TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025072309
公報種別
公開特許公報(A)
公開日
2025-05-09
出願番号
2024177151
出願日
2024-10-09
発明の名称
回転プレス機でペレットをテストプレスする方法および回転プレス機
出願人
フェッテ コンパクティング ゲーエムベーハー
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B30B
11/00 20060101AFI20250430BHJP(プレス)
要約
【課題】本発明は回転プレス機においてペレットをテストプレスするための方法を提供する。
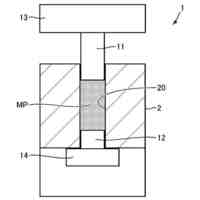
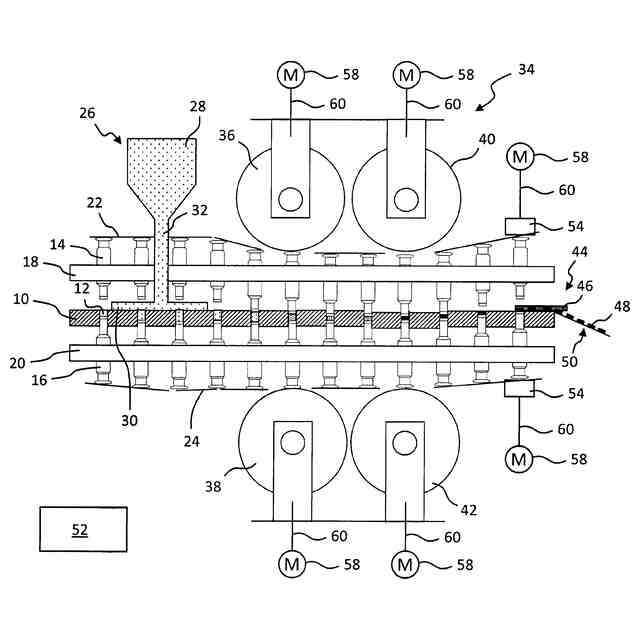
【解決手段】以下のステップを含む:押圧される材料がレセプタクルに充填される;ダイプレートのレセプタクルに割り当てられた上部および下部のプレスパンチからなるパンチ対が、上部プレスパンチが回転プレス機のテストプレス装置の上部テストプレスツールの衝突領域に位置し、かつ下部プレスパンチがテストプレス装置の下部テストプレスツールの衝突領域に位置するテストプレス位置に導かれる;上部テストプレスツールと下部テストプレスツールとによってダイプレートのレセプタクル内で上部プレスパンチと下部プレスパンチとが互いに押圧されて、レセプタクル内に充填された材料を押圧してテストペレットにするように、テストプレス装置のテストプレス駆動装置によって上部および下部のテストプレスツールが互いに移動する。
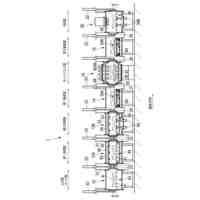
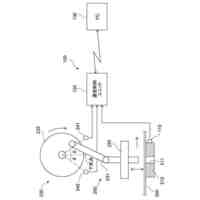
【選択図】図1
特許請求の範囲
【請求項1】
回転プレス機においてペレット(48)をテストプレスする方法であって、前記回転プレス機は、上部および下部のプレスパンチ(14,16)を備えた回転駆動ロータと、前記上部および下部のプレスパンチ(14,16)用の上部および下部のパンチガイド(18,20)と、前記パンチガイド(18,20)間のダイプレート(10)とを備え、前記上部および下部のプレスパンチ(14,16)は前記回転プレス機の製造モードにおいて前記ダイプレート(10)のレセプタクル(12)と相互作用し、前記回転プレス機の前記製造モードにおいて押圧される材料が前記レセプタクル(12)に充填される充填装置(26)をさらに備え、前記回転プレス機の前記製造モードにおいて、前記レセプタクル(12)にある材料を押圧してペレットにするように、前記上部および下部のプレスパンチ(14,16)と相互作用する上部および下部のプレスツールを備えたプレス装置(34)をさらに備え、前記方法は以下のステップを含むことを特徴とする、方法:
・押圧される材料をレセプタクル(12)に充填することと、
・前記ダイプレート(10)の前記レセプタクル(12)に割り当てられた上部および下部のプレスパンチ(14,16)からなるパンチ対を、前記上部プレスパンチ(14)が前記回転プレス機のテストプレス装置の上部テストプレスツール(36,40,54)の衝突領域に位置し、かつ前記下部プレスパンチ(14)が前記テストプレス装置の下部テストプレスツール(38,42,56)の衝突領域に位置するテストプレス位置に導くことと、
・前記上部および下部のテストプレスツール(36,40,54,38,42,56)によって、前記上部プレスパンチ(14)および前記下部プレスパンチ(16)が前記ダイプレート(10)の前記レセプタクル(12)内で互いに押圧されて、前記レセプタクル(12)内に充填された材料を押圧してテストペレット(48)にするように、前記テストプレス装置のテストプレスドライブ(58)を用いて前記上部テストプレスツールおよび前記下部テストプレスツール(38,42,56)を互いに移動させること。
続きを表示(約 1,200 文字)
【請求項2】
前記テストプレス中に押圧力および/または押圧力を特徴付けるパラメータが決定され、所定の押圧力および/または押圧力を特徴付けるパラメータの所定の値に達すると、前記上部および下部のテストプレスツール(36,40,54,38,42,56)を離間させることによって前記テストプレスが終了することを特徴とする、請求項1に記載の方法。
【請求項3】
前記押圧力を特徴付けるパラメータが、ウェブの高さ、押圧力曲線、および/または所定の押圧力における圧力保持時間であることを特徴とする、請求項2に記載の方法。
【請求項4】
前記押圧力および/または前記押圧力を特徴付けるパラメータが、前記製造モード用に前記回転プレス機を設定するために考慮されていることを特徴とする、請求項2または3のうちの一項に記載の方法。
【請求項5】
前記ダイプレート(10)の前記レセプタクル(12)に割り当てられたパンチ対のみを、前記テストプレス中に前記ロータに設置することを特徴とする、請求項1から4のうちの一項に記載の方法。
【請求項6】
前記テストプレス中に押圧される材料が、手動で前記レセプタクル(12)に充填されることを特徴とする、請求項1から5のうちの一項に記載の方法。
【請求項7】
数回のテストプレスが実施され、前記テストプレスドライブの駆動速度を変化させることによって、押圧力曲線および/またはパンチ経路曲線を変化させることを特徴とする、請求項1から6のうちの一項に記載の方法。
【請求項8】
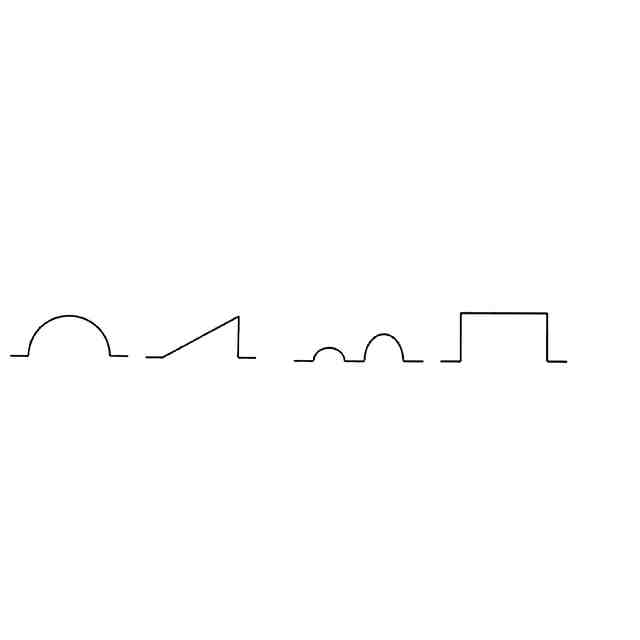
正弦波状および/またはのこぎり歯状および/または矩形の押圧力曲線および/またはパンチ経路曲線が、前記テストプレスのコンテキストまたは複数のテストプレスのコンテキストにおいて前記テストプレスドライブの駆動速度を設定することによって設定されることを特徴とする、請求項1から7のうちの一項に記載の方法。
【請求項9】
前記上部および下部のテストプレスツールによって前記ダイプレート(10)の前記レセプタクル(12)内で前記上部プレスパンチ(14)および前記下部プレスパンチ(16)が互いに押圧されて、前記レセプタクル(12)内に充填された材料をさらに押圧してテストペレットにするように、前記上部および下部のテストプレスツールが第1のテストプレス工程後に前記テストプレストドライブを用いて離間し、ついで、前記テストプレスドライブを用いて再び互いに向かって移動することを特徴とする、請求項1から8のうちの一項に記載の方法。
【請求項10】
請求項1から9のうちの一項に記載の回転プレス機を用いて実行されることを特徴とする、請求項1から9のうちの一項に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転プレス機においてペレットをテストプレスする方法に関し、回転プレス機は、上部および下部のプレスパンチを備えた回転駆動ロータと、上部および下部のプレスパンチ用の上部および下部のパンチガイドと、パンチガイド間のダイプレートとを備え、上部および下部のプレスパンチは回転プレス機の製造モードにおいてダイプレートのレセプタクルと相互作用し、回転プレス機の製造モードにおいて押圧される材料がレセプタクルに充填される充填装置をさらに備え、回転プレス機の製造モードにおいて、レセプタクルにある材料を押圧してペレットにするように、上部および下部のプレスパンチと相互作用する上部および下部のプレスツールを備えたプレス装置をさらに備える。本発明はまた、回転プレス機であって、上部および下部のプレスパンチを備えた回転駆動ロータと、上部および下部のプレスパンチ用の上部および下部のパンチガイドと、パンチガイド間のダイプレートとを備え、上部および下部のプレスパンチは回転プレス機の製造モードにおいてダイプレートのレセプタクルと相互作用し、回転プレス機の製造モードにおいて押圧される材料がレセプタクルに充填される充填装置をさらに備え、回転プレス機の製造モードにおいて、レセプタクルにある材料を押圧してペレットにするように、上部および下部のプレスパンチと相互作用する上部および下部のプレスツールを備えたプレス装置をさらに備える、回転プレス機に関する。
続きを表示(約 3,700 文字)
【0002】
テストプレスは、たとえば、押圧される新しい材料のために、製造モードでペレットを製造するのに最適な回転プレス機の設定パラメータを決定するために行われる。ペレットは特に錠剤であってもよい。テストプレスのコンテキストにおいて、最小限の製品使用で錠剤を押圧するためには、たとえばペレットを1つだけ生成するような個別のプレスが望ましい。ペレットを大量製造するのに、回転プレス機の使用が知られている。ペレットを製造するために必要な押圧力をもたらすために、プレスパンチは、たとえば上部および下部の圧縮ローラまたは圧縮ウェッジからなるプレス装置のガイドの幾何学形状部に対して移動する。加圧速度と圧力保持時間は、ロータの回転速度、ガイドの幾何学形状部、およびプレスパンチのパンチヘッドの形状によって決定される。原則として、ガイドの幾何学形状部は、様々な手段によって左右され得る。たとえば、プレスパンチのガイド曲線部を適合させることができる。これらは、ロータとともに回転する軌道にわたりプレスパンチの軸方向の動きを制御する。さらに、回転プレス機では、たとえば圧縮ローラや圧縮ウェッジのようなプレスツールをわずかに軸方向に調整することによって、押圧力に影響を与えることが可能である。対向する上部および下部のプレスツールをより近づけると、プレス工程でペレットがより圧縮され、ウェブの高さが小さくなる。その結果、より大きな押圧力が得られる。当然ながら、上部および下部のプレスツールの間隔を変えることによって、後続のペレットのプレスに影響が出る。たとえば回転プレス機では、ペレットのウェブの高さは設定可能な寸法である。ペレットの硬度と、回転プレス機、特にプレス装置のガイドの幾何学形状部を介してペレットを移動させるのに必要な力は、そこから求められる。測定された押圧力によって操作中にウェブの高さを調整することで、押圧力を調節することもまた可能である。
【0003】
さらに、リニアプレスやシングルパンチプレスがテストプレス用として知られており、通常、少量の錠剤を製造するために使用される。利用分野のひとつは、新薬や新しい製品組成物の研究および開発である。ペレットを圧縮するために、対向するプレスツールが互いに向かって移動する。このことは、両方のプレスツールを軸方向に移動させるか、片方のプレスツールだけを軸方向に移動させることによって行うことが可能である。この移動は、線形ドライブ、たとえばスピンドルドライブを介して行われる。このタイプのシングルプレスでは、ペレットのウェブの高さと押圧力との両方を目標値として設定可能である。この結果から、別の値が生じる。
【0004】
通常の製造モード用に設けられた回転プレス機において、定められた押圧力曲線によるテストプレスを行うと、まずプレスツールの間隔を決定しなければならす、結果としていずれの場合も所望の押圧力が生じる。これは、ペレットの高さをまず設定し、その結果生じる押圧力を評価し、ペレットの高さを適合させるという試行錯誤的な方法による回転プレス機においてのみ可能であり、所望の押圧力に達するまでこれらの工程を繰り返さなければならない。このため、かなりの量の材料を押圧する必要がある。ガイドの幾何学形状部、特に対向するプレスツールの間隔は、回転プレス機では極めてゆっくりと適合され、非常に制限された範囲内でのみ制御可能である。この間隔はまた、前述の押圧力の調整を使用して設定可能である。押圧力から生じるパンチの間隔の設定は、多くの制御工程においてまた非常に時間がかかる。これとは別に、プレスツールの所定の間隔位置は、調整ドライブによって一定速度で近づけられ、自由に調整することはできない。対向するプレスツールの調整は、押圧力を狭い範囲内で適合させるだけであり、回転プレス機の継続的な運転中に行われる。このことは、1つ以上のペレットの平均値が記録されることを意味する。この値は、ついで、プレスツールの間隔を再調整する際の基準となる。この再調整の間に、所望の条件で製造されなかったペレットがより多く製造され、結果として廃物となる。
【0005】
対照的に、リニアプレスは大量のペレットの製造には不向きである。さらに、製造モードに設けられた回転プレス機に加えて、別のテストプレスを設けなければならないのも、労力の観点で不利でもある。さらに、それによって生成されたデータは、特に、プレス機の異なる構成部品や、プレス室の換気や機械のサスペンションなどの他のパラメータのため、製造モードに設けられた回転プレス機に直接転送することは不可能である。したがって、生成されたデータは製造プレスに適合させなければならない。適合させるためには、製造モード用に設けられた回転プレス機で追加のテストプレスを行うことが日常的に必要であり、これは労力をさらに増加させる。
【0006】
独国特許第10319024B3号は、通常の製造モードに設けられた回転プレス機で実行される、回転式打錠機での錠剤のテストプレスの方法を開示している。個々のプレス用に選択されたパンチ対が自動的に充填位置に移動し、1つのダイまたは限られた数のダイに、少なくとも部分的に離れた充填配置で、固定のロータによって材料が充填される。ついで、ロータは回転にセットされ、所望の製造速度を持つように回転プレス機のプレスステーションにおいて加速される。1回転後、ロータは充填位置で再び停止する。ロータの回転中、測定点からの信号または信号曲線が記録され、表示と評価のためにコンピュータに送られる。この方法の利点は、テストプレスに必要な別のテストプレスがないことである。これによって、労力が軽減される。同時に、テストプレスのコンテキストにおいて得られたデータは、製造モードに設けられた回転プレス機ですでに生成されているため、適合させることなくそのまま実質的に使用することができる。それによっても、労力が軽減される。1つまたは数個のダイが材料で充填されるため、テストプレスに必要な製品入力量も最小限に抑えることができる。しかし、製造される錠剤のウェブの高さは、ダイ内の充填量に基づいて最初のテストプレスの間に推定されなければならないため、最初は未知の押圧力がプレスステーションで生じる。特定の製品に望ましい押圧力は、一連のテストプレスで適宜決定されなければならない。これは、労力と製品入力量をさらに増やすことになる。
【0007】
上述の先行技術に基づき、本発明は、回転プレス機を製造モードに設定するためのテストプレスを確実かつ少ない労力で行うことができる、冒頭に述べたタイプの方法および回転プレス機を提供することを目的とする。
【0008】
本発明は、独立請求項1および11によってこの目的を達成する。有利な実施形態は、従属請求項、明細書、および図面に見られる。
【0009】
冒頭に述べたタイプの方法について、本発明は以下のステップによってこの目的を達成する。すなわち、
・押圧される材料をレセプタクルに充填することと、
・ダイプレート・レセプタクルに割り当てられた上部および下部のプレスパンチからなるパンチ対を、上部プレスパンチが回転プレス機のテストプレス装置の上部テストプレスツールの衝突領域に位置し、かつ下部プレスパンチがテストプレス装置の下部テストプレスツールの衝突領域に位置するテストプレス位置に導くことと、
・上部および下部のテストプレスツールによって、上部プレスパンチおよび下部プレスパンチがダイプレートのレセプタクル内で互いに押圧されて、レセプタクル内に充填された材料を押圧してテストペレットにするように、テストプレス装置のテストプレスドライブを用いて上部テストプレスツールと下部テストプレスツールとを互いに移動させること。
【0010】
冒頭で述べたタイプの回転プレス機について、本発明は、回転プレス機がさらにテストプレス装置を有し、テストプレス装置は上部テストプレスツールと下部テストプレスツールとを備え、テストプレスのために、上部テストプレスツールがダイプレートのレセプタクルに割り当てられた上部プレスパンチと相互作用し、下部テストプレスツールが同じレセプタクルに割り当てられた下部プレスパンチと相互作用し、テストプレス装置は、上部テストプレスツールと下部テストプレスツールとによってダイプレートのレセプタクル内で上部プレスパンチと下部プレスパンチとが互いに押圧されて、レセプタクル内に充填された材料を押圧してテストペレットにするように、上部および下部のテストプレスツールをテストプレスのために互いに移動させるテストプレスドライブを備える、という点で、本目的を達成する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同工業株式会社
高温成形用金型
3か月前
住友重機械工業株式会社
プレス装置
4か月前
住友重機械工業株式会社
プレス装置
5か月前
日本発條株式会社
加工油供給方法及び装置
3か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
3か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
4か月前
いすゞ自動車株式会社
成形装置
1か月前
株式会社金陽社
熱プレス用緩衝材
1か月前
大同特殊鋼株式会社
連続式真空ホットプレス装置
1か月前
株式会社ディムコ
ガイドユニットを備えるダブルベルトプレス装置
4か月前
住友重機械工業株式会社
プレス装置及びプレス装置の配管工程
3か月前
トヨタ自動車株式会社
ロールプレス装置
18日前
冨士発條株式会社
プレスシステム、およびトランスファ装置
2か月前
UBEマシナリー株式会社
押出プレス装置の支援システム
3か月前
株式会社石垣
スクリュープレスにおける目詰まり防止機構及びそれを用いた目詰まり防止方法
5か月前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の操作支援方法
1か月前
ノリタケ株式会社
ロールコンパクション成形装置およびロールコンパクション成形用搬送装置
11日前
株式会社KMC
監視システム、センサープレート及び通信制御ユニット
1か月前
学校法人金沢工業大学
加工機械の制御方法、加工機械の制御装置及び制御プログラム
5か月前
コマツ産機株式会社
プレス機械の金型用の予知保全システム及び予知保全のための方法
22日前
株式会社放電精密加工研究所
機械学習装置、情報処理装置、推論装置、機械学習方法、情報処理方法、及び、推論方法
今日
株式会社JKB
順送プレス加工方法及びその加工システム
1か月前
フェック ライニッシュ ゲゼルシャフト ミット ベシュレンクテル ハフツング
プレス工具及びプレスプレートの製造方法
1か月前
フェック ライニッシュ ゲゼルシャフト ミット ベシュレンクテル ハフツング
プレス工具及びプレスプレートの製造方法
1か月前
アライドコーヒーロースターズ株式会社
ペレット製造装置及びペレットの製造方法
3か月前
株式会社カプコン
プログラム、情報処理方法および情報処理装置
1か月前
株式会社カプコン
プログラム、情報処理方法および情報処理装置
19日前
株式会社カプコン
プログラム、情報処理方法および情報処理装置
19日前
ローム株式会社
時間測定回路
13日前
株式会社カプコン
プログラム、情報処理方法および情報処理装置
19日前
サノフイ
ヒトのがんを治療するための特異的抗CD38抗体
25日前
トヨタ自動車株式会社
バッテリ制御システム
3か月前
キヤノン株式会社
モジュール
13日前
カバー株式会社
仮想空間コンテンツ配信システム、仮想空間コンテンツ配信プログラム、および仮想空間コンテンツ配信方法
1か月前
カバー株式会社
仮想空間コンテンツ配信システム、仮想空間コンテンツ配信プログラム、および仮想空間コンテンツ配信方法
1か月前
カバー株式会社
仮想空間コンテンツ配信システム、仮想空間コンテンツ配信プログラム、および仮想空間コンテンツ配信方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ