TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025165127
公報種別
公開特許公報(A)
公開日
2025-11-04
出願番号
2024069023
出願日
2024-04-22
発明の名称
プリフォームの製造方法、光学素子の製造方法、及び光学素子用プリフォーム
出願人
AGC株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
C03B
11/00 20060101AFI20251027BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】体積精度及び周面の面粗度に優れ、簡単なプロセスで製造できる光学素子用プリフォームを提供する。
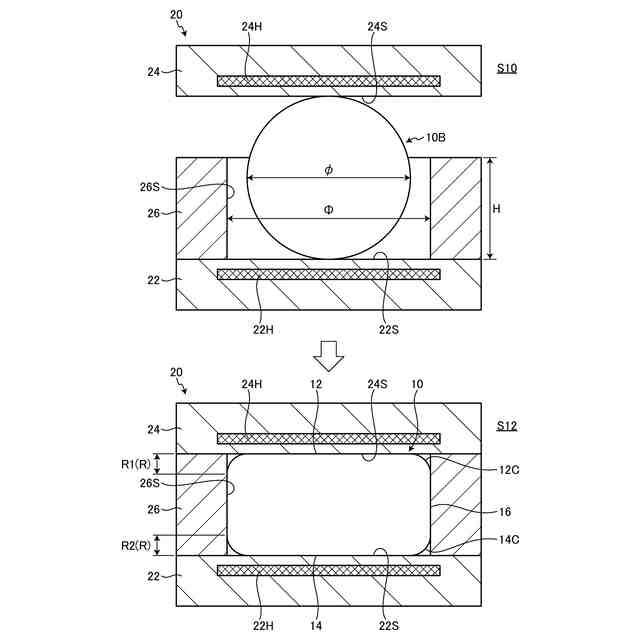
【解決手段】プリフォーム10の製造方法は、上面に下側押圧面22Sを有する下型22と、下面に下側押圧面と対向する上側押圧面24Sを有する上型24と、下型と上型との間に設けられる円筒形状の側型26とを備える成形型20を準備することと、下型と側型に囲まれた凹状の部分における下側押圧面に球状基材10Bを載置することと、下側押圧面及び上側押圧面を加熱した状態で、上型を下型に対して相対的に接近させて球状基材をリヒートプレスすることで、下側押圧面と上側押圧面と側型の内周面(規制面26S)とに囲まれた領域においてプリフォームに成形することと、を含み、当該領域に対するプリフォームの充填率が77%以上であり、側型の内周面の算術平均粗さが0.2μm未満である。
【選択図】図3
特許請求の範囲
【請求項1】
球状の基材を成形型でリヒートプレスすることで、円柱形状の光学素子用のプリフォームを製造するプリフォームの製造方法であって、
上面に下側押圧面を有する下型と、下面に前記下側押圧面と対向する上側押圧面を有する上型と、前記下型と前記上型との間に設けられる円筒形状の側型とを備える成形型を準備することと、
前記下型と前記側型に囲まれた凹状の部分における前記下側押圧面に前記基材を載置することと、
前記下側押圧面及び前記上側押圧面を加熱した状態で、前記上型を前記下型に対して相対的に接近させて前記基材をリヒートプレスすることで、前記下側押圧面と前記上側押圧面と前記側型の内周面とに囲まれた領域においてプリフォームに成形することと、
を含み、
前記領域に対する前記プリフォームの充填率が77%以上であり、
前記側型の内周面の算術平均粗さが0.2μm未満である、
プリフォームの製造方法。
続きを表示(約 1,300 文字)
【請求項2】
前記リヒートプレスにより前記基材から前記プリフォームに成形させるまで間の、前記下側押圧面の温度プロファイルと、前記上側押圧面の温度プロファイルとを調整する、
請求項1に記載のプリフォームの製造方法。
【請求項3】
前記基材の直径は、前記側型の内径の95%以上である、
請求項1に記載のプリフォームの製造方法。
【請求項4】
前記基材をリヒートプレスすることでプリフォームに成形する際に、
前記基材を前記プリフォームの厚みよりも大きい所定の厚みまでリヒートプレスして中間成形物に成形することと、
前記中間成形物の上下を反転させて再度リヒートプレスしてプリフォームに成形することと、
を含む、
請求項1に記載のプリフォームの製造方法。
【請求項5】
前記成形型は、
前記下型の前記下側押圧面が、前記基材の一部を収納可能な陥凹を有する第一の成形型と、
前記下型の前記下側押圧面が、平坦形状である第二の成形型と、
を含み、
前記基材をリヒートプレスすることでプリフォームに成形する際に、
前記第一の成形型で、前記基材を前記プリフォームの厚みよりも大きい所定の厚みまでリヒートプレスして中間成形物に成形することと、
前記第二の成形型で、前記中間成形物の上下を反転させて再度リヒートプレスしてプリフォームに成形することと、
を含む、
請求項1に記載のプリフォームの製造方法。
【請求項6】
前記成形型は、
円筒形状の前記側型に代えて、鉛直方向に貫通する複数の貫通孔を有する円板形状の側型を備え、
それぞれの貫通孔には、それぞれ前記基材を載置し、
複数の前記基材から複数のプリフォームに成形する、
請求項1に記載のプリフォームの製造方法。
【請求項7】
請求項1から請求項6のいずれか1項に記載のプリフォームの製造方法で製造された前記プリフォームを用いて光学素子を製造する、
光学素子の製造方法。
【請求項8】
第一端面、第二端面、周面、前記第一端面と前記周面とを接続する第一外周縁、及び前記第二端面と前記周面とを接続する第二外周縁を有する円柱形状であって、
前記第一外周縁及び前記第二外周縁に角アールを有し、
前記周面の算術平均粗さが0.2μm未満であり、
周方向に4つ以上で分割した位置の前記第一外周縁における角アールの半径の標準偏差が40μm未満であり、
前記位置の前記第二外周縁における角アールの半径の標準偏差が40μm未満である、
光学素子用プリフォーム。
【請求項9】
前記周面の直角度が20μm未満である、
請求項8に記載の光学素子用プリフォーム。
【請求項10】
周方向に4箇所以上で測定した場合の前記第一外周縁における角アールの半径、及び周方向に4箇所以上で測定した場合の前記第二外周縁における角アールの半径の標準偏差が40μm未満である、
請求項8に記載の光学素子用プリフォーム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プリフォームの製造方法、光学素子の製造方法、及び光学素子用プリフォームに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、非球面レンズなどの光学素子は、ガラス融液から直接成形されたファインゴブや、研磨加工された研磨ボールプリフォーム又は近似レンズ形状の研磨プリフォームなど、ガラス素材のプリフォームを成形型でリヒートプレスすることで製造される。特に凹メニスカスレンズ、両凹レンズ、平凹レンズなどの少なくとも一方の光学機能面が凹形状の光学素子には、板材から加工され物理的な研削及び研磨により製造される研磨プリフォームが適用できる。例えば、特許文献1には、円柱状ガラス素材から、メニスカスレンズを成形する方法が開示されている。
【0003】
特開平9-295817号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の研磨プリフォームは、外周を心取り加工で研削するため、体積精度が低く、また、砂摺り面が発生してレンズなどの光学素子に成形した後にもその粗さが残存し、光学面に影響する可能性がある。全てを研磨で成形する場合は、時間がかかり生産性が低下してしまうという問題がある。
【0005】
本発明は、上記課題に鑑みてなされたものであり、体積精度及び周面の面粗度に優れ、簡単なプロセスで製造できるプリフォームの製造方法、光学素子の製造方法、及び光学素子用プリフォームを提供することを目的とする。
【課題を解決するための手段】
【0006】
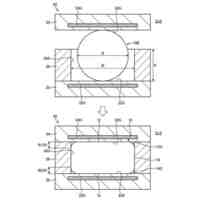
上述した課題を解決し、目的を達成するために、本開示に係るプリフォームの製造方法は、球状の基材を成形型でリヒートプレスすることで、円柱形状の光学素子用のプリフォームを製造するプリフォームの製造方法であって、上面に下側押圧面を有する下型と、下面に前記下側押圧面と対向する上側押圧面を有する上型と、前記下型と前記上型との間に設けられる円筒形状の側型とを備える成形型を準備することと、前記下型と前記側型に囲まれた凹状の部分における前記下側押圧面に前記基材を載置することと、前記下側押圧面及び前記上側押圧面を加熱した状態で、前記上型を前記下型に対して相対的に接近させて前記基材をリヒートプレスすることで、前記下側押圧面と前記上側押圧面と前記側型の内周面とに囲まれた領域においてプリフォームに成形することと、を含み、前記領域に対する前記プリフォームの充填率が77%以上であり、前記側型の内周面の算術平均粗さが0.2μm未満である。
【0007】
本開示に係る光学素子の製造方法は、前記プリフォームの製造方法で製造された前記プリフォームを用いて光学素子を製造する。
【0008】
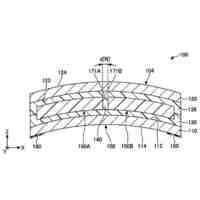
本開示に係る光学素子用プリフォームは、第一端面、第二端面、周面、前記第一端面と前記周面とを接続する第一外周縁、及び前記第二端面と前記周面とを接続する第二外周縁を有する円柱形状であって、前記第一外周縁及び前記第二外周縁に角アールを有し、前記周面の算術平均粗さが0.2μm未満であり、周方向に4つ以上で分割した位置の前記第一外周縁における角アールの半径の標準偏差が40μm未満であり、前記位置の前記第二外周縁における角アールの半径の標準偏差が40μm未満である。
【発明の効果】
【0009】
本発明によれば、体積精度及び周面の面粗度に優れた光学素子用プリフォームを簡単なプロセスで製造できる。
【図面の簡単な説明】
【0010】
図1は、本実施形態に係る光学素子用プリフォームの模式図である。
図2は、図1に示すA-A断面図である。
図3は、本実施形態に係るプリフォームの製造方法を説明する模式図である。
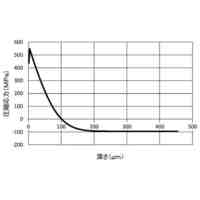
図4は、偏肉の評価結果の一例を示すグラフである。
図5は、充填率の調整による偏肉抑制方法を説明する模式図である。
図6は、充填率の調整による偏肉抑制方法を説明する模式図である。
図7は、反転成形による偏肉抑制方法を説明する模式図である。
図8は、位置決め成形による偏肉抑制方法を説明する模式図である。
図9は、成形型の他の例を示す模式的な分解図である。
図10は、図9に示す成形型を用いたプリフォームの製造方法を説明する模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
AGC株式会社
フッ素樹脂組成物
今日
AGC株式会社
インフィニティミラー
17日前
AGC株式会社
ガラス材料、結晶化ガラス
16日前
AGC株式会社
調光デバイスおよび調光方法
8日前
AGC株式会社
反射型マスクブランクの製造方法
11日前
AGC株式会社
位相差素子、円偏光板、及び光学部品
10日前
AGC株式会社
フラットハーネス付き車両用窓ガラス
14日前
AGC株式会社
フラットハーネス付き車両用窓ガラスシステム
14日前
AGC株式会社
車両用ガラス板、及び車両用ガラス板の製造方法
24日前
AGC株式会社
水性分散液
今日
AGC株式会社
合わせガラス
21日前
AGC株式会社
ガラス、ガラス粉末、混合粉、ガラスペースト、及びグリーンシート
28日前
AGC株式会社
化学強化ガラス、画像表示装置用カバーガラス、防汚層付きガラス材
16日前
AGC株式会社
ガラスおよび化学強化ガラス
24日前
林テレンプ株式会社
コリメート用プリズムおよび車両の窓ガラス用照明構造
8日前
AGC株式会社
プリフォームの製造方法、光学素子の製造方法、及び光学素子用プリフォーム
3日前
AGC株式会社
化学強化ガラス物品およびその製造方法
21日前
AGC株式会社
反射型マスクブランク、反射型マスク、反射型マスクブランクの製造方法、及び反射型マスクの製造方法
22日前
AGC株式会社
高周波デバイス用ガラス基板、液晶アンテナ及び高周波デバイス
16日前
AGC株式会社
ガラス溶解炉、ガラス製品の製造設備、およびガラス製品の製造方法
今日
AGC株式会社
結晶化ガラス、高周波用基板、液晶用アンテナおよび結晶化ガラスの製造方法
8日前
AGC株式会社
含フッ素エーテル化合物及びその製造方法、化合物及びその製造方法、含フッ素エーテル組成物、コーティング液、並びに物品及びその製造方法
24日前
他の特許を見る










 特許ウォッチ
特許ウォッチ