TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025073675
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023184656
出願日
2023-10-27
発明の名称
プレス成形方法、プレス成形装置、及びプレス成形品の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21D
24/00 20060101AFI20250502BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】製品不良を抑制できるプレス成形方法、プレス成形装置、及びプレス成形品の製造方法を提供する。
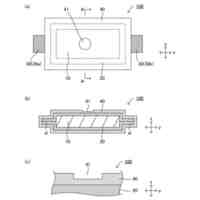
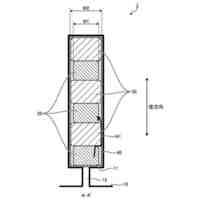
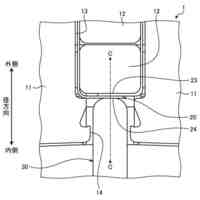
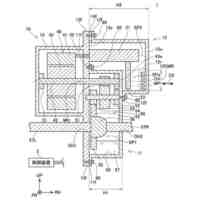
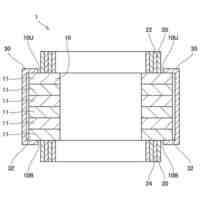
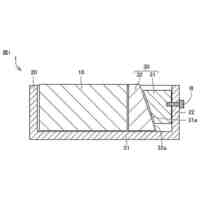
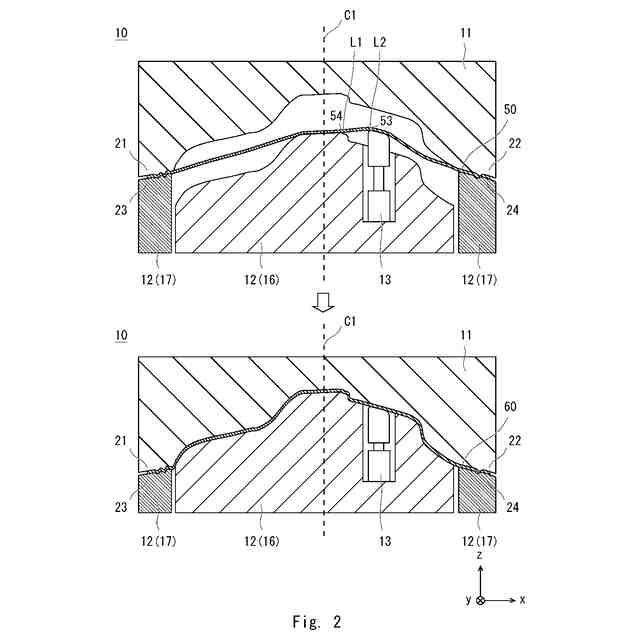
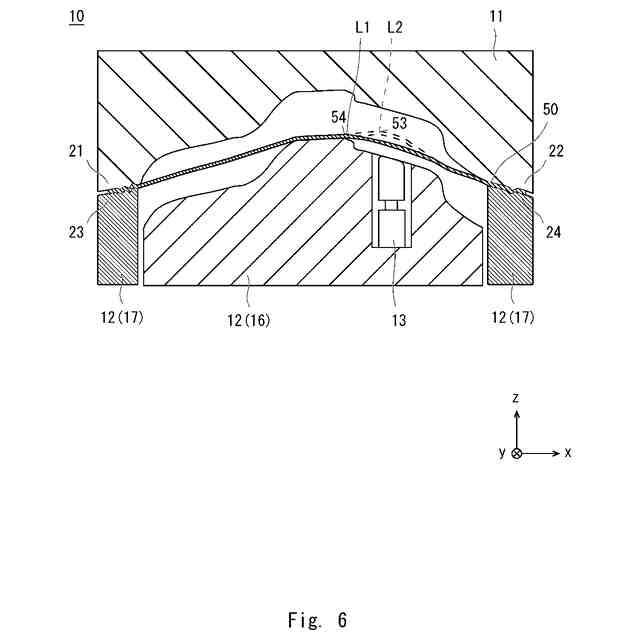
【解決手段】本開示に係るプレス成形方法は、上型11と下型12によって板状ワーク50をクランプさせながら、上型11と下型12とを相対的に近づけて、板状ワーク50をプレス成形するプレス成形方法である。下型12の表面から突出可能なようにプレス方向に可動可能な可動部13を下型12に設ける。上型11と下型12とを相対的に近づける際に、可動部13により上型側に突出した板状ワーク50の部位53が最初に上型11に対して当接するように、可動部13を下型12の表面から突出させる。
【選択図】図2
特許請求の範囲
【請求項1】
上型と下型によって板状ワークをクランプさせながら、前記上型と前記下型とを相対的に近づけて、前記板状ワークをプレス成形するプレス成形方法であって、
前記下型の表面から突出可能なようにプレス方向に可動可能な可動部を前記下型に設け、
前記上型と前記下型とを相対的に近づける際に、前記可動部により前記上型側に突出した前記板状ワークの部位が最初に前記上型に対して当接するように、前記可動部を前記下型の表面から突出させる、
プレス成形方法。
続きを表示(約 640 文字)
【請求項2】
前記可動部は、前記下型のプレス方向における長さが最も長い位置の近傍に設けられる、請求項1に記載のプレス成形方法。
【請求項3】
上型と下型によって板状ワークをクランプさせながら、前記上型と前記下型とを相対的に近づけて、前記板状ワークをプレス成形するプレス成形装置であって、
前記下型は、前記下型の表面から突出可能なようにプレス方向に可動可能な可動部を備え、
前記上型と前記下型とを相対的に近づける際に、前記可動部により前記上型側に突出した前記板状ワークの部位が最初に前記上型に対して当接するように、前記可動部を前記下型の表面から突出させる、
プレス成形装置。
【請求項4】
前記可動部は、前記下型のプレス方向における長さが最も長い位置の近傍に設けられる、請求項3に記載のプレス成形装置。
【請求項5】
上型と下型によって板状ワークをクランプさせながら、前記上型と前記下型とを相対的に近づけて、前記板状ワークをプレス成形してプレス成形品を形成する、プレス成形品の製造方法であって、
前記下型の表面から突出可能なようにプレス方向に可動可能な可動部を前記下型に設け、
前記上型と前記下型とを相対的に近づける際に、前記可動部により前記上型側に突出した前記板状ワークの部位が最初に前記上型に対して当接するように、前記可動部を前記下型の表面から突出させる、
プレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、プレス成形方法、プレス成形装置、及びプレス成形品の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、ワークの両端をクランプしながら、上型と下型を相対的に近づけることによって、プレス成形する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平9-182920号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
発明者らは、以下の問題点を見出した。
上型がワークに対して接触すると、成形痕が形成される。上型と下型が複雑な形状を有している場合、プレス成形中では、ワークの位置ずれが生ずるため、プレス成形品に対して成形痕が残ってしまい、製品不良となる虞があった。
【0005】
本開示は、このような事情に鑑みなされたものであって、製品不良を抑制できるプレス成形方法、プレス成形装置、及びプレス成形品の製造方法を提供する。
【課題を解決するための手段】
【0006】
本開示に係るプレス成形方法は、
上型と下型によって板状ワークをクランプさせながら、前記上型と前記下型とを相対的に近づけて、前記板状ワークをプレス成形するプレス成形方法であって、
前記下型の表面から突出可能なようにプレス方向に可動可能な可動部を前記下型に設け、
前記上型と前記下型とを相対的に近づける際に、前記可動部により前記上型側に突出した前記板状ワークの部位が最初に前記上型に対して当接するように、前記可動部を前記下型の表面から突出させる。
【0007】
本開示に係るプレス成形方法では、可動部により上型側に突出した板状ワークの部位が最初に上型に対して当接する。これにより、上型側に突出した板状ワークの部位に成形痕が形成される。上型側に突出した板状ワークの部位では、成形痕を除去可能であるため、本開示に係るプレス成形方法では製品不良を抑制できる。
【0008】
前記可動部は、前記下型のプレス方向における長さが最も長い位置の近傍に設けられてもよい。このような構成により、板状ワークの上型側に突出させる変形量が小さくなるため、板状ワークのダメージを抑制できる。そのため、本開示に係るプレス成形方法では製品不良を抑制できる。
【0009】
本開示に係るプレス成形装置は、
上型と下型によって板状ワークをクランプさせながら、前記上型と前記下型とを相対的に近づけて、前記板状ワークをプレス成形するプレス成形装置であって、
前記下型は、前記下型の表面から突出可能なようにプレス方向に可動可能な可動部を備え、
前記上型と前記下型とを相対的に近づける際に、前記可動部により前記上型側に突出した前記板状ワークの部位が最初に前記上型に対して当接するように、前記可動部を前記下型の表面から突出させる。
【0010】
本開示に係るプレス成形装置は、可動部により上型側に突出した板状ワークの部位が最初に上型に対して当接する。これにより、上型側に突出した板状ワークの部位に成形痕が形成される。上型側に突出した板状ワークの部位では、成形痕を除去可能であるため、本開示に係るプレス成形装置は製品不良を抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
金型
4日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
電動車
9日前
トヨタ自動車株式会社
電動車
5日前
トヨタ自動車株式会社
充電装置
16日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
電動車両
6日前
トヨタ自動車株式会社
ステータ
4日前
トヨタ自動車株式会社
電源装置
6日前
トヨタ自動車株式会社
ステータ
4日前
トヨタ自動車株式会社
制御装置
5日前
トヨタ自動車株式会社
二次電池
4日前
トヨタ自動車株式会社
ステータ
3日前
トヨタ自動車株式会社
電池セル
4日前
トヨタ自動車株式会社
集合導線
5日前
トヨタ自動車株式会社
駆動装置
9日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
駆動装置
16日前
トヨタ自動車株式会社
蓄電セル
2日前
トヨタ自動車株式会社
駆動装置
16日前
トヨタ自動車株式会社
ステータ
16日前
トヨタ自動車株式会社
蓄電セル
2日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
電池パック
5日前
トヨタ自動車株式会社
充放電装置
3日前
トヨタ自動車株式会社
非水系電池
5日前
トヨタ自動車株式会社
認証ゲート
3日前
トヨタ自動車株式会社
電池パック
2日前
トヨタ自動車株式会社
突き折り棒
5日前
トヨタ自動車株式会社
電気自動車
9日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ