TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025111007
公報種別
公開特許公報(A)
公開日
2025-07-30
出願番号
2024005131
出願日
2024-01-17
発明の名称
加工スケジュール設定装置
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
G05B
19/4155 20060101AFI20250723BHJP(制御;調整)
要約
【課題】加工プログラムに対応する種別の台車を選択する作業を効率化することができる加工スケジュール設定装置を提供する。
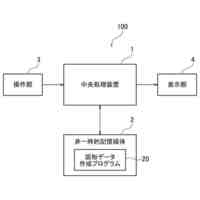
【解決手段】記憶部42は、各加工プログラムの名称と、ワークを載置する複数の種別の台車のうちの台車の種別を特定する台車種別特定情報とを記憶する。スケジュール設定部(CPU41)は、記憶部42に名称が記憶されている加工プログラムの中から選択した加工プログラムを、各スケジュールでワークを加工する加工プログラムとして設定する。表示制御部(CPU41)は、複数の台車における台車を選択するための台車選択情報と、台車選択情報に対応して積載可否情報とを表示するよう表示部44を制御する。段取り設定部(CPU41)は、台車選択情報によって加工プログラムに基づいて加工するワークを載置する台車が選択されると、加工プログラムと選択された台車とを対応付ける段取りを設定する。
【選択図】図4
特許請求の範囲
【請求項1】
加工プログラムデータサーバに記憶されている、加工機によってワークを加工するための複数の加工プログラムにおける各加工プログラムを構成する情報のうち、少なくとも、前記各加工プログラムの名称と、前記各加工プログラムで設定されている、前記加工機による加工前のワークを載置する複数の種別の台車のうちの台車の種別を特定する台車種別特定情報とを記憶する記憶部と、
作業者による操作に応答して、前記記憶部に名称が記憶されている前記複数の加工プログラムの中から選択した加工プログラムを、加工スケジュールを構成する各スケジュールでワークを加工する加工プログラムとして設定するスケジュール設定部と、
前記加工機が前記スケジュール設定部によって設定されたいずれかのスケジュールの加工プログラムに基づいて加工するワークを載置する台車であって、前記加工機の前方に配置される複数の台車における台車を選択するための台車選択情報と、前記台車選択情報に対応して、前記複数の台車における各台車にワークを載置することができるか否かを示す積載可否情報とを表示するよう表示部を制御する表示制御部と、
前記表示部に表示されている前記台車選択情報によって前記加工プログラムに基づいて加工するワークを載置する台車が選択されると、前記加工プログラムと選択された台車とを対応付ける段取りを設定する段取り設定部と、
を備える加工スケジュール設定装置。
続きを表示(約 1,400 文字)
【請求項2】
前記表示制御部は、前記表示部に、前記スケジュールとして設定された前記加工プログラムの名称と、前記複数の台車のうち選択された台車と非選択の台車とを区別して示す情報とを対応付けたスケジュール表示画面を表示するよう前記表示部を制御する請求項1に記載の加工スケジュール設定装置。
【請求項3】
前記表示制御部は、
前記スケジュール表示画面において、前記加工プログラムの名称ごとに、前記複数の台車における台車ごとの区画を表示し、前記選択された台車の区画の色を前記非選択の台車の区画の第1の色とは異なる第2の色とし、
前記選択された台車へのワークの載置の完了が入力されると、前記選択された台車の区画の色を前記第2の色とは異なる第3の色とするよう前記表示部を制御する
請求項2に記載の加工スケジュール設定装置。
【請求項4】
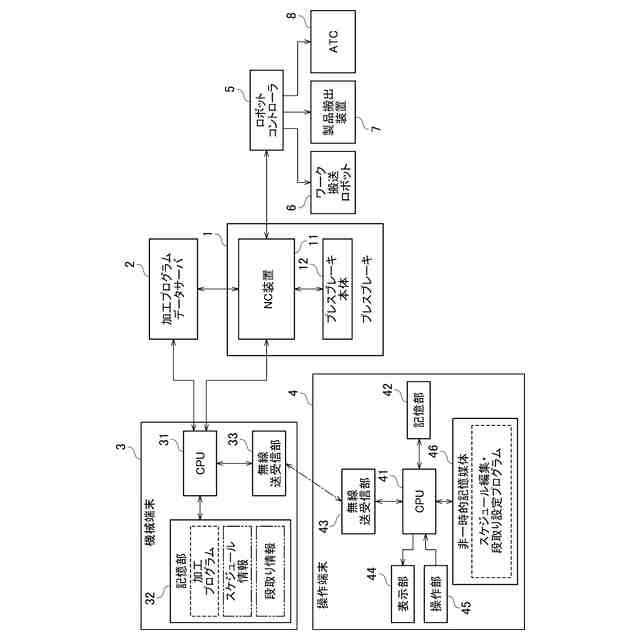
前記加工機を制御するNC装置と接続された機械端末より、前記各加工プログラムの名称と、前記各加工プログラムで設定されている台車種別特定情報とを無線で受信し、前記スケジュール設定部が設定した前記加工スケジュールを示すスケジュール情報と、前記段取り設定部が設定した段取りを示す段取り情報とを前記機械端末に無線で送信する無線送受信部をさらに備え、
前記機械端末は、前記スケジュール情報に基づく前記加工スケジュールで、前記段取り情報が示す台車に載置されたワークを前記加工機によって加工するよう前記NC装置に指令し、
前記無線送受信部は、前記機械端末より、前記加工機による前記ワークの加工の進行状況を受信し、
前記表示制御部は、前記無線送受信部が、前記加工機が前記加工スケジュールにおけるいずれかのスケジュールで前記ワークを加工中であることを受信すると、加工中であるスケジュールに対応する台車の区画の色を前記第1~第3の色とは異なる第4の色とするよう前記表示部を制御する
請求項3に記載の加工スケジュール設定装置。
【請求項5】
前記無線送受信部は、前記機械端末より、前記NC装置が計算する前記加工スケジュールにおけるスケジュールごとの予定加工終了時刻を受信し、
前記表示制御部は、前記スケジュールごとの予定加工終了時刻を表示する操作がなされると、前記スケジュール表示画面の前記選択された台車の区画内に前記予定加工終了時刻を表示するよう前記表示部を制御する
請求項4に記載の加工スケジュール設定装置。
【請求項6】
前記表示制御部は、
前記積載可否情報として、
前記各台車に現在設定されている台車の種別と前記加工プログラムにおける前記台車種別特定情報で特定される台車の種別とが一致し、かつワークの載置を割り当てておらずワークを載置することが可能な載置可能状態と、
ワークの載置を割り当てていないものの、前記各台車に現在設定されている台車の種別と前記加工プログラムにおける前記台車種別特定情報で特定される台車の種別とが一致しない不一致状態と、
ワークの載置を割り当て済みである割り当て済み状態と、
のうちのいずれかを選択して表示するよう前記表示部を制御する
請求項1~5のいずれか1項に記載の加工スケジュール設定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工スケジュール設定装置に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
複数のワークを連続的に加工し、加工されたワークを製品として自動的に搬出する加工システムが実用化されている。加工システムは、加工機、ワーク搬送ロボット、製品搬出装置を含む。加工機の前方には、加工機によって加工されるワークを載置する台車が配置されている。ワーク搬送ロボットは、台車に載置されているワークを保持して加工機へと搬送し、加工されたワークを製品として製品搬出装置へと搬送する。製品搬出装置は製品を搬出する。
【先行技術文献】
【特許文献】
【0003】
特開2002-73135号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
加工システムは、加工機の前方に複数台の台車を配置し、複数の加工プログラムを順に実行させ、ワーク搬送ロボットがワークを保持して加工機へと搬送する対象の台車を順に選択しながら複数のワークを連続的に加工する、スケジュール運転を実行することがある。台車には、ワークを載置する際の載置の仕方が異なる複数の種別が存在する。加工機の前方に配置されている複数台の台車は、異なる種別の台車を含むことがある。加工システムがスケジュール運転を実行する際には、実行させようとする加工プログラムに対応して複数台の台車のうちのいずれかの台車を選択し、台車の種別に対応してワークを正しく台車上に載置する必要がある。
【0005】
このような加工プログラムに対応する台車を選択する作業は煩雑であり、作業者にとって負担となる。そのような作業を効率化することができ、作業者への負担を軽減させることができる加工スケジュール設定装置の登場が望まれている。
【課題を解決するための手段】
【0006】
1またはそれ以上の実施形態の一態様は、加工プログラムデータサーバに記憶されている、加工機によってワークを加工するための複数の加工プログラムにおける各加工プログラムを構成する情報のうち、少なくとも、前記各加工プログラムの名称と、前記各加工プログラムで設定されている、前記加工機による加工前のワークを載置する複数の種別の台車のうちの台車の種別を特定する台車種別特定情報とを記憶する記憶部と、作業者による操作に応答して、前記記憶部に名称が記憶されている前記複数の加工プログラムの中から選択した加工プログラムを、加工スケジュールを構成する各スケジュールでワークを加工する加工プログラムとして設定するスケジュール設定部と、前記加工機が前記スケジュール設定部によって設定されたいずれかのスケジュールの加工プログラムに基づいて加工するワークを載置する台車であって、前記加工機の前方に配置される複数の台車における台車を選択するための台車選択情報と、前記台車選択情報に対応して、前記複数の台車における各台車にワークを載置することができるか否かを示す積載可否情報とを表示するよう表示部を制御する表示制御部と、前記表示部に表示されている前記台車選択情報によって前記加工プログラムに基づいて加工するワークを載置する台車が選択されると、前記加工プログラムと選択された台車とを対応付ける段取りを設定する段取り設定部と、
を備える加工スケジュール設定装置を提供する。
【発明の効果】
【0007】
1またはそれ以上の実施形態に係る加工スケジュール設定装置によれば、加工プログラムに対応する種別の台車を選択する作業を効率化することができ、作業者への負担を軽減させることができる。
【図面の簡単な説明】
【0008】
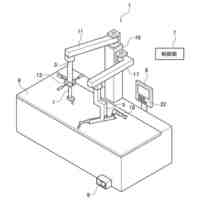
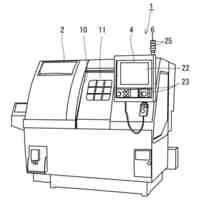
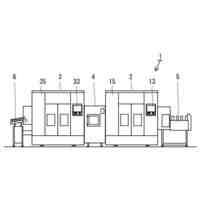
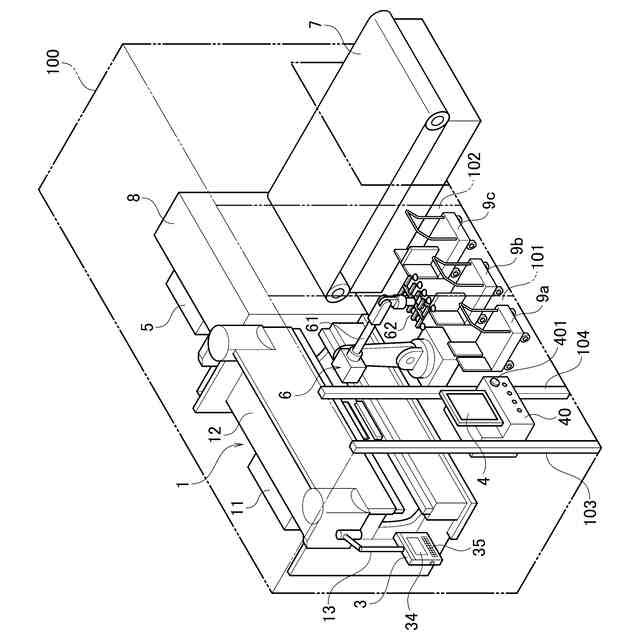
図1は、1またはそれ以上の実施形態に係る加工スケジュール設定装置を含む加工システムの構成例を示す斜視図である。
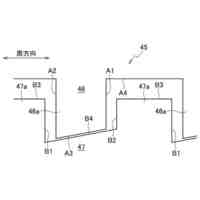
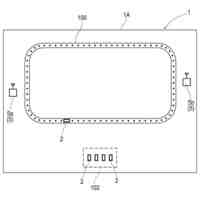
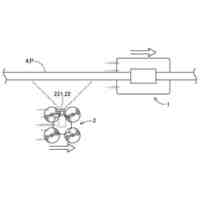
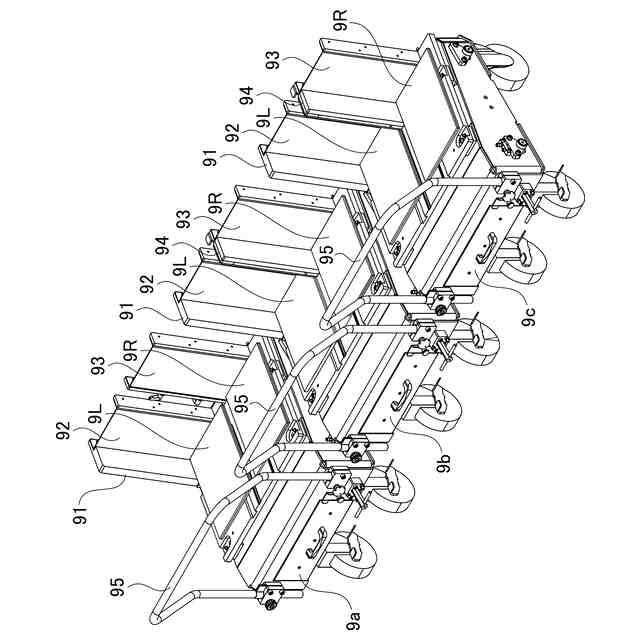
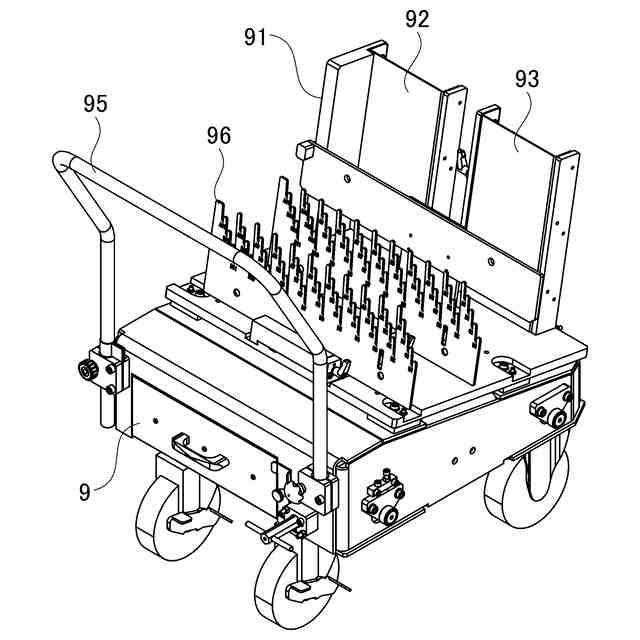
図2は、図1に示す加工システムで用いられる複数の台車の一例を示す斜視図である。
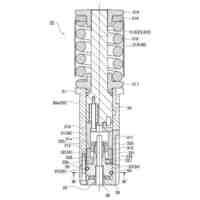
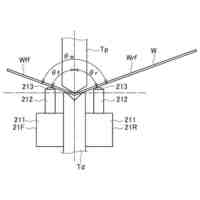
図3は、図1に示す加工システムで用いられることがある櫛歯型の台車を示す斜視図である。
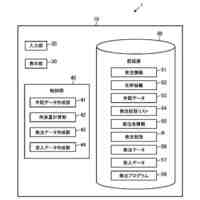
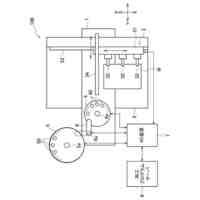
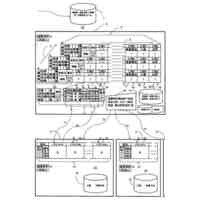
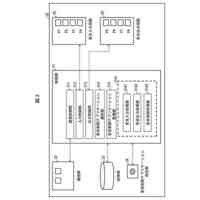
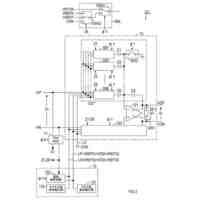
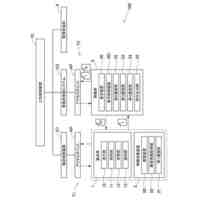
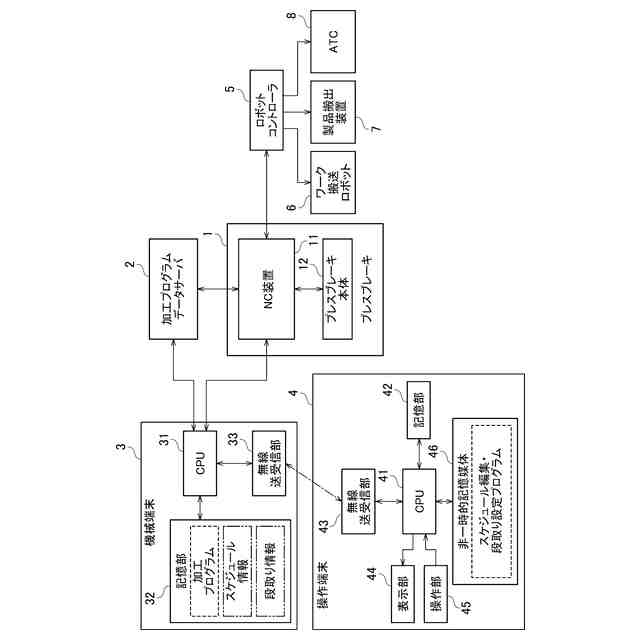
図4は、図1に示す加工システムにおける機械端末及び操作端末の具体的な構成例を示すブロック図である。
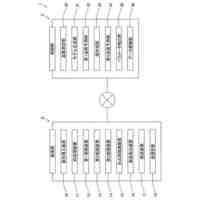
図5は、操作端末が備える中央処理装置の機能的な構成例を示すブロック図である。
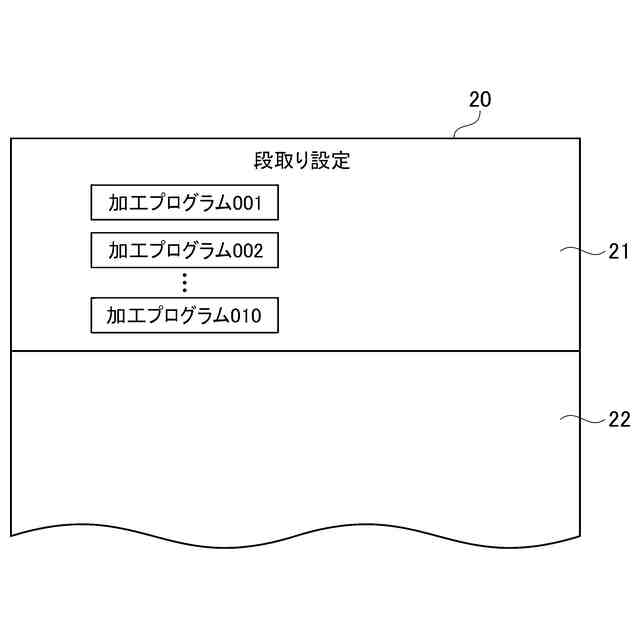
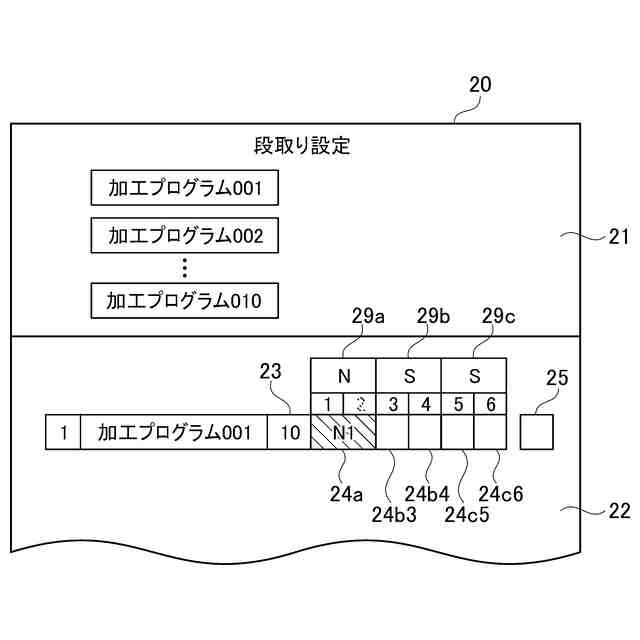
図6は、操作端末の表示部に表示される段取り設定画面の一例を示す図である。
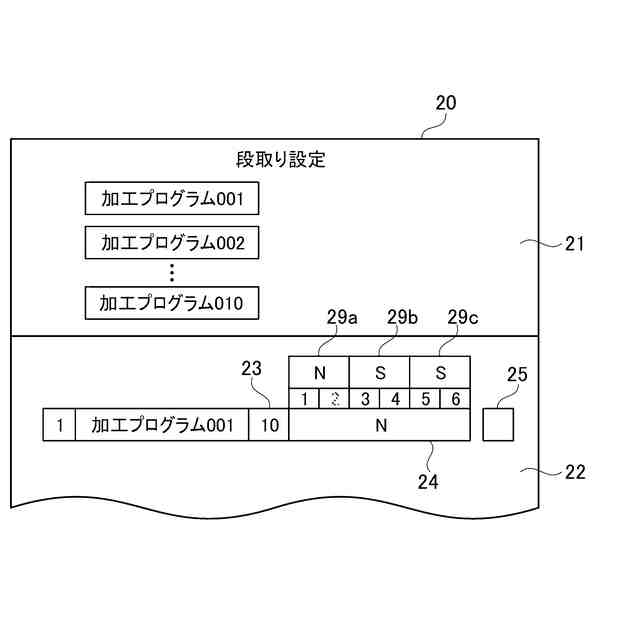
図7は、段取り設定画面のスケジュール表示画面に1番目のスケジュールとしての加工プログラムを設定した状態の一例を示す図である。
図8は、操作端末の表示部に表示される台車設定画面の第1の例を示す図である。
図9は、台車設定画面によってスケジュール表示画面の1番目のスケジュールの台車を選択した状態を示す図である。
図10は、操作端末の表示部に表示される案内画面の第1の例を示す図である。
図11は、スケジュール表示画面に2番目のスケジュールとしての加工プログラムを設定し、1番目のスケジュールにおける台車へのワークの載置を完了した状態の一例を示す図である。
図12は、操作端末の表示部に表示される台車設定画面の第2の例を示す図である。
図13は、スケジュール表示画面の2番目のスケジュールにおける台車へのワークの載置を完了した状態の一例を示す図である。
図14は、スケジュール表示画面に3番目のスケジュールとしての加工プログラムを設定した状態の一例を示す図である。
図15は、操作端末の表示部に表示される台車設定画面の第3の例を示す図である。
図16は、台車設定画面によってスケジュール表示画面の3番目のスケジュールの台車を選択した状態を示す図である。
図17は、操作端末の表示部に表示される案内画面の第2の例を示す図である。
図18は、スケジュール表示画面に4番目と5番目のスケジュールとしての加工プログラムを設定し、1番目から3番目のスケジュールにおける台車へのワークの載置を完了した状態の一例を示す図である。
図19は、操作端末の表示部に表示されるスケジュール一覧画面の一例を示す図である。
図20は、操作端末の表示部に表示される図19に示すスケジュール一覧画面において予定加工終了時刻を表示させた状態の一例を示す図である。
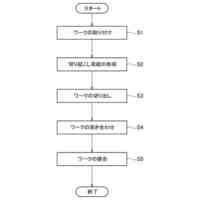
図21Aは、1またはそれ以上の加工プログラムをスケジュールとして選択し、プレスブレーキによってワークの加工を開始する一連の流れを示す部分的なフローチャートである。
図21Bは、図21Aに続く、1またはそれ以上の加工プログラムをスケジュールとして選択し、プレスブレーキによってワークの加工を開始する一連の流れを示す部分的なフローチャートである。
【発明を実施するための形態】
【0009】
以下、1またはそれ以上の実施形態に係る加工スケジュール設定装置について、添付図面を参照して説明する。まず、図1を用いて、加工システムの概略的な構成例を説明する。図1において、加工機の一例であるプレスブレーキ1の前方には、ワーク搬送ロボット6が設置されている。ワーク搬送ロボット6の前方には、一例として3台の台車9a~9cが配置されている。台車9a~9cのうちのいずれかを特定しない任意の台車を台車9と称することとする。台車9は2台以上であればよい。ここではプレスブレーキ1を加工機の一例しているので、加工とは曲げ加工を意味する。
【0010】
プレスブレーキ1の右方には、自動金型交換装置8が設置されている。自動金型交換装置はATC(Automatic Tool Changer)と称されることがあり、以下、自動金型交換装置8をATC8と略記する。ATC8の前方には、製品搬出装置7が設置されている。ここでは、製品搬出装置7はベルトコンベアである。ATC8の後方には、ワーク搬送ロボット6、製品搬出装置7、ATC8を制御するロボットコントローラ5が設置されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
曲げ金型
1か月前
株式会社アマダ
レーザ発振器
20日前
株式会社アマダ
プレスブレーキ
2か月前
株式会社アマダ
レーザ切断加工機
1か月前
株式会社アマダ
レーザ加工システム
1か月前
株式会社アマダ
板材加工機のテーブル構造
1か月前
株式会社アマダ
加工スケジュール設定装置
2か月前
株式会社アマダ
板材保護シートの剥離用金型
2か月前
株式会社アマダ
ワーク接合方法及びワーク接合体
2か月前
株式会社アマダ
発注システム、発注方法及び発注プログラム
1か月前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
2か月前
株式会社アマダ
スポット溶接機及びスポット溶接機のワーク溶接方法
28日前
株式会社アマダ
タレットパンチプレス及びタレットパンチプレスの制御方法
1日前
株式会社アマダ
レーザ加工機
2か月前
株式会社アマダ
溶接加工プログラム設定装置、溶接加工制御装置及び溶接加工システム
1か月前
株式会社アマダ
図形データ作成装置、図形データ作成方法、及び図形データ作成プログラム
20日前
株式会社アマダ
デジタル投影機、工作機械及び投影像表示方法
2か月前
個人
生産早送り装置
1か月前
株式会社豊田自動織機
産業車両
1か月前
株式会社FUJI
工作機械
3か月前
株式会社カネカ
製造システム
25日前
オムロン株式会社
スレーブ装置
1日前
株式会社ダイヘン
移動体
3か月前
愛知製鋼株式会社
車両用システム
1か月前
株式会社FUJI
加工機械ライン
2か月前
ローム株式会社
基準電圧源
22日前
個人
作業車両自動化システム
1か月前
愛知製鋼株式会社
目標軌跡の設定方法
2か月前
ローム株式会社
半導体集積回路
3か月前
トヨタ自動車株式会社
生産管理システム
2か月前
株式会社ダイフク
搬送設備
1か月前
三栄ハイテックス株式会社
基準電圧回路
3か月前
トヨタ自動車株式会社
ペダル機構
4か月前
株式会社ダイフク
搬送設備
11日前
株式会社ダイフク
搬送設備
3か月前
株式会社ダイフク
搬送設備
29日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ