TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025155265
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024058989
出願日
2024-04-01
発明の名称
未加硫ゴムシートの供給装置および方法
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29D
30/06 20060101AFI20251006BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】巻き取られている未加硫ゴムシートを、ライナーと剥離させて円滑に繰り出すことができる未加硫ゴムシートの供給装置および方法を提供する。
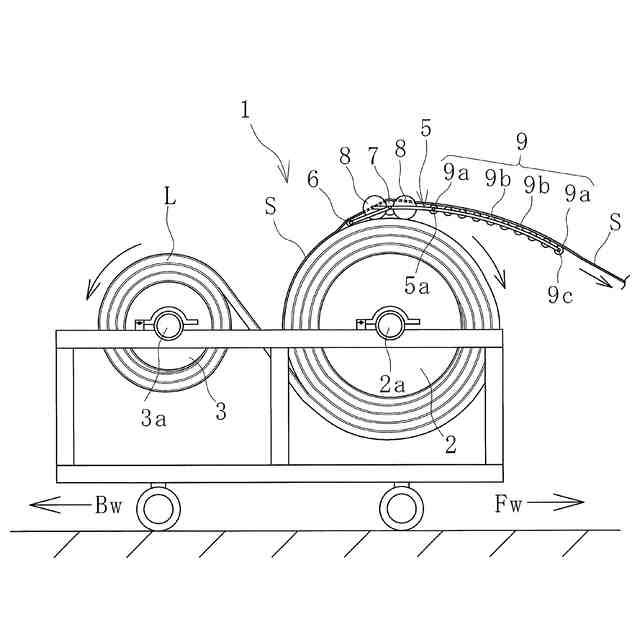
【解決手段】巻出しドラム2と巻取りドラム3とを互いに反対方向に回転して、巻出しドラム2から繰り出される未加硫ゴムシートS、ライナーLはそれぞれ剥がし部6の上、下を通過させて両者を剥離させ、この未加硫ゴムシートSはローラコンベヤ部9に載置し、このライナーLは押圧ローラ8に押圧されて押圧ローラ8を転動させつつ巻取りドラム3に巻き取り、転動する押圧ローラ8の回転によりローラコンベヤ部9の駆動ローラ9aを回転駆動して未加硫ゴムシートSを前方に搬送し、押圧ローラ8の周面のJIS硬度を70度以下、かつ、周面幅を所定幅以上に設定して、押圧ローラ8がライナーLの上を転動する際の押圧ローラ8の転動スリップを防止する。
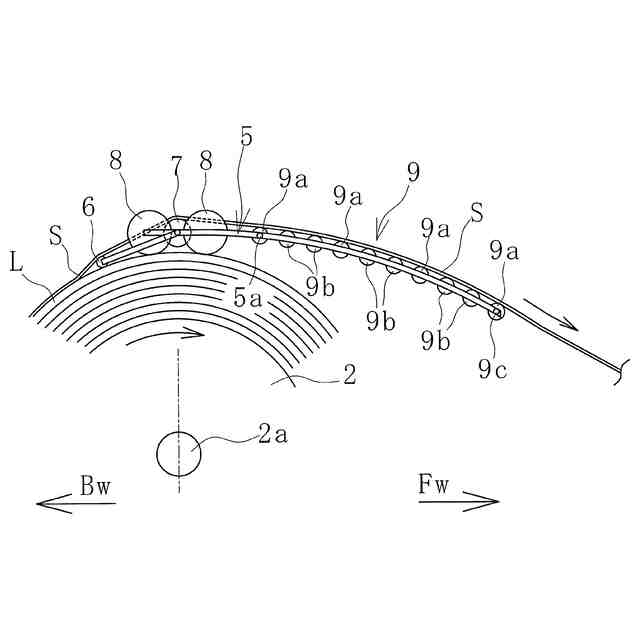
【選択図】図3
特許請求の範囲
【請求項1】
ライナーを介在させて未加硫ゴムシートが巻き取られている巻出しドラムと、前記ライナーが巻き取られる巻取りドラムとが前後に縦列配置されていて、前記巻出しドラムの前方側から前記巻出しドラムの上方に延在する支持フレームと、前記支持フレームの前端部に連結されていて多数のローラが前後方向に間隔をあけて配列された前方に延在するローラコンベヤ部とを有し、
前記支持フレームの後端部には前記巻出しドラムのドラム幅方向に延在する剥がし部が設置され、前記支持フレームの前記剥がし部よりも前方側には押圧ローラが設置されていて、前記ローラコンベヤ部には駆動ローラが含まれていて、前記押圧ローラが回転することにより前記駆動ローラが回転駆動される構成であり、
前記巻出しドラムと前記巻取りドラムとが互いに反対方向に回転されて、前記巻出しドラムから繰り出される前記未加硫ゴムシートが前記剥がし部の上を通過し、前記ライナーが前記剥がし部の下を通過することにより、前記未加硫ゴムシートと前記ライナーとが剥離されて、剥離された前記未加硫ゴムシートが前記ローラコンベヤ部に載置されて前方に搬送されるとともに、剥離された前記ライナーが前記押圧ローラに押圧されて前記押圧ローラを転動させつつ前記巻取りドラムに巻き取られる構成にした未加硫ゴムシートの供給装置において、
前記押圧ローラの周面のJIS硬度が70度以下、かつ、周面幅が所定幅以上に設定されていて、前記押圧ローラが前記ライナーの上を転動する際の前記押圧ローラの転動スリップが防止される未加硫ゴムシートの供給装置。
続きを表示(約 1,000 文字)
【請求項2】
前記支持フレームの前記剥がし部と前記ローラコンベヤ部との間には、前記巻出しドラムのドラム幅方向に延在して回転駆動するガイドローラが設置されていて、前記押圧ローラが前記ガイドローラの長手方向一方端側と他方側とに対向して間隔をあけて配置されていて、前記巻出しドラムから繰り出された前記未加硫ゴムシートが前記ガイドローラに掛け渡されてから、前記ローラコンベヤ部に載置される構成にした請求項1に記載の未加硫ゴムシートの供給装置。
【請求項3】
前記剥がし部と前記ガイドローラ7との上面どうしを結ぶ接線の水平に対する傾斜角度が25°以下に設定されている請求項2に記載の未加硫ゴムシートの供給装置。
【請求項4】
前記押圧ローラが前記巻出しドラムのドラム幅方向一方端部から他方端部に連続して延在している請求項1に記載の未加硫ゴムシートの供給装置。
【請求項5】
ライナーを介在させて未加硫ゴムシートが巻き取られている巻出しドラムと、前記ライナーが巻き取られる巻取りドラムとを前後に縦列配置して、前記巻出しドラムの前方側から前記巻出しドラムの上方に支持フレームを延在させて、前記支持フレームの後端部には前記巻出しドラムのドラム幅方向に延在する剥がし部を設置し、前記支持フレームの前記剥がし部よりも前方側には押圧ローラを設置し、前記支持フレームの前端部には多数のローラが前後方向に間隔をあけて配列された前方に延在するローラコンベヤ部を連結して、前記ローラコンベヤ部には駆動ローラが含まれていて、前記押圧ローラが回転することにより前記駆動ローラを回転駆動する構成にして、前記巻出しドラムと前記巻取りドラムとを互いに反対方向に回転して、前記巻出しドラムから繰り出される前記未加硫ゴムシートは前記剥がし部の上を通過させ、前記ライナーは前記剥がし部の下を通過させることにより、前記未加硫ゴムシートと前記ライナーとを剥離させて、剥離させた前記未加硫ゴムシートは前記ローラコンベヤ部に載置して前方に搬送するとともに、剥離させた前記ライナーは前記押圧ローラに押圧されて前記押圧ローラを転動させつつ前記巻取りドラムに巻き取る未加硫ゴムシートの供給方法において、
前記押圧ローラの周面のJIS硬度を70度以下、かつ、周面幅を所定幅以上に設定して、前記押圧ローラが前記ライナーの上を転動する際の前記押圧ローラの転動スリップを防止する未加硫ゴムシートの供給方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、未加硫ゴムシートの供給装置および方法に関し、さらに詳しくは、ライナーを介在させて巻き取られている未加硫ゴムシートを、ライナーと剥離させて円滑に繰り出すことができる未加硫ゴムシートの供給装置および方法に関するものである。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
タイヤ等のゴム製品の製造現場では、例えば押出機等によって押出された長尺の未加硫ゴムシートを、ライナーを介在させて巻取り軸に巻き取って一時的に保管することがある。巻き取られた長尺の未加硫ゴムシートは、必要時に巻取り軸から繰り出される。その後、この未加硫ゴムシートは定尺に切断されて、成形ドラムなどに供給される。
【0003】
ライナーを介在させて巻き取られている未加硫ゴムシートを、ライナーと剥離させて繰り出す供給装置が提案されている(例えば、特許文献1参照)。特許文献1で提案されている供給装置では、巻出しドラムから繰り出された未加硫ゴムシートとライナーとは、支持フレームの後端部に設置された剥がしローラによって剥離され、その後、未加硫ゴムシートは、支持フレームに軸支されたフリーローラや駆動ローラに載置されて成形ドラムに搬送される。剥離されたライナーは、支持フレームに軸支されてドラム幅方向に間隔をあけて配置された一対の押圧ローラに押圧されて、一対の押圧ローラを転動させつつ、巻出しドラムと縦列配置されている巻取りドラムに巻き取られる。
【0004】
転動する押圧ローラの回転は、未加硫ゴムシートが載置される駆動ローラを回転駆動する。そのため、転動する押圧ローラに転動スリップが生じると、未加硫ゴムシートを前方に搬送する駆動ローラの駆動力が小さくなるので、巻出しドラムに巻き取られている未加硫ゴムシートを、ライナーと剥離させて円滑に繰り出すには改善の余地がある。
【先行技術文献】
【特許文献】
【0005】
特開2006-123218号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、ライナーを介在させて巻き取られている未加硫ゴムシートを、ライナーと剥離させて円滑に繰り出すことができる未加硫ゴムシートの供給装置および方法を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するための本発明の未加硫ゴムシートの供給装置は、ライナーを介在させて未加硫ゴムシートが巻き取られている巻出しドラムと、前記ライナーが巻き取られる巻取りドラムとが前後に縦列配置されていて、前記巻出しドラムの前方側から前記巻出しドラムの上方に延在する支持フレームと、前記支持フレームの前端部に連結されていて多数のローラが前後方向に間隔をあけて配列された前方に延在するローラコンベヤ部とを有し、前記支持フレームの後端部には前記巻出しドラムのドラム幅方向に延在する剥がし部が設置され、前記支持フレームの前記剥がし部よりも前方側には押圧ローラが設置されていて、前記ローラコンベヤ部には駆動ローラが含まれていて、前記押圧ローラが回転することにより前記駆動ローラが回転駆動される構成であり、前記巻出しドラムと前記巻取りドラムとが互いに反対方向に回転されて、前記巻出しドラムから繰り出される前記未加硫ゴムシートが前記剥がし部の上を通過し、前記ライナーが前記剥がし部の下を通過することにより、前記未加硫ゴムシートと前記ライナーとが剥離されて、剥離された前記未加硫ゴムシートが前記ローラコンベヤ部に載置されて前方に搬送されるとともに、剥離された前記ライナーが前記押圧ローラに押圧されて前記押圧ローラを転動させつつ前記巻取りドラムに巻き取られる構成にした未加硫ゴムシートの供給装置において、前記押圧ローラの周面のJIS硬度が70度以下、かつ、周面幅が所定幅以上に設定されていて、前記押圧ローラが前記ライナーの上を転動する際の前記押圧ローラの転動スリップが防止されることを特徴とする。
【0008】
本発明の未加硫ゴムシートの供給方法は、ライナーを介在させて未加硫ゴムシートが巻き取られている巻出しドラムと、前記ライナーが巻き取られる巻取りドラムとを前後に縦列配置して、前記巻出しドラムの前方側から前記巻出しドラムの上方に支持フレームを延在させて、前記支持フレームの後端部には前記巻出しドラムのドラム幅方向に延在する剥がし部を設置し、前記支持フレームの前記剥がし部よりも前方側には押圧ローラを設置し、前記支持フレームの前端部には多数のローラが前後方向に間隔をあけて配列された前方に延在するローラコンベヤ部を連結して、前記ローラコンベヤ部には駆動ローラが含まれていて、前記押圧ローラが回転することにより前記駆動ローラを回転駆動する構成にして、前記巻出しドラムと前記巻取りドラムとを互いに反対方向に回転して、前記巻出しドラムから繰り出される前記未加硫ゴムシートは前記剥がし部の上を通過させ、前記ライナーは前記剥がし部の下を通過させることにより、前記未加硫ゴムシートと前記ライナーとを剥離させて、剥離させた前記未加硫ゴムシートは前記ローラコンベヤ部に載置して前方に搬送するとともに、剥離させた前記ライナーは前記押圧ローラに押圧されて前記押圧ローラを転動させつつ前記巻取りドラムに巻き取る未加硫ゴムシートの供給方法において、前記押圧ローラの周面のJIS硬度を70度以下、かつ、周面幅を所定幅以上に設定して、前記押圧ローラが前記ライナーの上を転動する際の前記押圧ローラの転動スリップを防止することを特徴とする。
【発明の効果】
【0009】
本発明によれば、前記押圧ローラの周面のJIS硬度が70度以下、かつ、周面幅が所定幅以上に設定されて、前記押圧ローラが前記ライナーの上を転動する際の前記押圧ローラの転動スリップが防止されるので、前記押圧ローラを確実に回転させることができる。これに伴い、前記駆動ローラがより確実に回転駆動される。この回転駆動される前記駆動ローラによって前記ライナーと剥離させた前記未加硫ゴムシートが安定して前方に搬送されるので、前記巻出しドラムから前記未加硫ゴムシートを前記ライナーと剥離させて円滑に繰り出すことができる。
【図面の簡単な説明】
【0010】
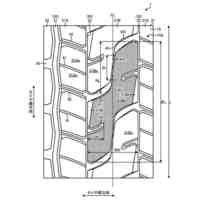
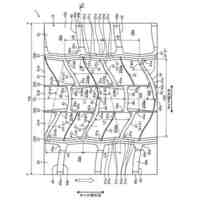
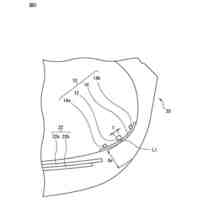
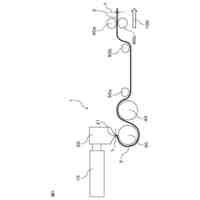
供給装置の実施形態を側面視で例示する説明図である。
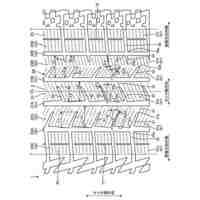
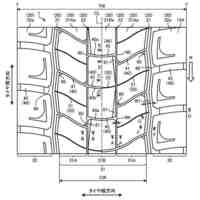
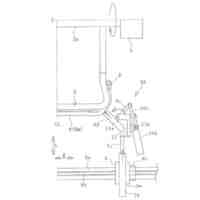
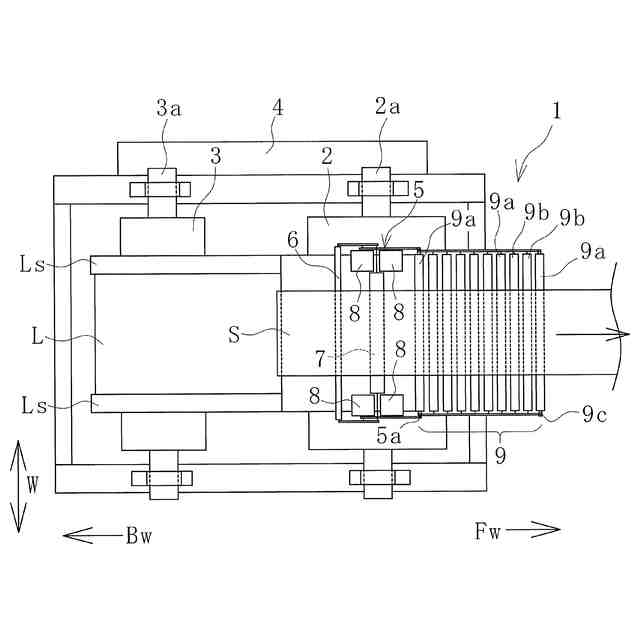
図1の供給装置を平面視で例示する説明図である。
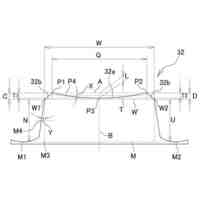
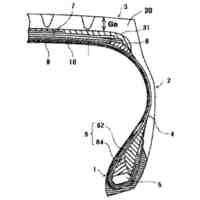
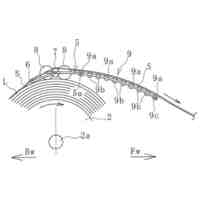
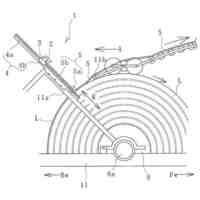
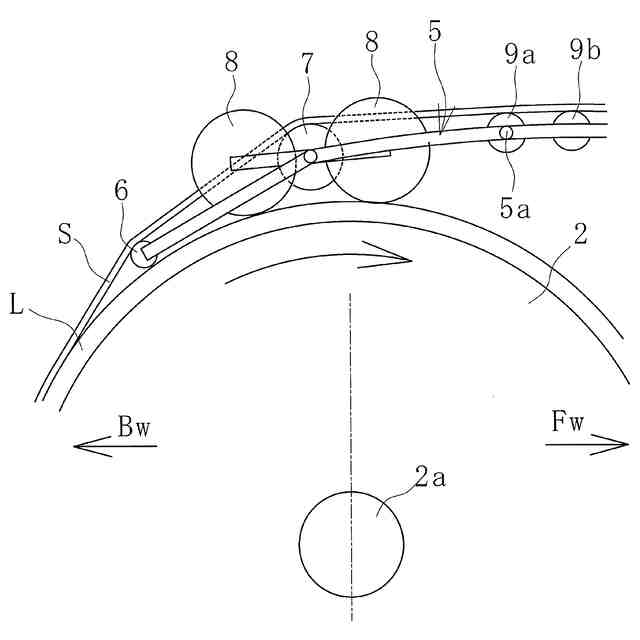
図1の巻取りドラムの上方周辺を拡大して例示する説明図である。
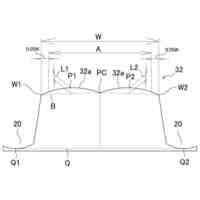
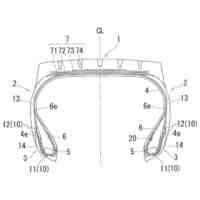
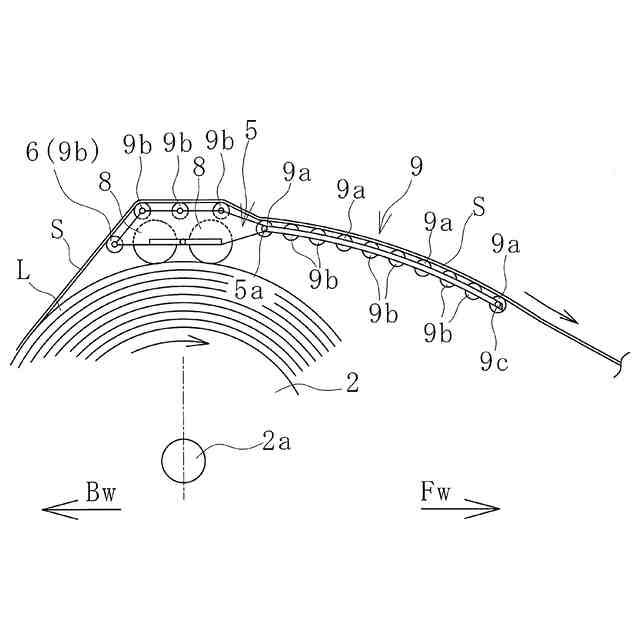
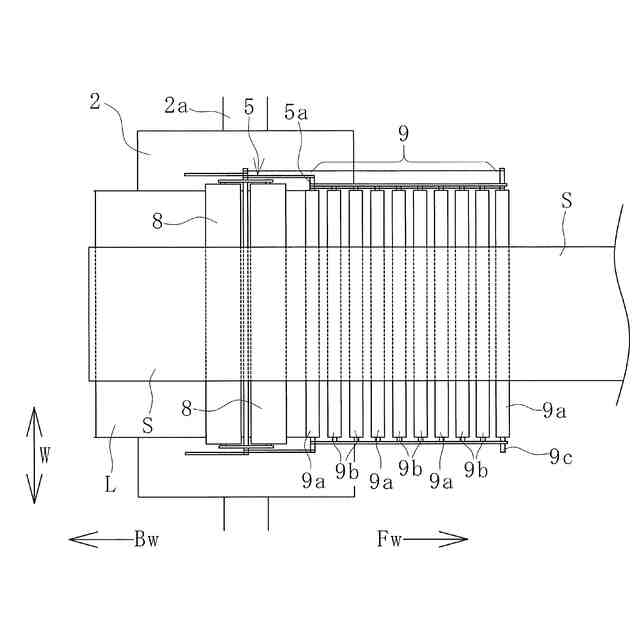
図3の構成を平面視で例示する説明図である。
図3の巻出しドラムの巻き径が最小になった状態を例示する説明図である。
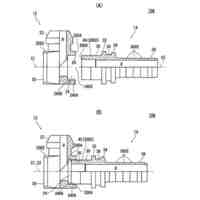
供給装置の別の実施形態を側面視で例示する説明図である。
図6の供給装置を、押圧ローラを覆う部品を省略して平面視で例示する説明図である。
図6の供給装置を、押圧ローラを省略して平面視で例示する説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
横浜ゴム株式会社
タイヤ
5日前
横浜ゴム株式会社
タイヤ
11日前
横浜ゴム株式会社
タイヤ
21日前
横浜ゴム株式会社
タイヤ
21日前
横浜ゴム株式会社
タイヤ
21日前
横浜ゴム株式会社
タイヤ
21日前
横浜ゴム株式会社
タイヤ
17日前
横浜ゴム株式会社
タイヤ
17日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
11日前
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
重荷重タイヤ
17日前
横浜ゴム株式会社
空気入りタイヤ
18日前
横浜ゴム株式会社
空気入りタイヤ
21日前
横浜ゴム株式会社
タイヤの製造方法
10日前
横浜ゴム株式会社
熱可塑性樹脂組成物
10日前
横浜ゴム株式会社
積層体、およびその製造方法
11日前
横浜ゴム株式会社
更生タイヤ及びその製造方法
21日前
横浜ゴム株式会社
化学計算モデル分子の作成方法
25日前
横浜ゴム株式会社
ホース用ゴム組成物及びホース
5日前
横浜ゴム株式会社
センサユニットを備えるタイヤ
17日前
横浜ゴム株式会社
センサユニットを備えるタイヤ
17日前
横浜ゴム株式会社
架橋ゴム分子鎖の配向評価方法
12日前
横浜ゴム株式会社
センサユニットを備えるタイヤ
17日前
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
17日前
横浜ゴム株式会社
ゴム組成物、及び、コンベヤベルト
10日前
横浜ゴム株式会社
金属製品、および金属製品の製造方法
24日前
横浜ゴム株式会社
未加硫ゴムシートの供給装置および方法
6日前
横浜ゴム株式会社
熱可塑性樹脂組成物のフィルムの成形方法
21日前
横浜ゴム株式会社
タイヤの成形装置およびタイヤの製造方法
12日前
横浜ゴム株式会社
未加硫ゴムシートの状態検知装置および方法
6日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ