TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025110436
公報種別
公開特許公報(A)
公開日
2025-07-29
出願番号
2024004239
出願日
2024-01-16
発明の名称
研削装置
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
B24B
47/22 20060101AFI20250722BHJP(研削;研磨)
要約
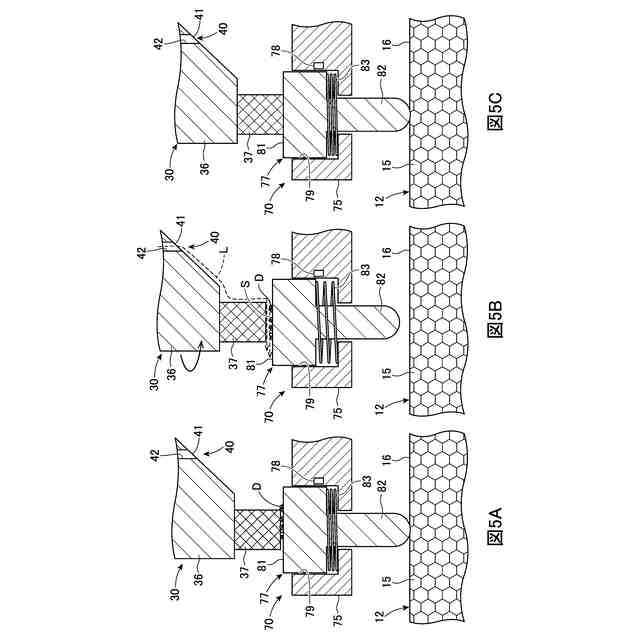
【課題】セットアップにてセンサユニットの上面と研削砥石の下面との間に研削屑が介在することを防止すること。
【解決手段】研削装置(1)は、保持面(16)によってウェーハ(W)を保持するチャックテーブル(12)と、保持面に保持されたウェーハを環状の研削砥石(37)で研削する研削ユニット(30)と、研削砥石に研削水(L)を供給する研削水供給部(40)と、研削ユニットを昇降させる昇降ユニット(20)と、保持面と研削砥石の下面との間に介在し、保持面に研削砥石の下面が接触する高さを検知するセンサユニット(70)と、制御部(90)とを備えている。制御部は、センサユニットの上面と研削砥石の下面との間にわずかな隙間を形成することと、スピンドルを回転させつつ研削水供給部から研削水を供給し、スピンドルの回転による遠心力で研削砥石の中央から外側に向かう方向に研削水を飛散させることとを制御する。
【選択図】図5
特許請求の範囲
【請求項1】
保持面によってウェーハを保持するチャックテーブルと、該保持面に保持されたウェーハをスピンドルの先端に配置した環状の研削砥石で研削する研削ユニットと、該スピンドル内部を通過し該研削砥石に研削水を供給する研削水供給部と、該研削ユニットを昇降させる昇降ユニットと、該保持面と該研削砥石の下面との間に介在し該保持面に該研削砥石の下面が接触する高さを検知するセンサユニットと、制御部とを備える、研削装置であって、
該制御部は、
該センサユニットの上面と該研削砥石の下面との間にわずかな隙間を形成することと、該スピンドルを回転させつつ該研削水供給部から研削水を供給して該スピンドルの回転による遠心力で該研削砥石の中央から外側に向かう方向に研削水を飛散させることとを制御する、研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、セットアップが実施される研削装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1は、研削砥石でウェーハを研削する研削装置を開示している。かかる研削装置においては、ウェーハを保持するチャックテーブルの保持面と、研削砥石の先端とが接触する位置を原点位置とし、ウェーハの研削量(仕上げ厚さ)を制御している。よって、研削装置にてウェーハを研削するにあたり、チャックテーブルの保持面に研削砥石の先端を接触させ、該接触の際の研削砥石の高さを記憶するセットアップを実施している。
【0003】
特許文献1は、セットアップを実施するため、センサユニットを装備した構成を採用している。セットアップは、例えば、研削砥石を有する研削ホイールを作業者によって交換した後、センサユニットの検出部を研削ホイールと保持テーブルとの間に配置する。その後、研削ホイールを保持面に向かって下降させていき、センサユニットにおける検出部の上端部が研削砥石に、検出部の下端部がチャックテーブルの保持面に接触したときの研削砥石の高さ位置を記憶している。セットアップ後には、引き続き研削加工可能となり、作業者の手間を少なくして生産性を向上させている。
【先行技術文献】
【特許文献】
【0004】
特開2013-144327号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、センサユニットにおける検出部の上端部に研削屑が付着していた場合、かかる上端部と研削砥石との間に研削屑を介在させた状態でセットアップが完了する。このため、記憶した研削砥石の高さに基づいてセットアップを行うと、研削屑が介在した分、研削砥石の鉛直方向長さが実際よりも長いものとして記憶される。その結果、引き続き行われる研削加工にて、鉛直方向へ研削ホイールを加工送りすると、ウェーハに研削砥石が接触するまでの時間が長くなってしまい、生産性が低下するという問題がある。
【0006】
本発明はかかる点に鑑みてなされたものであり、セットアップにてセンサユニットの上面と研削砥石の下面との間に研削屑が介在することを防止できる研削装置を提供することを目的の一つとする。
【課題を解決するための手段】
【0007】
本発明の一態様のウェーハの研削装置は、保持面によってウェーハを保持するチャックテーブルと、該保持面に保持されたウェーハをスピンドルの先端に配置した環状の研削砥石で研削する研削ユニットと、該スピンドル内部を通過し該研削砥石に研削水を供給する研削水供給部と、該研削ユニットを昇降させる昇降ユニットと、該保持面と該研削砥石の下面との間に介在し該保持面に該研削砥石の下面が接触する高さを検知するセンサユニットと、制御部とを備える、研削装置であって、該制御部は、該センサユニットの上面と該研削砥石の下面との間にわずかな隙間を形成することと、該スピンドルを回転させつつ該研削水供給部から研削水を供給して該スピンドルの回転による遠心力で該研削砥石の中央から外側に向かう方向に研削水を飛散させることとを制御する。
【発明の効果】
【0008】
本発明によれば、センサユニットの上面に研削屑が付着しても、上述した隙間を形成しつつ該隙間に飛散する研削水が通るよう制御部により制御することができる。よって、セットアップにてセンサユニットの上面と研削砥石の下面との間に研削屑が介在しても、研削屑を除去するよう洗浄でき、研削屑の介在を防止することができる。
【図面の簡単な説明】
【0009】
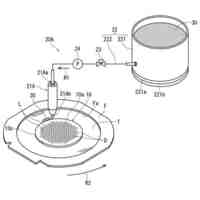
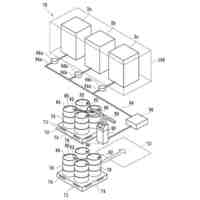
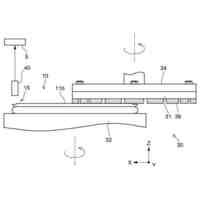
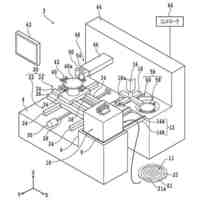
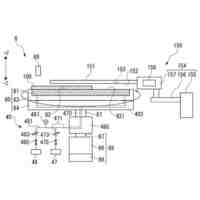
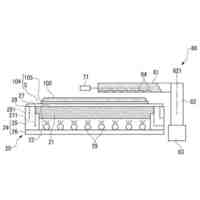
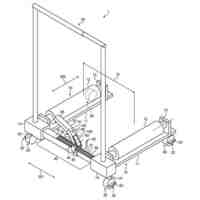
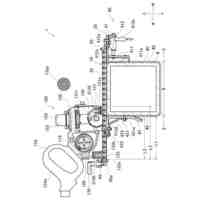
実施の形態に係る研削装置の概略斜視図である。
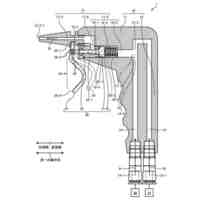
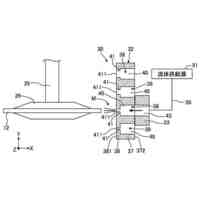
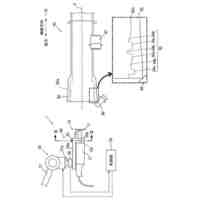
実施の形態の研削装置を一部縦断面視した模式図である。
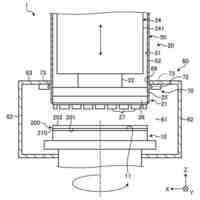
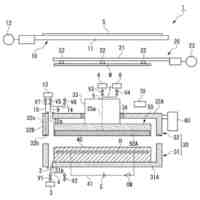
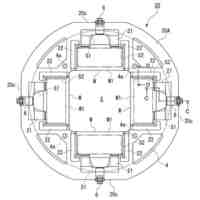
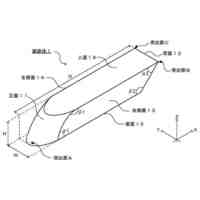
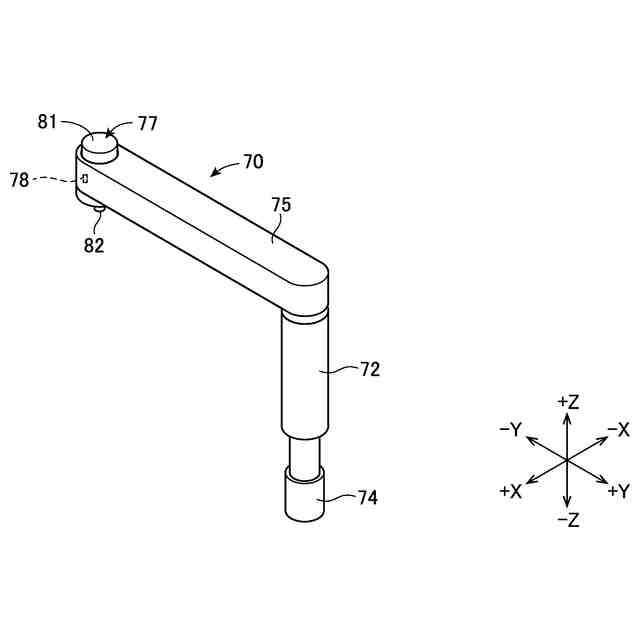
実施の形態のセンサユニットの概略斜視図である。
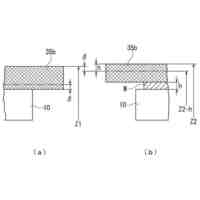
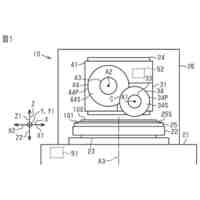
実施の形態におけるセンサユニットの先端側及びその周辺の概略断面図である。
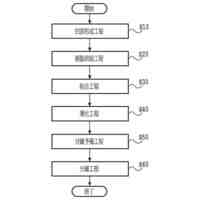
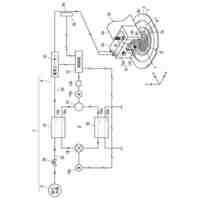
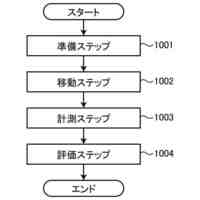
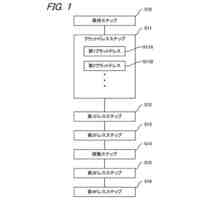
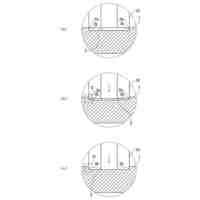
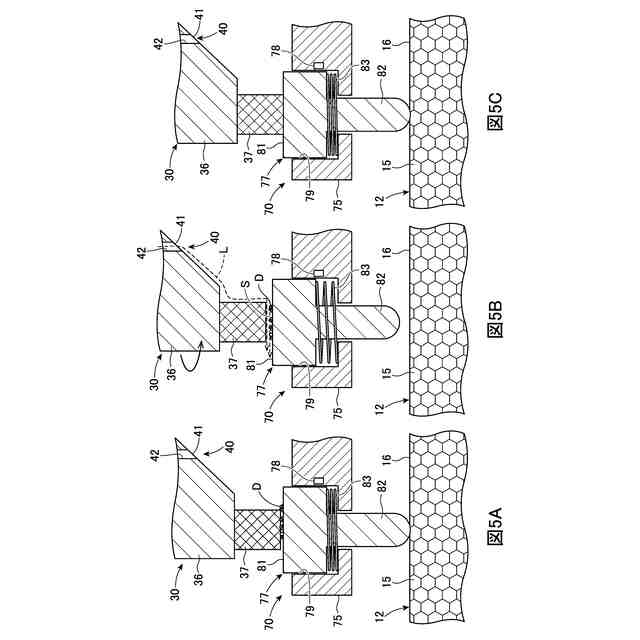
実施の形態におけるセンサユニットに研削屑が付着した場合のセットアップの流れを示す説明図である。
【発明を実施するための形態】
【0010】
以下、添付図面を参照して、実施の形態に係る研削装置について説明する。図1は、実施の形態に係る研削装置の概略斜視図である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
ノズル
11日前
株式会社ディスコ
加工方法
12日前
株式会社ディスコ
診断方法
1日前
株式会社ディスコ
切削装置
11日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
切削装置
4日前
株式会社ディスコ
加工装置
13日前
株式会社ディスコ
フレーム
11日前
株式会社ディスコ
ノズルユニット
1日前
株式会社ディスコ
加工水供給装置
4日前
株式会社ディスコ
シート貼着装置
12日前
株式会社ディスコ
液体供給システム
11日前
株式会社ディスコ
切削ブレード治具
1日前
株式会社ディスコ
被加工物の加工方法
11日前
株式会社ディスコ
積層ウェーハの加工方法
1日前
株式会社ディスコ
押圧試験装置の評価方法
11日前
株式会社ディスコ
廃液処理装置及び洗浄方法
13日前
株式会社ディスコ
保持プレート及び洗浄装置
13日前
株式会社ディスコ
切削ブレードのドレス方法
19日前
株式会社ディスコ
貼り合わせ基板の加工方法
11日前
株式会社ディスコ
加工方法及びレーザ加工装置
11日前
株式会社ディスコ
試験装置、試験片の試験方法
1日前
株式会社ディスコ
端面処理工具及び端面処理方法
4日前
株式会社ディスコ
加工装置及び被加工物の加工方法
11日前
株式会社ディスコ
研磨装置及びウェーハの研磨方法
12日前
株式会社ディスコ
加工方法及びレーザ加工プログラム
11日前
株式会社ディスコ
加工装置およびウェーハの加工方法
12日前
株式会社ディスコ
保護部材形成装置および保護部材の形成方法
11日前
株式会社ディスコ
運搬装置、運搬方法及びケーブルの引き出し方法
1日前
株式会社ディスコ
液体供給システム、送液装置、及び液体を消費する装置
11日前
個人
包丁研ぎ器具
2か月前
個人
研磨体
3か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
11日前
不二空機株式会社
可搬型動力工具
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ