TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025149540
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024050259
出願日
2024-03-26
発明の名称
鋼管周溶接治具及び溶接構造物の製造方法
出願人
日本製鉄株式会社
代理人
アクシス国際弁理士法人
主分類
B23K
37/053 20250101AFI20251001BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接端及び開放端の両方の変形を抑制できる鋼管周溶接治具を提供する。
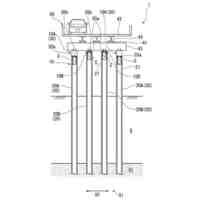
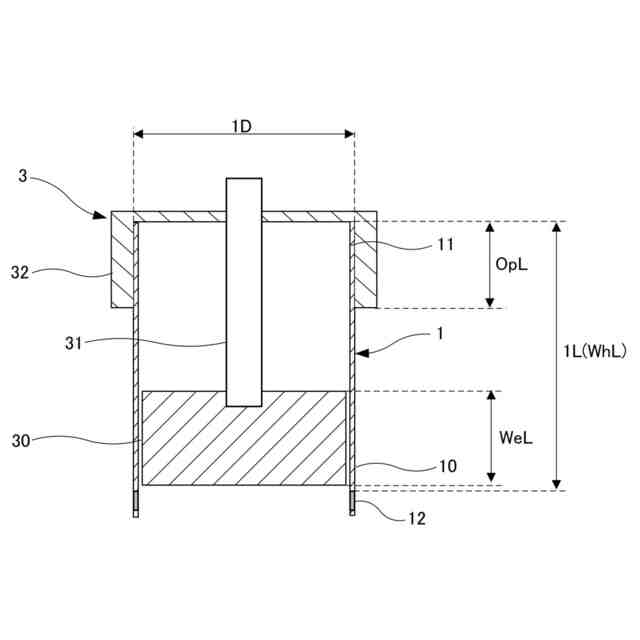
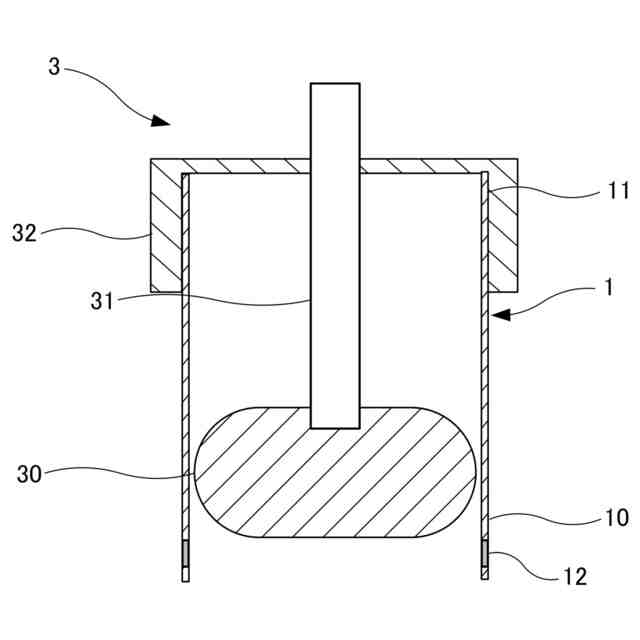
【解決手段】本発明による鋼管周溶接治具3は、部品の開口の位置に合わせて鋼管1を配置して鋼管1を部品に周溶接する際に鋼管1の変形を抑えるための鋼管周溶接治具3であって、鋼管1は、部品に周溶接される溶接端10と、溶接端10とは逆側に位置する開放端11とを有しており、溶接端10における鋼管1の内壁を拘束するための溶接端側拘束治具30と、開放端11において鋼管1を拘束するための開放端側拘束治具32とを備えている。
【選択図】図3
特許請求の範囲
【請求項1】
部品の開口の位置に合わせて鋼管を配置して前記鋼管を前記部品に周溶接する際に前記鋼管の変形を抑えるための鋼管周溶接治具であって、前記鋼管は、前記部品に周溶接される溶接端と、前記溶接端とは逆側に位置する開放端とを有しており、
前記溶接端における前記鋼管の内壁を拘束するための溶接端側拘束治具と、
前記開放端において前記鋼管を拘束するための開放端側拘束治具と、
を備えている、鋼管周溶接治具。
続きを表示(約 1,400 文字)
【請求項2】
前記溶接端側拘束治具は、前記内壁の周方向に係る全域を拘束する、
請求項1に記載の鋼管周溶接治具。
【請求項3】
前記開放端側拘束治具は、前記鋼管の周方向に係る全域を拘束する、
請求項1に記載の鋼管周溶接治具。
【請求項4】
前記開放端側拘束治具は、前記開放端における前記鋼管の内壁及び外壁の少なくとも一方を拘束する、
請求項1に記載の鋼管周溶接治具。
【請求項5】
前記溶接端側拘束治具と前記開放端側拘束治具とを接続する接続体をさらに備えている、
請求項1に記載の鋼管周溶接治具。
【請求項6】
前記開放端側拘束治具は、レールと、前記レールの一端側及び他端側に設けられた第1及び第2可動部とを有し、前記第1可動部は第1内側接触部及び第1外側接触部の少なくとも1つを含み、前記第2可動部は第2内側接触部及び第2外側接触部の少なくとも1つを含み、前記第1内側接触部、前記第1外側接触部、前記第2内側接触部及び前記第2外側接触部は、互いの間隔を調整できるように前記レールの長手方向に相対的に移動可能に設けられている、少なくとも1つの拘束体を備え、
前記鋼管の前記溶接端が前記部品に突き当てられた状態で、少なくとも1つの前記レールを前記鋼管の外部に残しつつ、前記少なくとも1つの拘束体の前記第1及び第2可動部を前記鋼管に設置し、前記第1可動部の前記第1内側接触部及び第1外側接触部の少なくとも1つにより、並びに前記第2可動部の前記第2内側接触部及び第2外側接触部の少なくとも1つにより、前記レールの一端側及び他端側において前記鋼管の内壁及び外壁の少なくとも一方を拘束した状態で、前記鋼管の前記溶接端を前記部品に周溶接できるように構成されている、
請求項1に記載の鋼管周溶接治具。
【請求項7】
前記第1可動部は、前記第1内側接触部及び前記第1外側接触部を含み、
前記第2可動部は、前記第2内側接触部及び前記第2外側接触部を含み、
前記第1内側接触部、前記第1外側接触部、前記第2内側接触部及び前記第2外側接触部は、互いに独立されている、
請求項6に記載の鋼管周溶接治具。
【請求項8】
前記第1内側接触部及び前記第1外側接触部の少なくとも一方、並びに前記第2内側接触部及び前記第2外側接触部の少なくとも一方は、前記レールの長手方向と比較して前記レールに直交する方向に長く延びる接触部本体を含む、
請求項6に記載の鋼管周溶接治具。
【請求項9】
前記第1内側接触部及び前記第1外側接触部の少なくとも一方、並びに前記第2内側接触部及び前記第2外側接触部の少なくとも一方は、前記レールに移動可能に取り付けられるとともに前記接触部本体を支持する支持部をさらに含む
請求項8に記載の鋼管周溶接治具。
【請求項10】
前記第1内側接触部及び前記第1外側接触部の少なくとも一方、並びに前記第2内側接触部及び前記第2外側接触部の少なくとも一方は、前記レールに対して前記支持部を固定する固定部をさらに含む、
請求項9に記載の鋼管周溶接治具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼管の周溶接に用いる鋼管周溶接治具及びそれを用いた溶接構造物の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
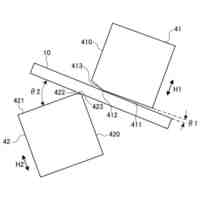
一般に、部品の開口の位置に合わせて鋼管を部品に接合する場合などでは接合を溶接で行うことがある。この際、局所的な溶接入熱により接合部で熱膨張・収縮が起こり、溶接変形を生じて管径が変化する場合がある。
【0003】
例えば特許文献1~5に示されているように、変形を抑制するために鋼管の外側や内側に治具を設置することがある。
【先行技術文献】
【特許文献】
【0004】
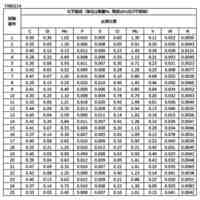
特開昭59-232698号公報
特開2019-217511号公報
特開2004-174565号公報
特開平9-285895号公報
特開昭55-92297号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1~5のように変形を抑制するための治具が種々提案されているが、それらは主に溶接端に設置するものである。溶接変形の抑制には溶接端での拘束が効果的ではあるが、溶接端で生じた熱応力により開放端の変形が生じることがある。特に、鋼管が長い場合、特許文献1~5のような治具を溶接端に配置しても、開放端の変形を抑制することが難しい。開放端に変形が生じていると、開放端に他の部材を接続することが難しくなるため、開放端の変形を抑えることが求められることがある。
【0006】
本発明は、上記のような課題を解決するためになされたものであり、その目的の一つは、溶接端及び開放端の両方の変形を抑制できる鋼管周溶接治具及び溶接構造物の製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明に係る鋼管周溶接治具は、一実施形態において、部品の開口の位置に合わせて鋼管を配置して鋼管を部品に周溶接する際に鋼管の変形を抑えるための鋼管周溶接治具であって、鋼管は、部品に周溶接される溶接端と、溶接端とは逆側に位置する開放端とを有しており、溶接端における鋼管の内壁を拘束するための溶接端側拘束治具と、開放端において鋼管を拘束するための開放端側拘束治具と、を備えている。
【0008】
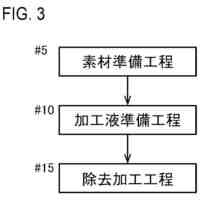
本発明に係る溶接構造物の製造方法は、一実施形態において、溶接構造物を製造するための溶接構造物の製造方法であって、上述の鋼管周溶接治具を用いて、鋼管の溶接端を部品に周溶接することを含む。
【発明の効果】
【0009】
本発明の鋼管周溶接治具及び溶接構造物の製造方法の一実施形態によれば、溶接端側拘束治具が溶接端における鋼管の内壁を拘束し、開放端側拘束治具が開放端において鋼管を拘束するので、溶接端及び開放端の両方の変形を抑制できる。このような構成は、鋼管が長い場合(管径に対する管長の割合が一定値以上の鋼管の場合)に特に有用である。
【図面の簡単な説明】
【0010】
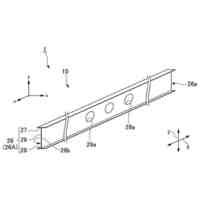
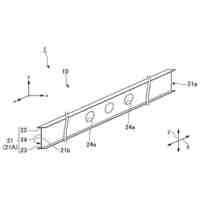
本発明の実施の形態1による鋼管周溶接治具を用いて製造される溶接構造物の一例を示す斜視図である。
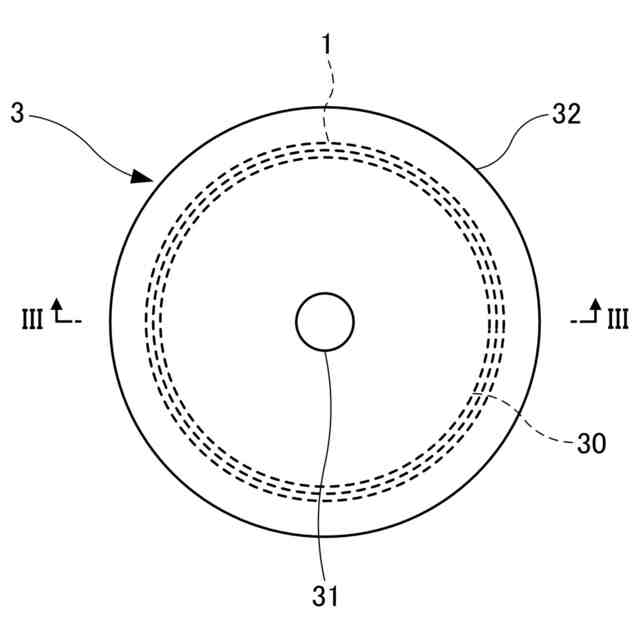
図1の本発明の実施の形態による鋼管周溶接治具を示す平面図である。
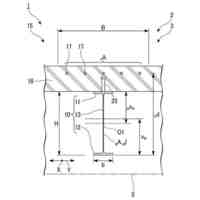
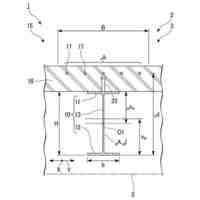
図2の線III-IIIに沿う鋼管周溶接治具の断面図である。
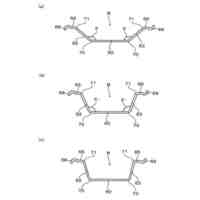
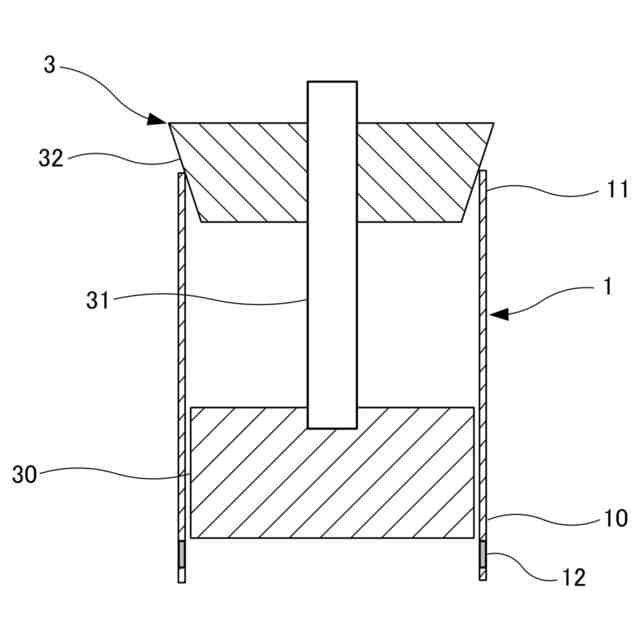
図2の鋼管周溶接治具の第1変形例を示す断面図である。
図2の鋼管周溶接治具の第2変形例を示す断面図である。
図2の鋼管周溶接治具の第3変形例を示す平面図である。
図2の鋼管周溶接治具の第4変形例を示す断面図である。
本発明の実施の形態2による鋼管周溶接治具を示す平面図である。
図8の線IX-IXに沿う鋼管周溶接治具の断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
ボルト
14日前
日本製鉄株式会社
鋼部品
5日前
日本製鉄株式会社
鋼部品
5日前
日本製鉄株式会社
床構造
14日前
日本製鉄株式会社
床構造
14日前
日本製鉄株式会社
剪断機
14日前
日本製鉄株式会社
橋脚構造
3日前
日本製鉄株式会社
構造部材
24日前
日本製鉄株式会社
腐食センサ
3日前
日本製鉄株式会社
鍛鋼ロール
4日前
日本製鉄株式会社
鍛鋼ロール
4日前
日本製鉄株式会社
高Ni合金鋼
3日前
日本製鉄株式会社
高Ni合金鋼
3日前
日本製鉄株式会社
学習システム
6日前
日本製鉄株式会社
管理システム
3日前
日本製鉄株式会社
高炉の操業方法
5日前
日本製鉄株式会社
溶鉄の製造方法
5日前
日本製鉄株式会社
鉄道車両用の台車
6日前
日本製鉄株式会社
モールドパウダー
4日前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
金属材の製造方法
10日前
日本製鉄株式会社
鋼の連続鋳造方法
4日前
日本製鉄株式会社
鋼矢板の製造方法
4日前
日本製鉄株式会社
鋼の連続鋳造方法
10日前
日本製鉄株式会社
合成梁及び床構造
24日前
日本製鉄株式会社
スラグの処理方法
4日前
日本製鉄株式会社
金属材の製造方法
5日前
日本製鉄株式会社
合成梁及び床構造
24日前
日本製鉄株式会社
鉄鉱石の選別方法
3日前
日本製鉄株式会社
微細藻類の培養装置
14日前
日本製鉄株式会社
溶鋼の脱窒処理方法
3日前
日本製鉄株式会社
金属部品の製造方法
3日前
日本製鉄株式会社
計測装置及び計測方法
11日前
日本製鉄株式会社
スプリング圧接式温度計
10日前
日本製鉄株式会社
鋼板およびその製造方法
12日前
日本製鉄株式会社
壁用下地部材及び壁パネル
10日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ