TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068953
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2023179089
出願日
2023-10-17
発明の名称
金属造形物製造装置、及び金属造形物製造方法
出願人
清水建設株式会社
,
国立研究開発法人宇宙航空研究開発機構
代理人
弁理士法人酒井国際特許事務所
主分類
B23K
9/04 20060101AFI20250422BHJP(工作機械;他に分類されない金属加工)
要約
【課題】大型の金属造形物の内輪郭形状を推定することができる金属造形物製造装置を提供すること。
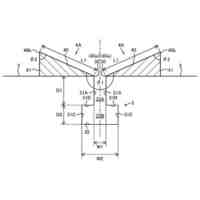
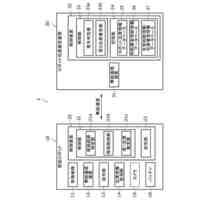
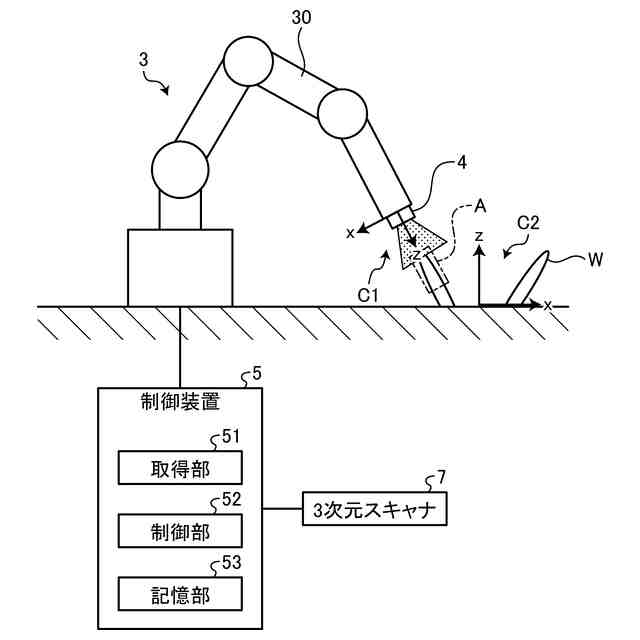
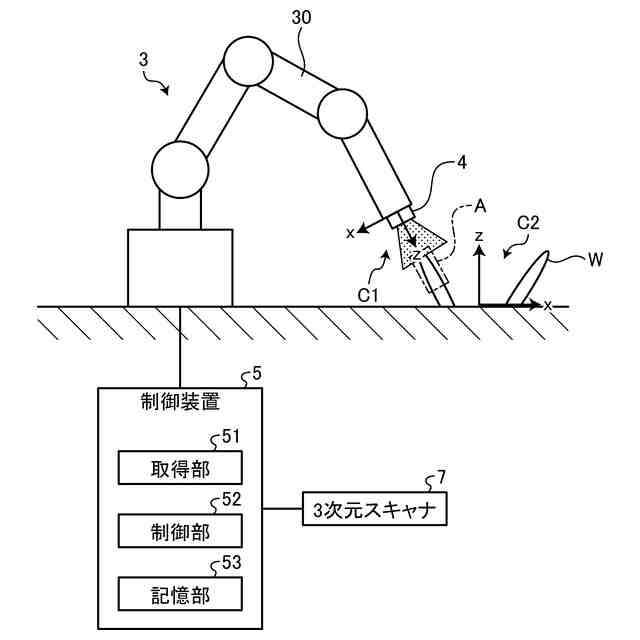
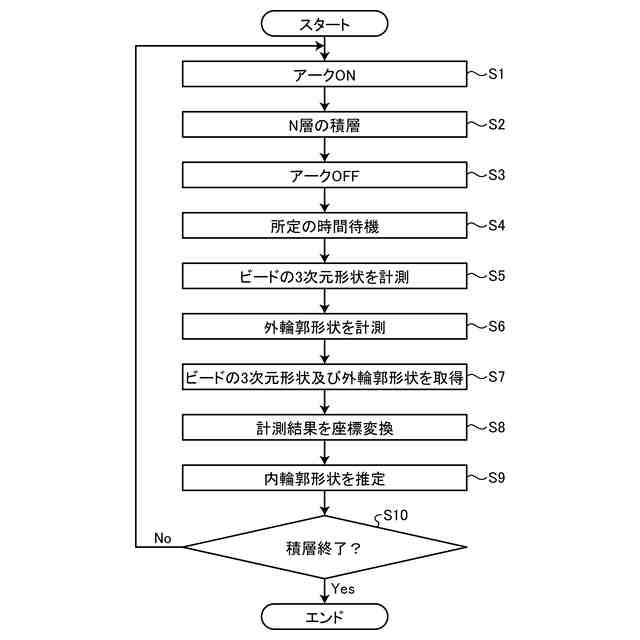
【解決手段】金属造形物製造装置は、溶融した金属材料を積層し、金属造形物を成形する溶接トーチが先端部に設けられているロボットアームと、前記金属材料が溶融して形成されたビードの3次元形状を計測する3次元計測器と、前記金属造形物の外輪郭形状を計測する3次元スキャナと、前記ビードの3次元形状と、前記金属造形物の外輪郭形状とを用いて、前記金属造形物の内輪郭形状を推定する制御部と、を備えることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
溶融した金属材料を積層し、金属造形物を成形する溶接トーチが先端部に設けられているロボットアームと、
前記金属材料が溶融して形成されたビードの3次元形状を計測する3次元計測器と、
前記金属造形物の外輪郭形状を計測する3次元スキャナと、
前記ビードの3次元形状と、前記金属造形物の外輪郭形状とを用いて、前記金属造形物の内輪郭形状を推定する制御部と、
を備えることを特徴とする金属造形物製造装置。
続きを表示(約 610 文字)
【請求項2】
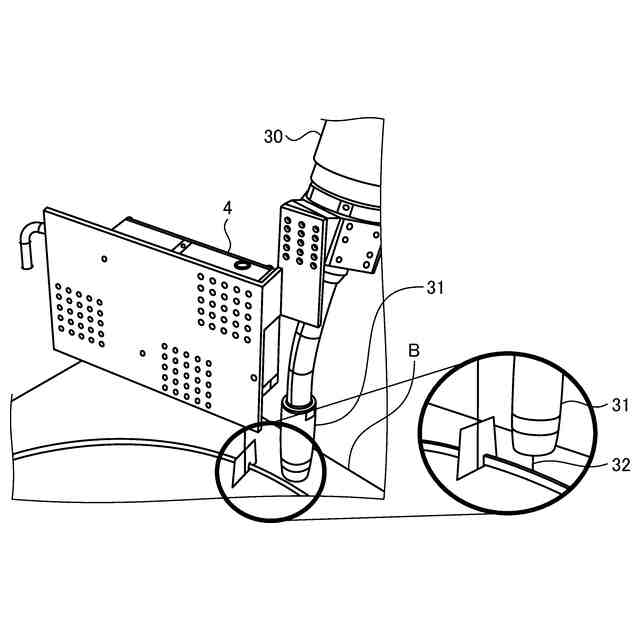
前記3次元計測器は、前記ロボットアームの先端に取り付けられており、
前記制御部は、前記ロボットアームの先端の位置情報及び姿勢情報を用いて、前記ロボットアームの先端を原点として移動する座標系であるロボットアーム座標系から前記金属造形物に対して静止する座標系である金属造形物座標系に、前記3次元計測器の計測結果を座標変換することを特徴とする請求項1に記載の金属造形物製造装置。
【請求項3】
溶融した金属材料を積層し、金属造形物を成形する金属造形物製造方法であって、
前記金属材料が溶融して形成されたビードの3次元形状を計測し、
前記金属造形物の外輪郭形状を計測し、
前記ビードの3次元形状と、前記金属造形物の外輪郭形状とを用いて、前記金属造形物の内輪郭形状を推定する
ことを含むことを特徴とする金属造形物製造方法。
【請求項4】
前記ビードの3次元形状を計測する3次元計測器は、ロボットアームの先端に取り付けられており、
前記ロボットアームの先端の位置情報及び姿勢情報を用いて、前記ロボットアームの先端を原点として移動する座標系であるロボットアーム座標系から前記金属造形物に対して静止する座標系である金属造形物座標系に、前記3次元計測器の計測結果を座標変換することを含むことを特徴とする請求項3に記載の金属造形物製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属造形物製造装置、及び金属造形物製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来から、WAAM(Wire Arc Additive Manufacturing)の装置構成として、アーク溶接ロボットを用いて金属の積層を行うものが知られている(特許文献1参照)。
【0003】
WAAMによる造形時は、アーク溶接の入熱によって金属造形物への蓄熱が進むため、造形が進むにつれて、ビード幅が増加してしまい、均一な幅での造形が困難であるという問題がある。そこで、金属造形物が設計通りに製造されていることを確認するため、金属造形物の3次元形状を計測し、3次元形状の輪郭精度検査を実施する必要がある。
【先行技術文献】
【特許文献】
【0004】
特開2022-186142号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
3次元形状を取得する方法として、X線を用いたCTスキャンが知られている。しかしながら、樹脂と比較すると金属はX線が透過しにくく、X線の透過厚さは元素番号が大きくなるほど短くなる傾向にある。装置の管電圧を上げてX線の波長を短くし、透過し易くすることができるが、金属の大型造形物の3次元形状を測定することは困難である。
【0006】
また、3次元形状を取得する方法として、3次元スキャナが知られている。3次元スキャナは、X線を用いたCTスキャンと比較して大型なものを測定可能であり、10m程度の大きさの造形物をスキャン可能なものも存在する。しかしながら、3次元スキャナは、照射された光が当たる範囲のみ測定可能であるため、光が当たらない内輪郭形状や積層物の板厚を計測することは困難である。
【0007】
本発明は、上記に鑑みてなされたものであって、大型の金属造形物の内輪郭形状を推定することができる金属造形物製造装置、及び金属造形物製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明の一態様に係る金属造形物製造装置は、溶融した金属材料を積層し、金属造形物を成形する溶接トーチが先端部に設けられているロボットアームと、前記金属材料が溶融して形成されたビードの3次元形状を計測する3次元計測器と、前記金属造形物の外輪郭形状を計測する3次元スキャナと、前記ビードの3次元形状と、前記金属造形物の外輪郭形状とを用いて、前記金属造形物の内輪郭形状を推定する制御部と、を備えることを特徴とする。
【0009】
また、本発明の一態様に係る金属造形物製造装置は、前記3次元計測器は、前記ロボットアームの先端に取り付けられており、前記制御部は、前記ロボットアームの先端の位置情報及び姿勢情報を用いて、前記ロボットアームの先端を原点として移動する座標系であるロボットアーム座標系から前記金属造形物に対して静止する座標系である金属造形物座標系に、前記3次元計測器の計測結果を座標変換することを特徴とする。
【0010】
また、本発明の一態様に係る金属造形物製造方法は、溶融した金属材料を積層し、金属造形物を成形する金属造形物製造方法であって、前記金属材料が溶融して形成されたビードの3次元形状を計測し、前記金属造形物の外輪郭形状を計測し、前記ビードの3次元形状と、前記金属造形物の外輪郭形状とを用いて、前記金属造形物の内輪郭形状を推定することを含むことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
清水建設株式会社
外装材
5日前
清水建設株式会社
集塵ユニット
25日前
清水建設株式会社
カーテンウォール
11日前
富士電機株式会社
タンク
3日前
富士電機株式会社
タンク
3日前
清水建設株式会社
移動ロボットの位置推定システム
29日前
清水建設株式会社
空間管理システムおよび空間管理方法
3日前
清水建設株式会社
建物の地震時変位応答を評価する方法
1か月前
中日本高速道路株式会社
眩光防止板
9日前
清水建設株式会社
洗浄性評価方法及び洗浄性評価デバイス
16日前
清水建設株式会社
移動ロボットの位置推定システム及び位置推定方法
29日前
清水建設株式会社
設備制御システム、設備制御方法、およびプログラム
1か月前
清水建設株式会社
吹付コンクリート評価装置及び吹付コンクリート評価方法
23日前
清水建設株式会社
3Dモデル生成方法、施工方法、及び3Dモデル生成装置
11日前
清水建設株式会社
掘削時のリバウンド抑制方法、リバウンド抑制構造および設計方法
4日前
清水建設株式会社
耐火被覆構造およびその施工方法
23日前
清水建設株式会社
オフィス音環境評価システム、音環境を評価する方法及び音環境を評価する方法を実行するプログラム
1か月前
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
17日前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社FUJI
工作機械
2日前
日進工具株式会社
エンドミル
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
トヨタ自動車株式会社
接合方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ