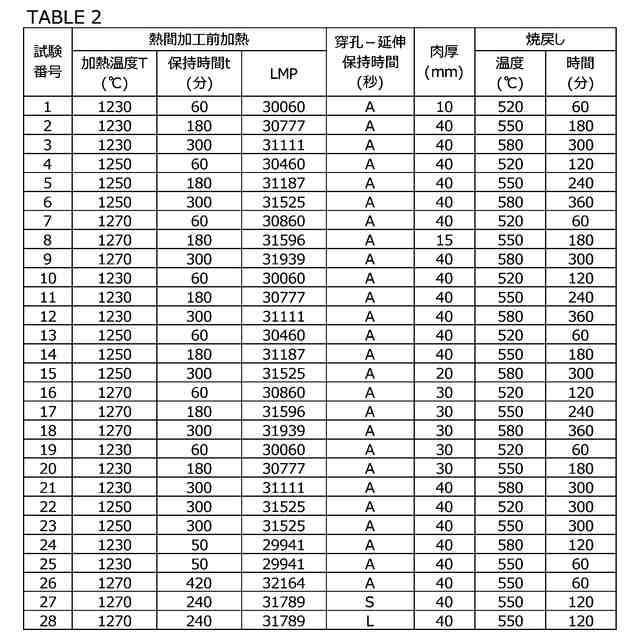
また、このようなラインパイプへの適用が想定された鋼材は、製造時に熱間圧延や熱間押出等の熱間加工が実施される場合がある。そのため、このような鋼材には、高強度と優れた耐食性とに加えて、優れた熱間加工性も求められる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
12日前
日本製鉄株式会社
鋼部品
18日前
日本製鉄株式会社
鋼部品
18日前
日本製鉄株式会社
橋脚構造
16日前
日本製鉄株式会社
溶接継手
10日前
日本製鉄株式会社
鍛鋼ロール
17日前
日本製鉄株式会社
鍛鋼ロール
17日前
日本製鉄株式会社
腐食センサ
16日前
日本製鉄株式会社
管理システム
16日前
日本製鉄株式会社
高Ni合金鋼
16日前
日本製鉄株式会社
高Ni合金鋼
16日前
日本製鉄株式会社
原油油槽用鋼材
12日前
日本製鉄株式会社
溶鉄の製造方法
18日前
日本製鉄株式会社
高炉の操業方法
18日前
日本製鉄株式会社
スラグの処理方法
17日前
日本製鉄株式会社
鋼矢板の製造方法
17日前
日本製鉄株式会社
鋼の連続鋳造方法
17日前
日本製鉄株式会社
焼結鉱の製造方法
17日前
日本製鉄株式会社
モールドパウダー
17日前
日本製鉄株式会社
鉄鉱石の選別方法
9日前
日本製鉄株式会社
鉄道車両用の車軸
10日前
日本製鉄株式会社
鉄鉱石の選別方法
16日前
日本製鉄株式会社
鉄道車両用の台車
19日前
日本製鉄株式会社
金属材の製造方法
18日前
日本製鉄株式会社
溶鋼の脱窒処理方法
16日前
日本製鉄株式会社
金属部品の製造方法
16日前
日本製鉄株式会社
鉄道車両用の台車枠
11日前
日本製鉄株式会社
腐食モニタリング装置
2日前
日本製鉄株式会社
堤防および堤防の施工方法
17日前
日本製鉄株式会社
壁用下地部材及び壁パネル
18日前
日本製鉄株式会社
分離システム及び分離方法
2日前
日本製鉄株式会社
分離システム及び分離方法
2日前
日本製鉄株式会社
フェライト系ステンレス鋼板
16日前
日本製鉄株式会社
ワカメ藻体及びその育成方法
16日前
日本製鉄株式会社
鋼管の連結構造および鋼管杭
16日前
日本製鉄株式会社
鋼管の連結構造および鋼管杭
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ