TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025073871
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023185001
出願日
2023-10-27
発明の名称
加工装置、チャック形状補正方法、及び加工方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
B24B
7/04 20060101AFI20250502BHJP(研削;研磨)
要約
【課題】ウェハ中央部における凹部形成を防止する。
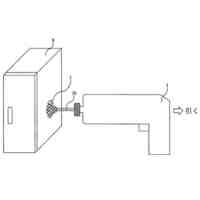
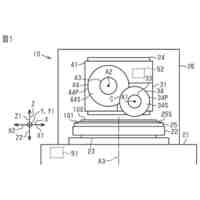
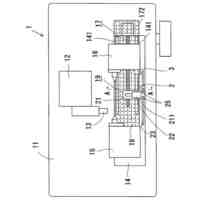
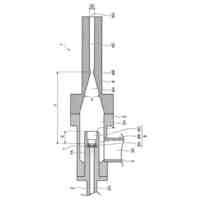
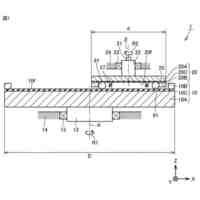
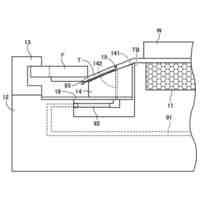
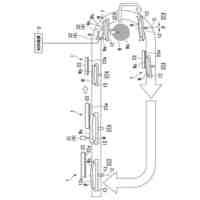
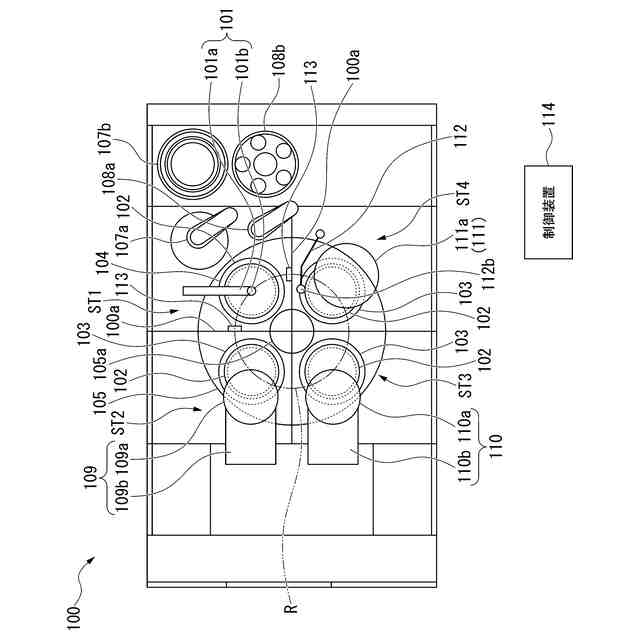
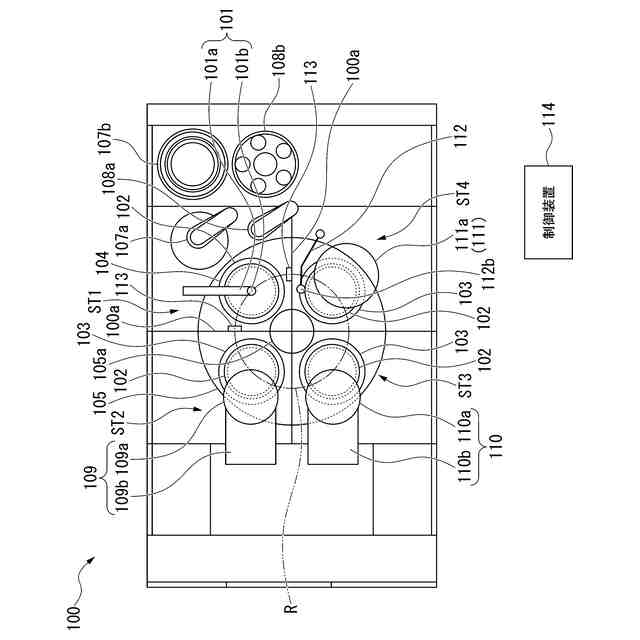
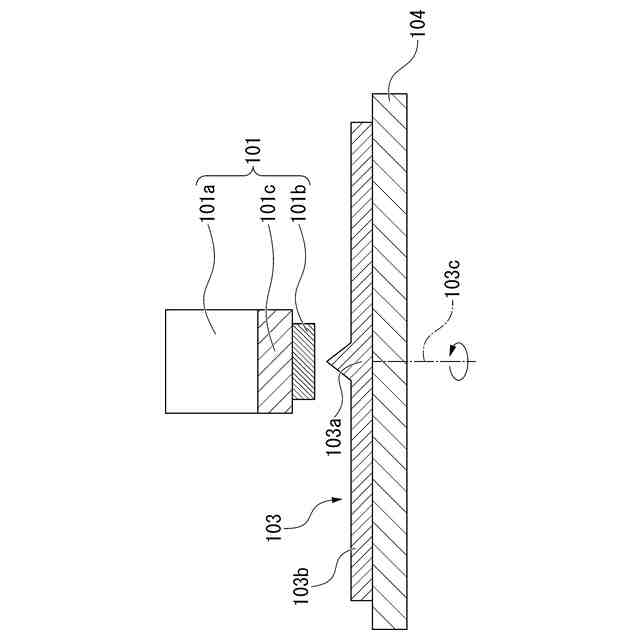
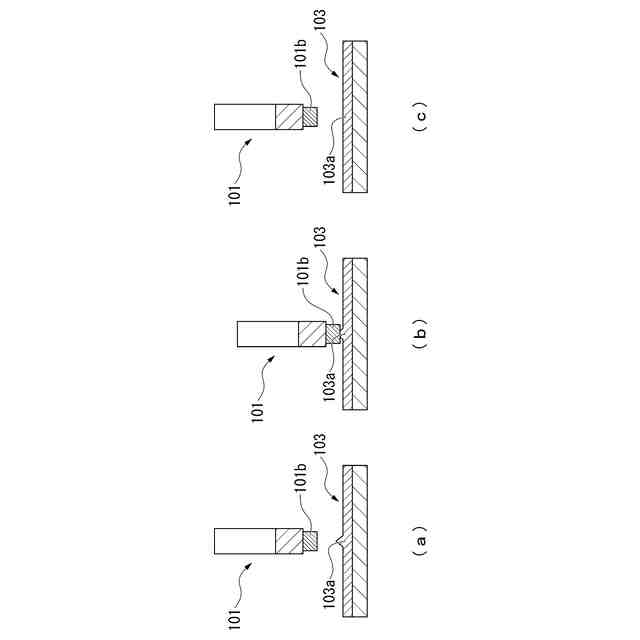
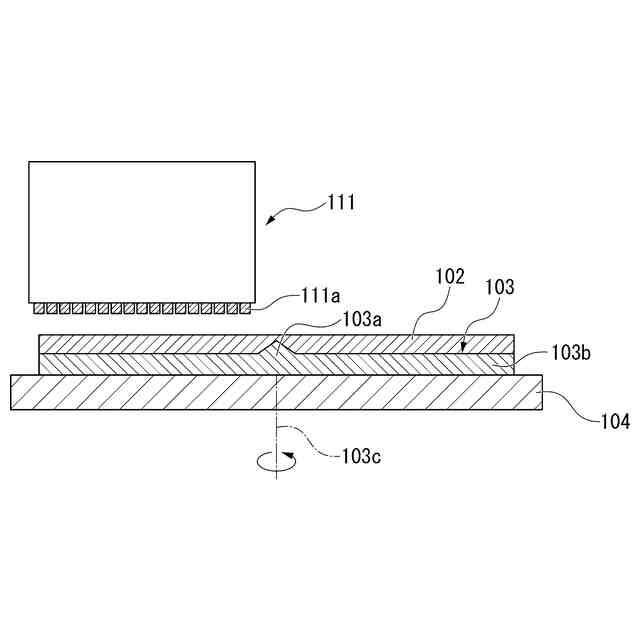
【解決手段】本発明の第1実施形態に係る加工装置は、ウェハ102を研削加工する加工装置100であって、ポーラス構造であり、ウェハ102を吸着保持するチャック103と、チャック103の形状を補正する補正機構101と、を備え、補正機構101は、チャック中央部103aを研削する研削砥石101b、を備えている。
【選択図】図1
特許請求の範囲
【請求項1】
ウェハを研削加工する加工装置であって、
ポーラス構造であり、前記ウェハを吸着保持するチャックと、
前記チャックの形状を補正する補正機構と、を備え、
前記補正機構は、前記チャックの中央部を研削する研削砥石、を備えている、加工装置。
続きを表示(約 460 文字)
【請求項2】
粗研削を行う粗研削ステージと、精研削を行う精研削ステージと、アライメントステージと、をさらに備え、
前記アライメントステージにおいて、前記チャックは前記ウェハを吸着し、
前記補正機構は、前記アライメントステージに配置されている、請求項1に記載の加工装置。
【請求項3】
ポーラス構造であり、ウェハを吸着保持するチャックの形状を補正する方法であって、
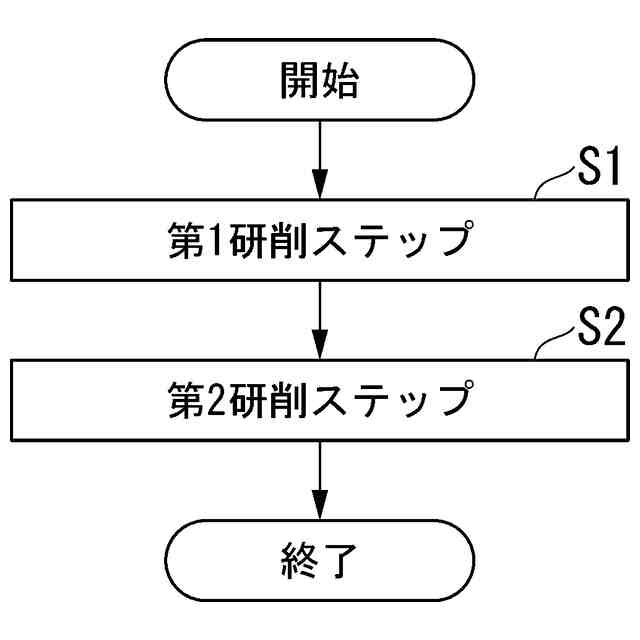
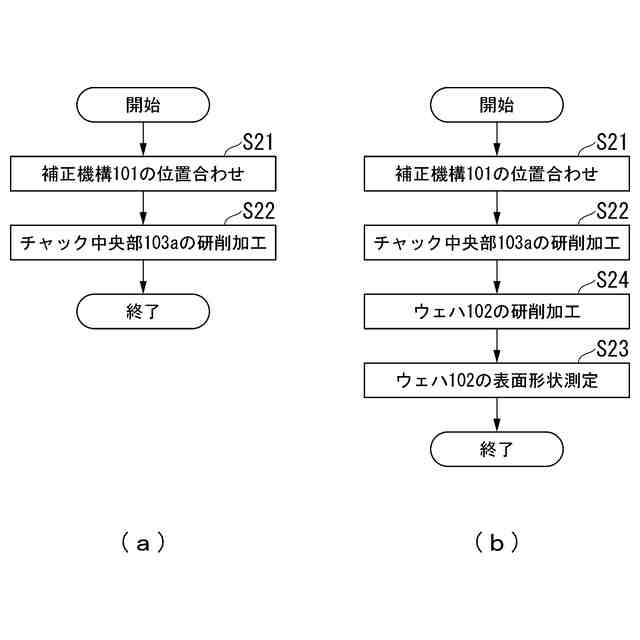
セルフグラインドによって前記チャックを研削する第1研削ステップと、
前記第1研削ステップの後、さらに前記チャックの中央部を研削する第2研削ステップと、
を含む、チャック形状補正方法。
【請求項4】
ウェハを研削加工する加工方法であって、
ポーラス構造であり、前記ウェハを吸着保持するチャックを、セルフグラインドによって研削する第1研削ステップと、
前記第1研削ステップの後、前記チャックの中央部を研削する第2研削ステップと、
を含む、加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工装置、チャック形状の補正方法、及び加工方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
小型で軽量なデバイスチップを実現するために、集積回路等のデバイスが表面側に設けられるウェハ(以下、「ウェハ」という)を薄く加工する機会が増えている。例えば、ウェハの裏面に研削砥石を押し当てることで、ウェハを研削し薄くするバックグラインド工程が挙げられる。当該バックグラインド工程では、ウェハの表面をチャックの保持面で保持し、砥粒を含む研削砥石が固定された研削ホイールと、チャックと、を互いに逆方向に回転させて、純水等の液体(研削液)を供給しながらウェハの裏面に研削砥石を押し当てている。ここで、当該バックグラインド工程において、単体ではハンドリングが困難である厚みにまでウェハを薄く研削することが求められている。そのため、サポートウェハ上に、接着剤を介して、ウェハを固定することが行われている。
【0003】
ところで、上述のようなバックグラインド工程では、チャックにおいてウェハと接触する側の面である保持面を研削するセルフグラインドと呼ばれる処理が行われる(例えば、特許文献1参照)。当該バックグラインド工程においては、チャックの内部を通って表面に延びる管路を通じてウェハが吸引されることによって、ウェハはチャックに固定される。一方、ウェハの研削に伴って研削屑が生じるため、チャック表面に延びる管路が詰まり、ウェハが固定しづらくなる。ここで、当該チャックに対しセルフグラインドを行うことで、ウェハと同様にチャックの保持面が研削ホイールに固定された研削砥石で研削され、目詰まりを解消することができる。当該セルフグラインドは、例えばチャック交換時などに行われる。
【先行技術文献】
【特許文献】
【0004】
特開2023-91897号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
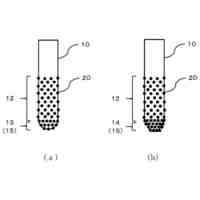
一方で、ウェハの加工において、ウェハを支持する支持部材が、TTV(Total Thickness Variation、ウェハの平坦度適用領域での厚みの最大値と最小値の差)が大きなテープからTTVが小さなサポートウェハに変更されるのに伴い、これまで観測されなかったわずかな厚みのばらつきが重要視されるようになった。具体的には、ウェハ加工後の時点で、TTVが0.1μm程度となることが求められるようになった。例えば、チャックを吸着させて当該ウェハを研削すると、ウェハの中央部に0.3μm程度の凹部が形成されることがある。当該凹部が形成されることにより、TTVが大きくなり、ウェハの作製精度の低下が懸念される。さらに、ウェハを3次元的に積層する場合は、当該凹部の形成などによる各ウェハの厚みばらつきが積層したウェハの厚みに影響することによって、積層したウェハの精度の低下が懸念される。このように、ウェハの厚みの均一性が近年重要視されている。
【0006】
本発明は、上記事情に鑑みてなされたものであり、ウェハ中央部における凹部形成を防止することができる加工装置、及びチャック形状補正方法、及び加工方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
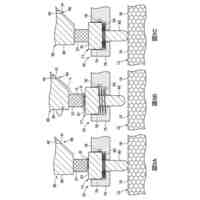
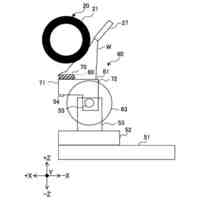
当該凹部形成の要因は定かではないが、上述のようなセルフグラインド工程において、チャックの中央部に高さ約0.3μmの凸部が形成されることが要因の一つとして挙げられる。したがって、ウェハ中央部の凹部形成を防止するためには、チャック中央部に凸部が形成することを防止することが重要である。かかる知見に基づきなされた本発明の要旨は以下のとおりである。
【0008】
本発明の第1実施形態に係る加工装置は、ウェハを研削加工する加工装置であって、ポーラス構造であり、ウェハを吸着保持するチャックと、チャックの形状を補正する補正機構と、を備え、補正機構は、チャックの中央部を研削する研削砥石、を備えている。
【0009】
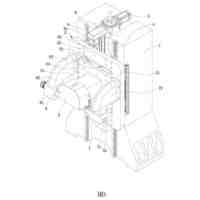
上記加工装置は、粗研削を行う粗研削ステージと、精研削を行う精研削ステージと、アライメントステージと、をさらに備え、アライメントステージにおいて、チャックはウェハを吸着し、補正機構は、アライメントステージに配置されていてもよい。
【0010】
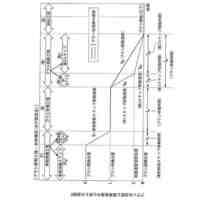
本発明の第2実施形態に係るチャック形状補正方法は、ポーラス構造であり、ウェハを吸着保持するチャックの形状を補正する方法であって、セルフグラインドによってチャックを研削する第1研削ステップと、第1研削ステップの後、さらにチャックの中央部を研削する第2研削ステップと、を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
包丁研ぎ器具
19日前
個人
両軸回転ヤスリ
6か月前
個人
研磨体
2か月前
株式会社タカトリ
研削装置
7か月前
個人
バレル研磨用メディア材
4か月前
株式会社サンポー
ブラスト装置
3か月前
株式会社クボタ
管研削装置
1か月前
株式会社村田製作所
切削装置
2か月前
トヨタ自動車株式会社
外径測定方法
7か月前
シンクス株式会社
ボード切断装置
2か月前
株式会社リブラ
ブラスト加工装置
4か月前
不二空機株式会社
可搬型動力工具
2か月前
大同特殊鋼株式会社
疵研削順序決定方法
3か月前
株式会社ニッチュー
ブラスト装置
1か月前
オークマ株式会社
円筒研削盤
1か月前
トヨタ自動車株式会社
バリ取り装置
4か月前
株式会社ディスコ
砥石
1か月前
トヨタ自動車株式会社
回転砥石の製造方法
12日前
キヤノン電子株式会社
加工工具、及び、加工装置
4か月前
株式会社精工技研
研磨装置および研磨方法
4か月前
株式会社IHI
ブラストガン
5か月前
株式会社ディスコ
加工方法、及び、切削装置
4か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
11日前
日本特殊研砥株式会社
超弾性砥石
4か月前
リックス株式会社
ドライアイス噴射装置
6か月前
株式会社ディスコ
研削装置
18日前
NTN株式会社
加工装置
5か月前
株式会社東京精密
ワーク加工装置
3か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
3か月前
株式会社ディスコ
加工装置
5か月前
嘉澤端子工業股分有限公司
グラインダー
2か月前
中村留精密工業株式会社
レンズ保持装置
2か月前
株式会社ディスコ
加工方法
2か月前
信越半導体株式会社
洗浄処理装置
6か月前
株式会社東京精密
ワーク加工装置
3か月前
株式会社荏原製作所
研磨装置
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ