TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024160979
公報種別
公開特許公報(A)
公開日
2024-11-15
出願番号
2024073910
出願日
2024-04-30
発明の名称
NiTi形状記憶合金の製造方法
出願人
天津大学
代理人
SK弁理士法人
,
個人
,
個人
主分類
B22F
10/34 20210101AFI20241108BHJP(鋳造;粉末冶金)
要約
【課題】從來技術の不足を克服するために、高性能NiTi形状記憶合金の製造方法を提供する。
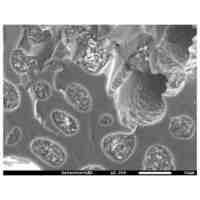
【解決手段】本発明は、選択的レーザ溶融法によりNiTi形状記憶合金を印刷し、室温に自然冷却してSLM-NiTi印刷物が得られ、等原子比のガスアトマイズ球状粉末Ni50Ti50を原材料とし、鋳放しNiTi形状記憶合金を基板として使用するステップ1と、ステップ1で得られたSLM-NiTi印刷物を750~1050℃で50min-90min保温し、冷却して高性能NiTi SMAが得られるステップ2とを含む高性能NiTi SMAの製造方法を提供する。本発明の方法によりSLM-NiTi積層造形印刷物をアニールすることによって、印刷物の力学的特性を顕著に向上できる。
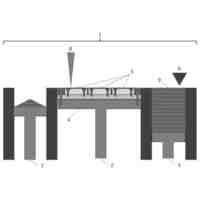
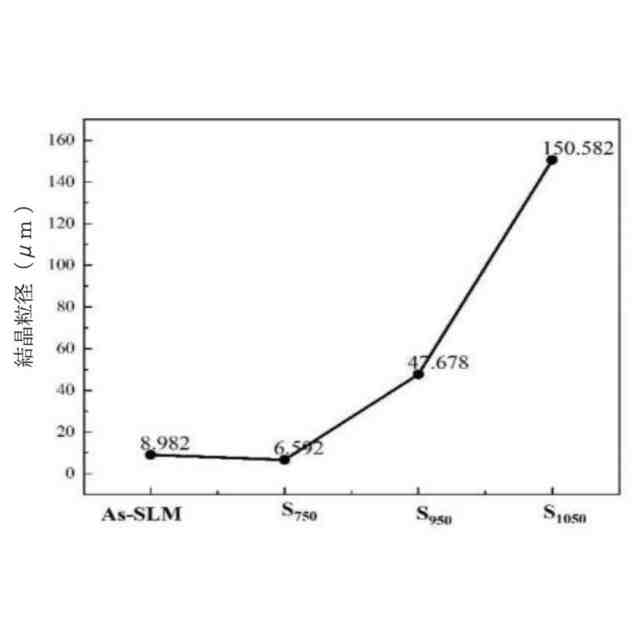
【選択図】図3
特許請求の範囲
【請求項1】
NiTi SMAの製造方法であって、
選択的レーザ溶融法によりNiTi形状記憶合金を印刷し、室温に自然冷却してSLM-NiTi印刷物が得られ、等原子比のガスアトマイズ球状粉末Ni
5
0Ti
5
0を原材料とし、鋳放しNiTi形状記憶合金を基板として使用するステップ1と、
ステップ1で得られたSLM-NiTi印刷物を750~1050℃で50min-90min保温し、水冷法により冷却してNiTi SMAが得られるステップ2と、
を含むことを特徴とする、方法。
続きを表示(約 960 文字)
【請求項2】
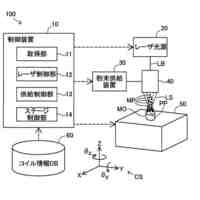
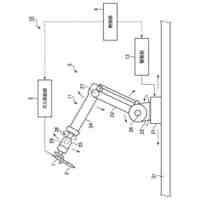
前記ステップ1において、型番がRenishaw AM400の選択的レーザ溶融装置を用いてNiTi形状記憶合金を印刷することを特徴とする、請求項1に記載の方法。
【請求項3】
前記ステップ1において、印刷過程は、下記のとおりであり、即ち、
まず、基板を取り付け、取り付ける前に基板の表面をサンドブラスト処理し、基板表面の汚物を除去して均一で微細な凹凸面を形成し、これによって粉散布の均一性及び基板と粉末の付着性を向上させ、次に、粉体を積載し、積載前に粉末をホッパに入れる前に250メッシュの標準篩により振動篩分けし、これによって粉末の流動性を向上させ、さらに、選択的レーザ溶融装置に付属する専用ソフトウェアにより3Dモデルに対してスライス、パラメータ設定及びスキャンストラテジー編集を行い、最終的に3Dデータ導入装置を生成し、熱応力の累積を回避するために、連続層の間に67°の回転角度を採用し、レーザパワーを150Wに設定し、スキャン速度を900mm/sに設定し、スキャンピッチを50μmに設定し、層厚さを40μmに設定し、最後に、酸素含有量を調整し、基板を予熱して印刷することを特徴とする、請求項1に記載の方法。
【請求項4】
酸素含有量を調整するときの酸素含有量の閾値は100ppm未満であることを特徴とする、請求項1に記載の方法。
【請求項5】
基板を予熱するときの予熱温度は、150-170℃であることを特徴とする、請求項1に記載の方法。
【請求項6】
前記ステップ1において、基板の面積は、248×248×20mmであり、SLM-NiTi印刷物のサイズは、5×5×5mmであることを特徴とする、請求項1に記載の方法。
【請求項7】
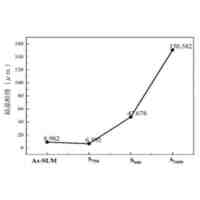
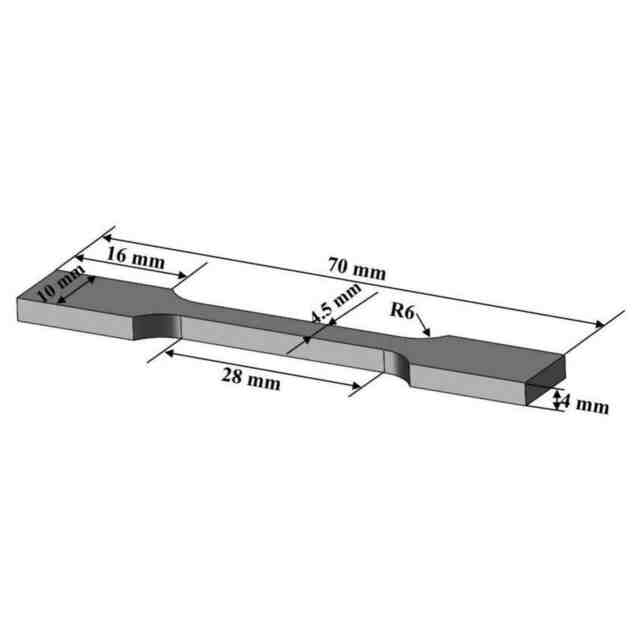
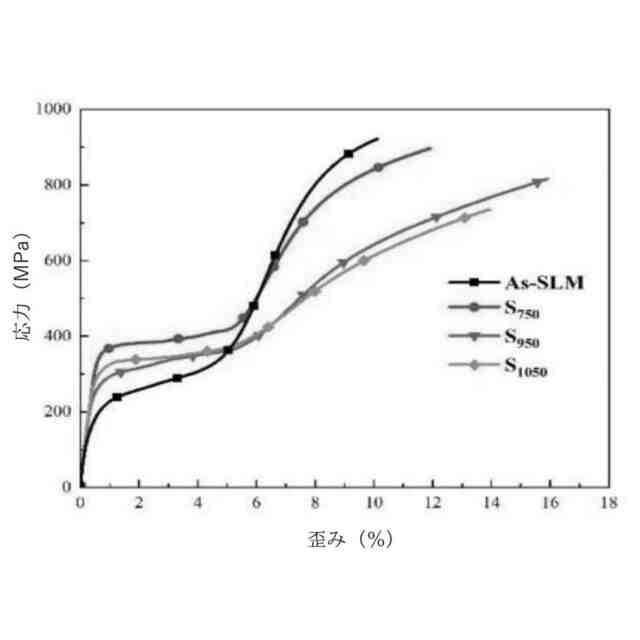
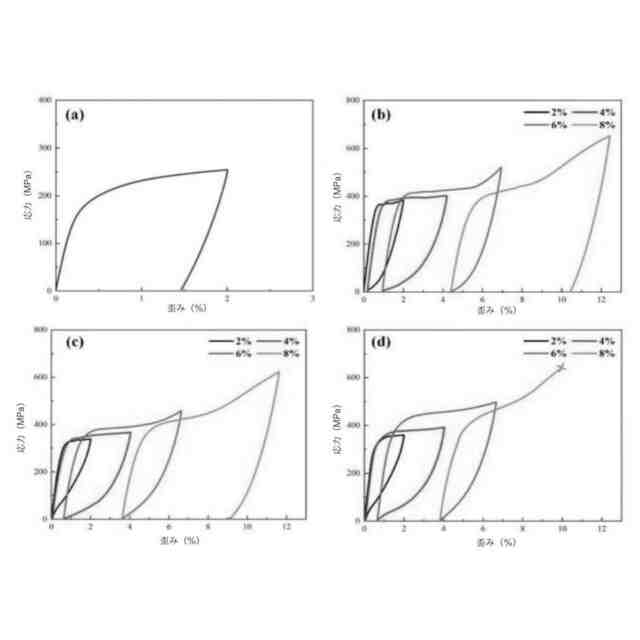
前記ステップ2で得られた高性能NiTi SMAは、結晶粒径が6.592~150.582μmであり、破断伸びが11.92~13.95%であり、100%の超弾性を実現することを特徴とする、請求項1に記載の方法。
【請求項8】
前記ステップ2で得られた高性能NiTi SMAのオーステナイト結晶の配向は<110>であることを特徴とする、請求項1に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、合金材料の技術分野に関し、特に、高性能NiTi形状記憶合金の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
NiTi形状記憶合金(SMA)は、その独特の形状記憶効果と超弾性により、航空宇宙、生物医学、その他の分野で広く使用されている。しかし、NiTi SMA は機械加工性能が低く、溶接性が低いため、任意の幾何学的形状の部品を加工して準備することは非常に困難であり、そのさらなる推進と応用が大幅に制限されている。選択的レーザ熔融(SLM)技術は、最終形状に近い複雑なコンポーネントを一度に成形する機能を備えている。したがって、選択的レーザ溶融技術に基づいてNiTi SMAの研究を行うことは非常に重要である。
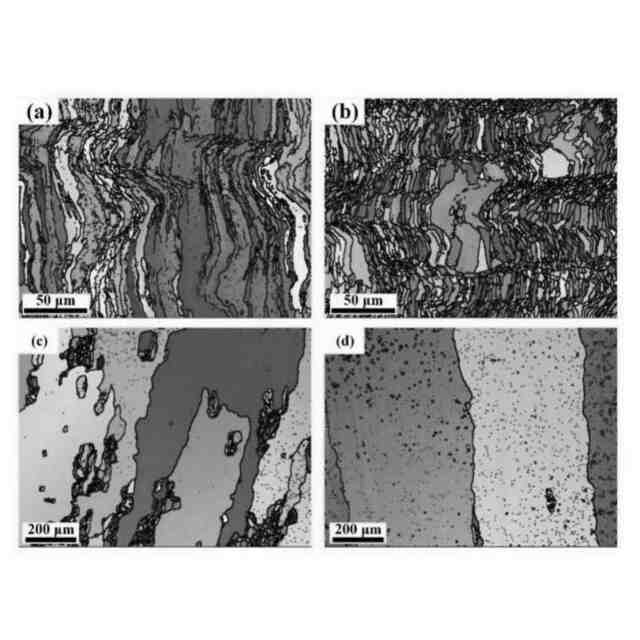
從來の製造方式と比較して、SLM技術により製造されたNiTi SMAは、延性が悪く、工業化応用を満たすことができない。したがって、SLM-NiTi SMA の引張特性を改善する効果的な方法を見つける必要がある。アニールは、積層造形印刷物に最も一般的に使用される後処理方法の1つであり、印刷物のミクロ組織を効果的に調整して材料の力学的特性を改善させる目的を達成することができる。現在、從來金属材料のアニールプロセスは、相対的に成熟している。
しかしながら、從來の合金と異なり、NiTi SMAは、その独特な非拡散性マルテンサイト変態過程により、その強化メカニズムが從來の金属と異なる。強化メカニズムの違いによって、そのアニールプロセスは、単に從來合金のアニールプロセスを僅かに修正して得ることができず、強化メカニズムに対するアニールの影響を理解した上に新たに設計しなければならない。そのため、SLM-NiTi印刷物のアニールプロセスは成熟しておらず、その結果、工業での実用化は実現できない。したがって、SLM-NiTi SMAのアニーリングプロセスに関する研究は、その工学的応用にとって非常に重要である。
【発明の概要】
【0003】
本発明の目的は、從來技術の不足を克服するために、高性能NiTi形状記憶合金の製造方法を提供することである。
【0004】
本発明の目的を達成するための技術的手段は、下記である。
【0005】
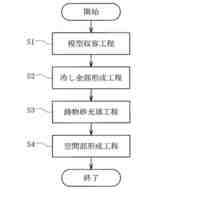
選択的レーザ溶融法によりNiTi形状記憶合金を印刷し、室温に自然冷却してSLM-NiTi印刷物が得られるステップ1と、
ステップ1で得られたSLM-NiTi印刷物を750~1050℃で50min-90min、好ましくは1h保温し、冷却して高性能NiTi SMAが得られるステップ2と、
を含む高性能NiTi SMAの製造方法。
【0006】
上記の技術的手段において、前記ステップ1では、型番がRenishaw AM400の選択的レーザ溶融装置を用いてNiTi形状記憶合金を印刷する。
【0007】
上記の技術的手段において、前記ステップ1では、等原子比のガスアトマイズ球状粉末Ni
5
0Ti
5
0を原材料とし、鋳放しNiTi形状記憶合金を基板として使用する。
【0008】
上記の技術的手段において、前記ステップ1では、印刷過程は、下記のとおりであり、即ち、
まず、基板を取り付け、取り付ける前に基板の表面をサンドブラスト処理し、基板表面の汚物を除去して均一で微細な凹凸面を形成し、これによって粉散布の均一性及び基板と粉末の付着性を向上させ、次に、粉体を積載し、積載前に粉末をホッパに入れる前に250メッシュの標準篩により振動篩分けし、これによって粉末の流動性を向上させ、さらに、選択的レーザ溶融装置に付属する専用ソフトウェア(QuantAM及びMaterial Editor)により3Dモデルに対してスライス、パラメータ設定及びスキャンストラテジー編集を行い、最終的に3Dデータ導入装置を生成し、熱応力の累積を回避するために、連続層の間に67°の回転角度を採用し、レーザパワーを150Wに設定し、スキャン速度を900mm/sに設定し、スキャンピッチを50μmに設定し、層厚さを40μmに設定し、最後に、酸素含有量を調整し、基板を予熱して印刷する。
【0009】
上記の技術的手段において、成形品の酸化を防止するために、酸素含有量を調整するときの酸素含有量の閾値が100ppm未満である。
【0010】
上記の技術的手段において、製造過程に発生する残留応力を減少させるために、基板を予熱するときの予熱温度は150-170℃である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
天津大学
NiTi形状記憶合金の製造方法
7か月前
天津大学
ビスフェノールAの製造方法及び装置
16日前
天津大学
樹脂法による合成ビスフェノールAの製造方法及び装置
2か月前
天津大学
動的・因果的な脳ネットワークに基づくうつ病検出装置
10か月前
天津大学
深水ジャケット用TKYジョイントの高強度高靭性防食溶接方法
1か月前
天津大学
ステンレス鋼管の溶接部の耐孔食性を迅速かつ総合的に評価する方法
9日前
天津大学
照射下金属材料中のヘリウムバブルの進化を予測する方法及びシステム
1か月前
天津大学
パイプライン鋼等価湿潤硫化水素環境水素チャージモデルの構築方法及びその使用
4か月前
個人
ピストンの低圧鋳造金型
2か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
2日前
株式会社キャステム
鋳造品の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
トヨタ自動車株式会社
ケースの製造方法
1か月前
トヨタ自動車株式会社
突き折り棒
2か月前
株式会社浅沼技研
鋳型及びその製造方法
4か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
11日前
トヨタ自動車株式会社
鋳物砂の再生方法
3日前
トヨタ自動車株式会社
金型冷却構造
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
4か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
福田金属箔粉工業株式会社
Cu系粉末
26日前
株式会社豊田中央研究所
積層造形装置
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
ポーライト株式会社
焼結部品の製造方法
11日前
日立Astemo株式会社
成形装置
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
セイコーエプソン株式会社
製造方法
2か月前
artience株式会社
接合用ペースト、及び接合体
3日前
artience株式会社
接合用ペースト、及び接合体
3日前
artience株式会社
接合用ペースト、及び接合体
3日前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
23日前
トヨタ自動車株式会社
金型
1か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ