TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025158604
公報種別
公開特許公報(A)
公開日
2025-10-17
出願番号
2024061311
出願日
2024-04-05
発明の名称
成形システム
出願人
芝浦機械株式会社
代理人
個人
主分類
B22D
17/30 20060101AFI20251009BHJP(鋳造;粉末冶金)
要約
【課題】成形品の品質を向上させる。
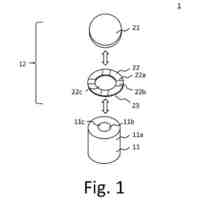
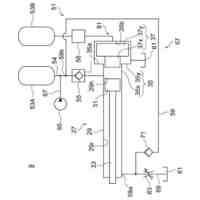
【解決手段】成形システムMSは、射出スリーブ107内の溶湯MLを金型101内へ射出するダイカストマシン1と、射出スリーブ107に溶湯MLを供給する給湯装置55と、を有している。射出スリーブ107は、金型101とは反対側の端部が金型101の側の端部に対して下方に位置している。給湯装置55は、溶湯MLを収容する計量室R1を有しており、また、流入位置と流出位置との間で移動する弁体63を有している。流入位置では、弁体63は、炉53から計量室R1への流れを許容するとともに計量室R1からダイカストマシン1の射出スリーブ107への流れを禁止する。流出位置では、弁体63は、炉53から計量室R1への流れを禁止するとともに計量室R1から射出スリーブ107への流れを許容する。
【選択図】図1
特許請求の範囲
【請求項1】
射出スリーブ内の溶湯を型内へ射出する成形機と、
前記射出スリーブに溶湯を供給する給湯装置と、
を有しており、
前記射出スリーブは、前記型とは反対側の端部が前記型の側の端部に対して下方に位置しており、
前記給湯装置は、
溶湯を収容する計量室と、
炉から前記計量室への流れを許容するとともに前記計量室から前記射出スリーブへの流れを禁止する流入位置と、前記炉から前記計量室への流れを禁止するとともに前記計量室から前記射出スリーブへの流れを許容する流出位置との間で移動する弁体と、を有している
成形システム。
続きを表示(約 1,300 文字)
【請求項2】
前記射出スリーブは縦射出用であり、
前記成形機は、前記射出スリーブのうち当該射出スリーブの下方側部分よりも上方に位置する上部分割スリーブを型開閉方向とは異なる横方向へ移動させ、これにより、前記射出スリーブのうち前記下方側部分を含む本体部に対する前記上部分割スリーブの合体及び分離を行うスリーブ駆動部を有しており、
前記給湯装置は、前記上部分割スリーブの分離によって空いた領域を介して前記本体部に溶湯を注ぐ
請求項1に記載の成形システム。
【請求項3】
前記型開閉方向は横方向であり、
前記射出スリーブは、前記下方側部分よりも上方にて前記型開閉方向に分割されていることによって、前記本体部と前記上部分割スリーブとを有している
請求項2に記載の成形システム。
【請求項4】
前記射出スリーブは、前記型開閉方向に分割されていることによって、前記型の開閉に伴って分離及び合体される第1分割スリーブ及び第2分割スリーブを有しており、
前記第1分割スリーブは、上下に分割されていることによって、下部分割スリーブと前記上部分割スリーブとを有しており、
前記本体部は、合体している状態の前記第2分割スリーブ及び前記下部分割スリーブである
請求項3に記載の成形システム。
【請求項5】
前記成形機は、前記溶湯を前記下方側部分へ注ぐ樋を前記上部分割スリーブの分離によって空いた領域へ出し入れする樋駆動部を有している
請求項2に記載の成形システム。
【請求項6】
前記上部分割スリーブの分離によって空いた領域が他の部材によって塞がれない
請求項2に記載の成形システム。
【請求項7】
前記射出スリーブは、前記上部分割スリーブの分離によって空いた領域を塞ぐ代替スリーブを更に有しており、
前記代替スリーブは、前記溶湯を外部から内部へ通過させる空所を有している
請求項2に記載の成形システム。
【請求項8】
型閉じ後、前記上部分割スリーブが分離している前記本体部に前記溶湯が注がれるように、前記スリーブ駆動部を制御するコントローラを更に有している
請求項2に記載の成形システム。
【請求項9】
前記コントローラは、前記溶湯が前記本体部に注がれた後、かつ型締め前に、前記上部分割スリーブが前記本体部に合体されるように、前記スリーブ駆動部を制御する
請求項8に記載の成形システム。
【請求項10】
前記給湯装置は、
第1方向の第1側から前記計量室に向かって開口しており、前記炉からの溶湯を前記計量室へ流入させる流入口と、
前記第1側から前記計量室に向かって開口しており、前記計量室の溶湯を前記射出スリーブへ流出させる流出口と、を有しており、
前記弁体は、前記計量室と前記流入口及び前記流出口との間にて前記第1方向に面している板状部を含み、前記第1方向に交差する第2方向への平行移動によって、前記流入位置と前記流出位置との間で移動する
請求項1に記載の成形システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、成形システムに関する。成形システムは、ダイカストマシン等の成形機と、当該成形機に溶融状態(液状)の金属材料(以下、「溶湯」と称することがある。)を供給する給湯装置と、を含む。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
縦射出型(例えば横型締縦射出)のダイカストマシンが知られている(例えば下記特許文献1~7)。縦射出では、金型に下方から通じる射出スリーブが縦方向(例えば鉛直方向)に延びており、射出スリーブ内の溶湯が下方から上方へ押し上げられることによって、溶湯が金型内に充填される。横型締型では、金型(固定型及び移動型)が横方向(例えば水平方向)に開閉される。
【0003】
縦射出型のダイカストマシンと、当該ダイカストマシンに溶湯を供給する給湯装置と、を含む成形システムにおいて、射出スリーブに溶湯を供給する種々の態様が提案されている。
【0004】
例えば、特許文献1及び2では、射出スリーブにつながっている給湯管を介して溶湯を供給している。特許文献3では、上記のような給湯管にプランジャで溶湯を押し出している。特許文献4では、射出スリーブが金型から下方に離れている状態で、射出スリーブ上に樋を配置し、ラドルによって樋に溶湯を注いでいる。特許文献5~7では、上記の給湯管に電磁ポンプによって溶湯を移送している。特許文献8は、縦射出に係るものではないが、給湯管及び電磁ポンプを用いる方法を開示している。
【先行技術文献】
【特許文献】
【0005】
特開平9-108806号公報
実開平6-15860号公報
特開2004-344975号公報
特開2012-148323号公報
特開平7-51828号公報
特開平9-150254号公報
特開2000-15417号公報
特開平6-126414号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
成形品の品質を向上させることが容易化される成形システムが待たれる。
【課題を解決するための手段】
【0007】
本開示の一態様に係る成形システムは、射出スリーブ内の溶湯を型内へ射出する成形機と、前記射出スリーブに溶湯を供給する給湯装置と、を有しており、前記射出スリーブは、前記型とは反対側の端部が前記型の側の端部に対して下方に位置しており、前記給湯装置は、溶湯を収容する計量室と、炉から前記計量室への流れを許容するとともに前記計量室から前記射出スリーブへの流れを禁止する流入位置と、前記炉から前記計量室への流れを禁止するとともに前記計量室から前記射出スリーブへの流れを許容する流出位置との間で移動する弁体と、を有している。
【発明の効果】
【0008】
上記の構成によれば、例えば、成形品の品質を向上させることが容易化される。
【図面の簡単な説明】
【0009】
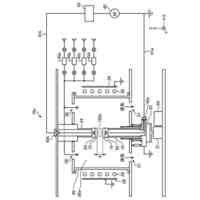
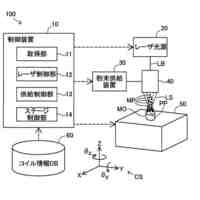
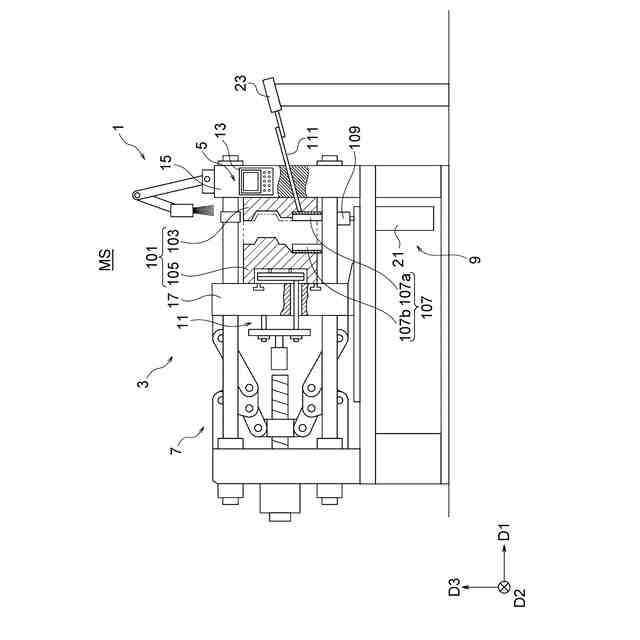
実施形態に係るダイカストマシンの要部の構成を示す側面図。
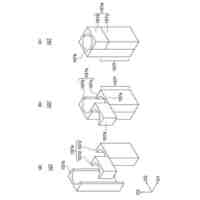
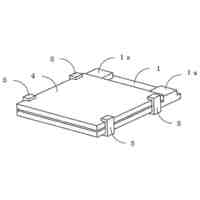
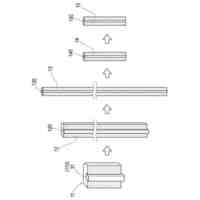
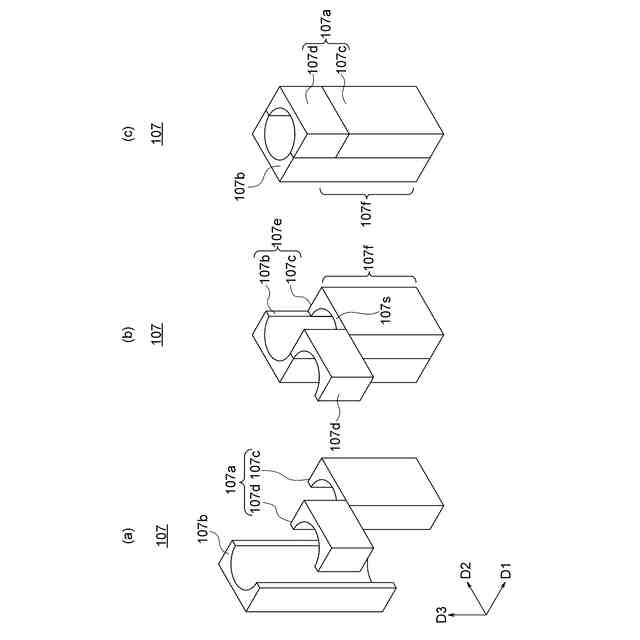
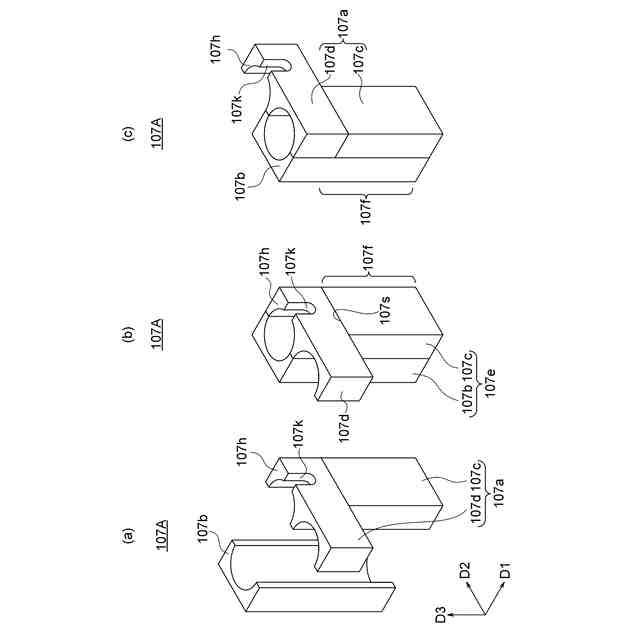
図2(a)、図2(b)及び図2(c)は、図1のダイカストマシンにおける射出スリーブの構成を示す斜視図。
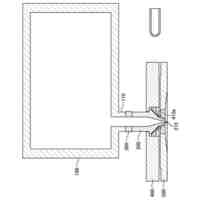
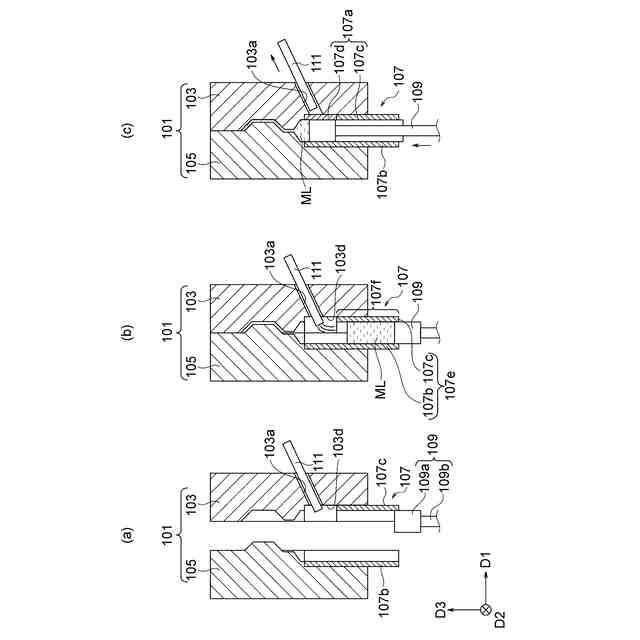
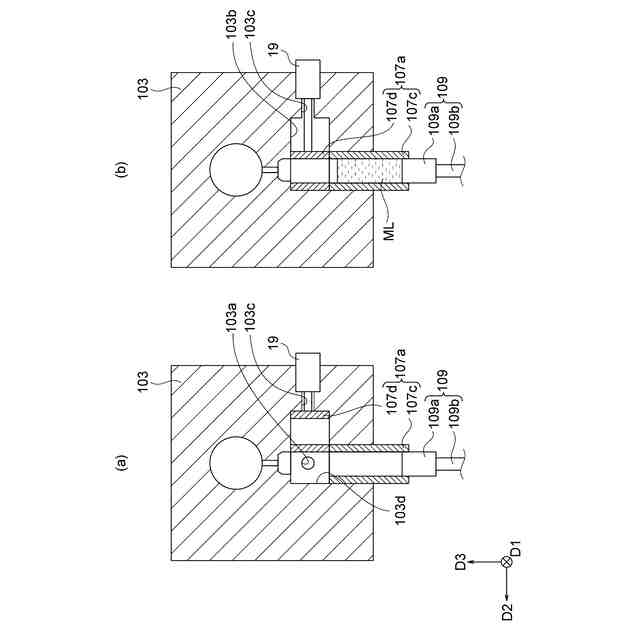
図3(a)、図3(b)及び図3(c)は、図1のダイカストマシンにおける金型及びその周辺部の断面図。
図4(a)及び図4(b)は、図1のダイカストマシンにおける固定型及びその周辺部を移動型から見た図。
図5(a)、図5(b)及び図5(c)は、他の例に係る射出スリーブの構成を示す斜視図。
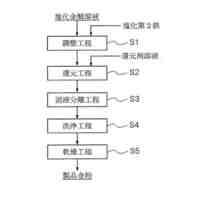
図1のダイカストマシンが実行する成形処理の手順を示すフローチャート。
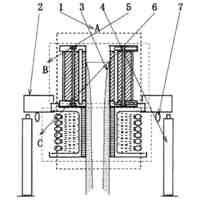
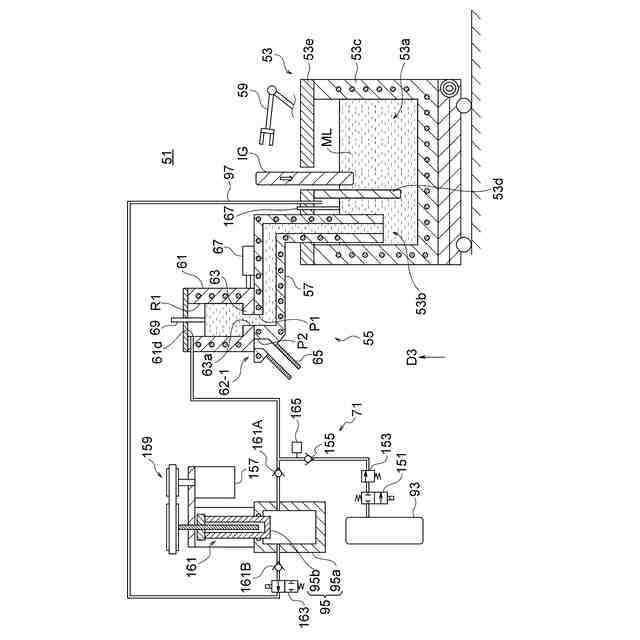
実施形態に係る給湯システムの構成を示す断面図。
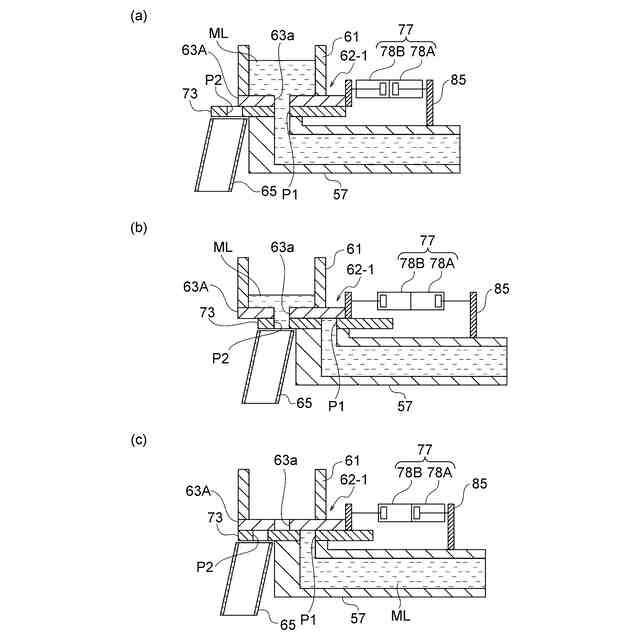
図8(a)、図8(b)及び図8(c)は、図7の給湯システムの第1態様に係る弁機構の動作を説明する断面図。
図9(a)、図9(b)及び図9(c)は、図7の給湯システムの第2態様に係る弁機構の動作を説明する断面図。
弁体を駆動する弁駆動部の例を示す斜視図。
図10のXI-XI線における断面図。
他の例に係る湯面センサの構成を示す断面図。
図7の給湯システムが実行する給湯処理の手順を示すフローチャート。
他の例に係るダイカストマシンの側面図。
【発明を実施するための形態】
【0010】
複数の態様のうち相対的に後に説明される態様については、基本的に、先に説明された態様との相違点についてのみ述べる。特に言及が無い事項については、先に説明された態様と同様とされたり、先に説明された態様から類推されたりしてよい。また、複数の態様において互いに対応する構成については、相違点があっても、便宜上、互いに同一の符号を付すことがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
芝浦機械株式会社
成形システム
3日前
芝浦機械株式会社
ガラス成形装置及び金型洗浄方法
11日前
芝浦機械株式会社
ガラス成形装置及び金型洗浄方法
18日前
芝浦機械株式会社
射出装置、成形機及び成形システム
3日前
芝浦機械株式会社
給湯装置、給湯システム及び成形システム
3日前
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
芝浦機械株式会社
成形システム
3日前
トヨタ自動車株式会社
押湯入子
2か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
日本製鉄株式会社
モールドパウダー
11日前
株式会社プロテリアル
合金粉末の製造方法
6か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
株式会社キャステム
鋳造品の製造方法
5か月前
トヨタ自動車株式会社
鋳バリ抑制方法
6か月前
山石金属株式会社
アルミニウム含有粒子
10日前
トヨタ自動車株式会社
突き折り棒
5か月前
トヨタ自動車株式会社
鋳物砂の再生方法
3か月前
トヨタ自動車株式会社
ケースの製造方法
4か月前
山石金属株式会社
アルミニウム含有粒子
10日前
旭有機材株式会社
鋳型の製造方法
2か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
JFEミネラル株式会社
Ni合金粉
10日前
愛知製鋼株式会社
継ぎ目なし管の製造方法
1か月前
トヨタ自動車株式会社
金型冷却構造
5か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
6か月前
株式会社豊田中央研究所
積層造形装置
4か月前
株式会社神戸製鋼所
炭素-銅含有粉末
5か月前
住友金属鉱山株式会社
金粉の製造方法
1か月前
福田金属箔粉工業株式会社
Cu系粉末
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ