TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025154449
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057453
出願日
2024-03-29
発明の名称
ダイカスト品のガス量推定方法
出願人
リョービ株式会社
代理人
弁理士法人海田国際特許事務所
主分類
B22D
17/32 20060101AFI20251002BHJP(鋳造;粉末冶金)
要約
【課題】汎用性が高く、予測精度が良好なダイカスト品のガス量推定方法を提供する。
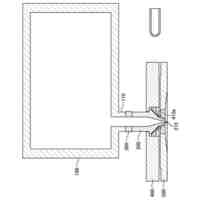
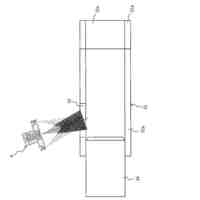
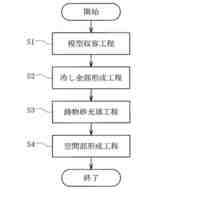
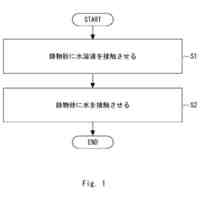
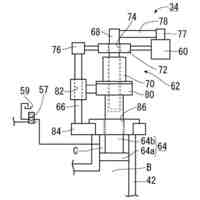
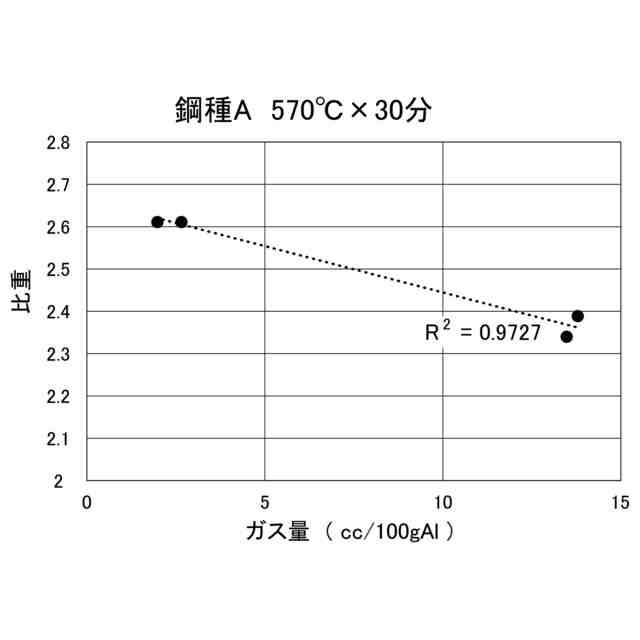
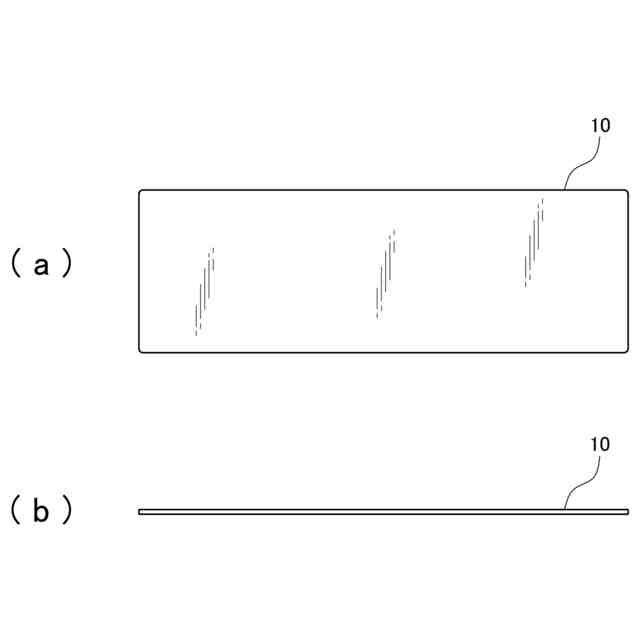
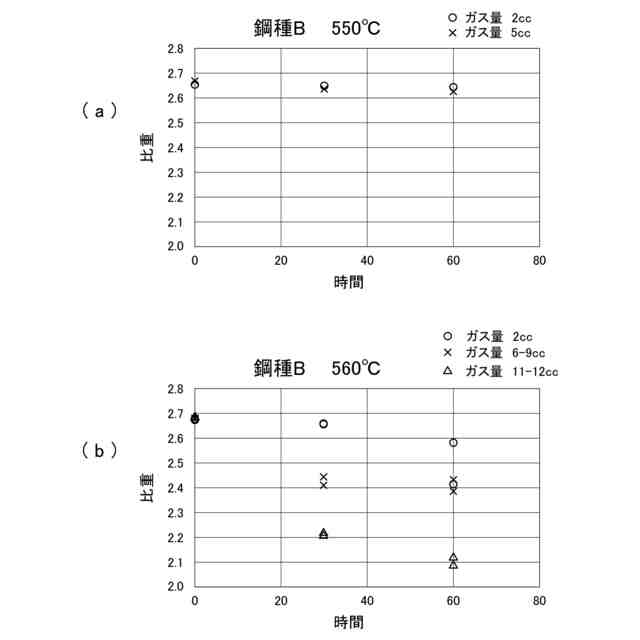
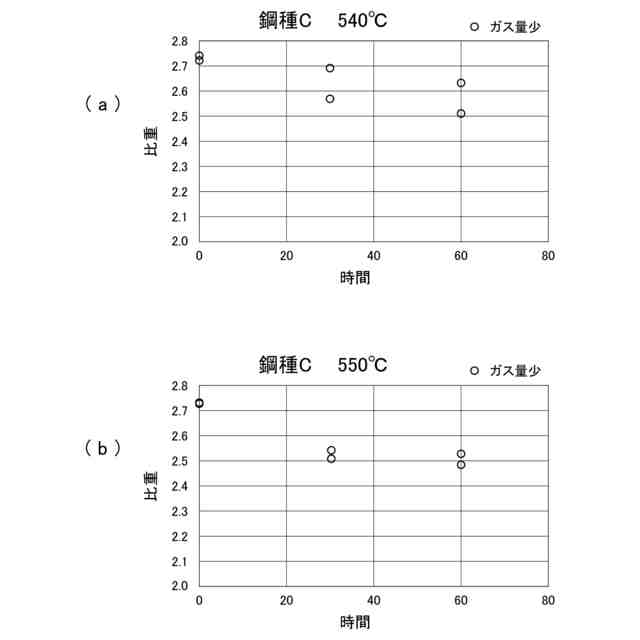
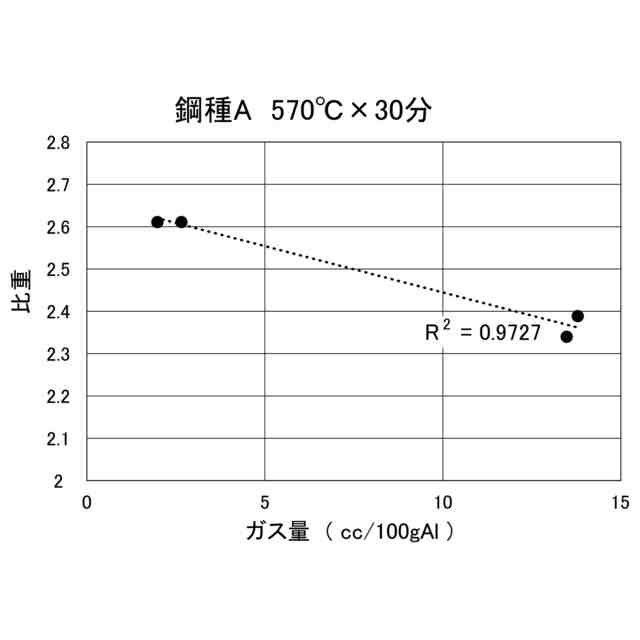
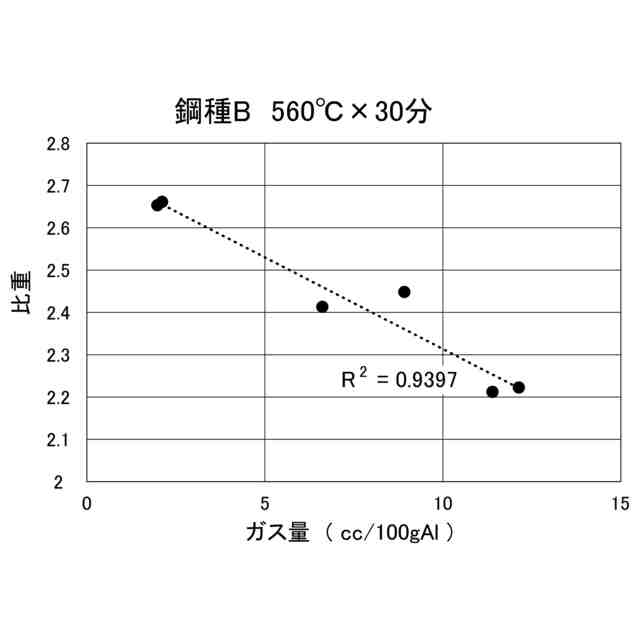
【解決手段】複数の鋳造条件で鋳造したアルミダイカスト品10を融点前の所定温度で所定時間加熱し、加熱後のアルミダイカスト品10の比重を測定する比重測定工程と、比重測定工程で用いたアルミダイカスト品10と同条件である複数の鋳造条件で鋳造したアルミダイカスト品10を用意し、これら複数の鋳造条件で鋳造したアルミダイカスト品10のそれぞれを真空溶融して発生するガス量を測定するガス量測定工程と、比重測定工程で測定した比重と、ガス量測定工程で測定したガス量に基づき、複数の鋳造条件ごとでの比重とガス量の関係性が最も現れる加熱条件を抽出し、当該加熱条件を実行したアルミダイカスト品10の比重を測定することで、測定された比重からアルミダイカスト品10のガス量を推定するガス量推定工程と、を実行する。
【選択図】図5
特許請求の範囲
【請求項1】
複数の鋳造条件で鋳造したアルミダイカスト品を融点前の所定温度で所定時間加熱し、加熱後のアルミダイカスト品の比重を測定する比重測定工程と、
前記比重測定工程で用いたアルミダイカスト品と同条件である複数の鋳造条件で鋳造したアルミダイカスト品を用意し、これら複数の鋳造条件で鋳造したアルミダイカスト品のそれぞれを真空溶融して発生するガス量を測定するガス量測定工程と、
前記比重測定工程で測定した比重と、前記ガス量測定工程で測定したガス量に基づき、複数の鋳造条件ごとでの比重とガス量の関係性が最も現れる加熱条件を抽出し、当該加熱条件を実行したアルミダイカスト品の比重を測定することで、測定された比重から前記アルミダイカスト品のガス量を推定するガス量推定工程と、
を実行することを特徴とするダイカスト品のガス量推定方法。
続きを表示(約 310 文字)
【請求項2】
請求項1に記載のダイカスト品のガス量推定方法であって、
前記アルミダイカスト品の複数の鋳造条件は、アルミダイカスト品の鋼種を含むことを特徴とするダイカスト品のガス量推定方法。
【請求項3】
請求項1に記載のダイカスト品のガス量推定方法であって、
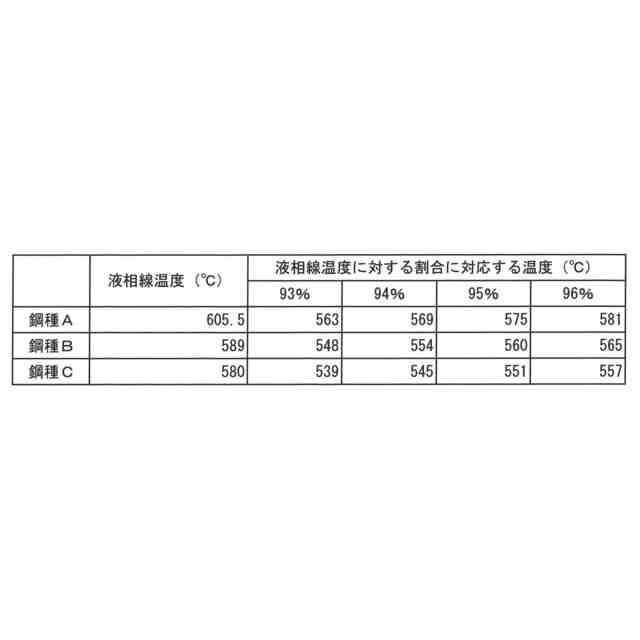
前記加熱条件のうちの加熱温度は、前記アルミダイカスト品の液相線温度の94%~95%の温度であることを特徴とするダイカスト品のガス量推定方法。
【請求項4】
請求項3に記載のダイカスト品のガス量推定方法であって、
前記加熱条件のうちの加熱時間は、30分であることを特徴とするダイカスト品のガス量推定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイカスト品のガス量推定方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
ダイカスト品の品質を悪化させる要因として、ダイカスト品の鋳造過程において生じるガスの存在が挙げられる。当該ガスは、ダイカスト品内部に引け巣やブローホールといった欠陥を生じさせるため、適切な処理を行わなければ不良発生につながる。
【0003】
ところで、ダイカスト品内部のガス量を測定する方法として、従来、真空引きされたチャンバー内でダイカスト品を溶解した上で、発生するガスの体積を測定することが行われていた。しかしながら、対象のすべてのダイカスト品に対し当該方法を実行するには、多大な時間とコストを要する。そこで、近年、ダイカスト品のガス量を直接測定せずに、関連する指標を用いて推定することが行われている。例えば、下記特許文献1では、ダイカスト品における溶接部近傍に形成された試験片を切り取り、当該試験片の熱処理前後の比重値を基に算出した膨れ率を指標として、所定の閾値と比較することで、ダイカスト品内部のガス量が基準値よりも多いか否かを判定する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2005-279667号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記方法は、ダイカスト品の加熱温度や鋼種によっては、閾値を設定することが困難な場合があり、予測精度の面で改善の余地があった。
【0006】
本発明は、上述した課題に鑑みて成されたものであって、その目的は、汎用性が高く、予測精度が良好なダイカスト品のガス量推定方法を提供することにある。
【課題を解決するための手段】
【0007】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照番号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
【0008】
本発明に係るダイカスト品のガス量推定方法は、複数の鋳造条件で鋳造したアルミダイカスト品(10)を融点前の所定温度で所定時間加熱し、加熱後のアルミダイカスト品(10)の比重を測定する比重測定工程と、前記比重測定工程で用いたアルミダイカスト品(10)と同条件である複数の鋳造条件で鋳造したアルミダイカスト品(10)を用意し、これら複数の鋳造条件で鋳造したアルミダイカスト品(10)のそれぞれを真空溶融して発生するガス量を測定するガス量測定工程と、前記比重測定工程で測定した比重と、前記ガス量測定工程で測定したガス量に基づき、複数の鋳造条件ごとでの比重とガス量の関係性が最も現れる加熱条件を抽出し、当該加熱条件を実行したアルミダイカスト品の比重を測定することで、測定された比重から前記アルミダイカスト品(10)のガス量を推定するガス量推定工程と、を実行することを特徴とするものである。
【0009】
本発明に係るダイカスト品のガス量推定方法において、前記アルミダイカスト品(10)の複数の鋳造条件は、アルミダイカスト品(10)の鋼種を含むことができる。
【0010】
また、本発明に係るダイカスト品のガス量推定方法において、前記加熱条件のうちの加熱温度は、前記アルミダイカスト品(10)の液相線温度の94%~95%の温度であることが好適である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
リョービ株式会社
ダイカスト品のガス量推定方法
27日前
リョービ株式会社
摩擦撹拌接合装置および摩擦撹拌接合方法
2か月前
リョービ株式会社
機械的特性予測方法および機械的特性予測装置
8日前
リョービ株式会社
金属製部材の接合方法及び金属製部材の接合体
27日前
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
芝浦機械株式会社
成形システム
20日前
トヨタ自動車株式会社
押湯入子
2か月前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
株式会社 寿原テクノス
金型装置
9か月前
三菱電機株式会社
三次元造形装置
9か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
日本製鉄株式会社
モールドパウダー
28日前
株式会社エスアールシー
インゴット
10か月前
芝浦機械株式会社
成形機
8か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
株式会社キャステム
鋳造品の製造方法
6か月前
個人
透かし模様付き金属板の製造方法
9か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
芝浦機械株式会社
成形機
8か月前
トヨタ自動車株式会社
突き折り棒
5か月前
株式会社日本高熱工業社
潤滑剤塗布装置
8か月前
山石金属株式会社
アルミニウム含有粒子
27日前
山石金属株式会社
アルミニウム含有粒子
27日前
株式会社浅沼技研
鋳型及びその製造方法
8か月前
トヨタ自動車株式会社
ケースの製造方法
4か月前
株式会社浅沼技研
半溶融金属の成形方法
10か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
東洋機械金属株式会社
ダイカストマシン
9か月前
旭有機材株式会社
鋳型の製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ