TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025078218
公報種別
公開特許公報(A)
公開日
2025-05-20
出願番号
2023190636
出願日
2023-11-08
発明の名称
アルミニウム圧延板、アルミニウム部材及びこれらの製造方法
出願人
株式会社UACJ
代理人
弁理士法人あいち国際特許事務所
主分類
C22C
21/00 20060101AFI20250513BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】陽極酸化処理を行うことにより表面に木目調の模様を付与することができるアルミニウム圧延板、このアルミニウム圧延板からなるアルミニウム部材及びこれらの製造方法を提供する。
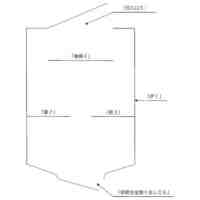
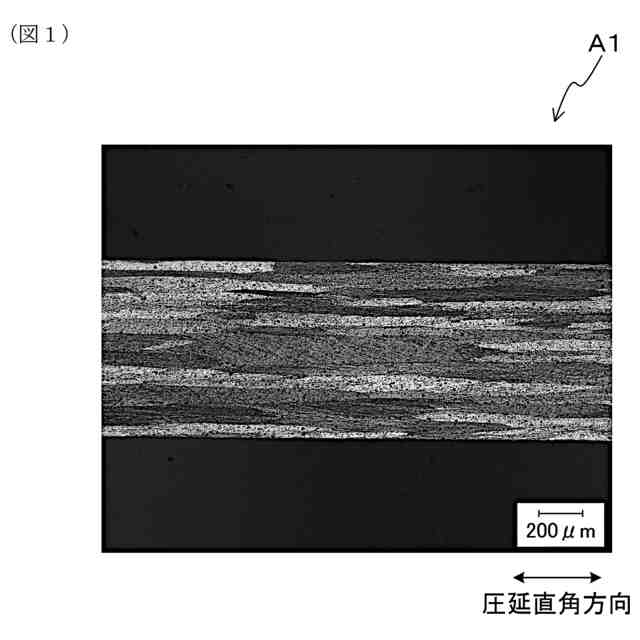
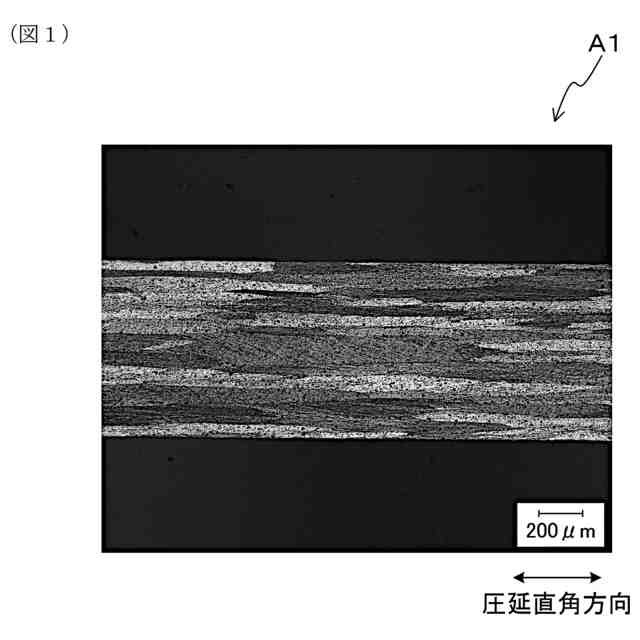
【解決手段】アルミニウム圧延板A1は、アルミニウムまたはアルミニウム合金から構成されている。アルミニウム圧延板A1は、圧延方向に対して垂直な断面に、圧延直角方向における長さが200μm以上である結晶粒を含む金属組織を有している。
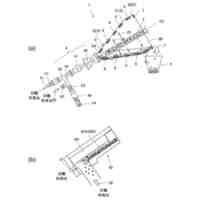
【選択図】図1
特許請求の範囲
【請求項1】
アルミニウムまたはアルミニウム合金からなるアルミニウム圧延板であって、
圧延方向に対して垂直な断面に、圧延直角方向において200μm以上の長さを有する結晶粒が含まれている、アルミニウム圧延板。
続きを表示(約 1,000 文字)
【請求項2】
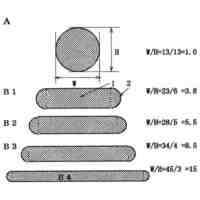
圧延方向に対して垂直な断面における、結晶粒の平均厚みに対する平均幅の比率が250%以上である、請求項1に記載のアルミニウム圧延板。
【請求項3】
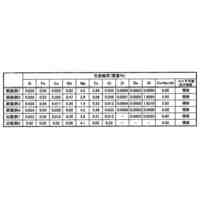
前記アルミニウム圧延板が、Znの含有量が5.0質量%未満のアルミニウム合金から構成されている、請求項2に記載のアルミニウム圧延板。
【請求項4】
前記アルミニウム合金中のFeの含有量が0.2質量%以下である、請求項3に記載のアルミニウム圧延板。
【請求項5】
前記アルミニウム合金中のMnの含有量が0.8質量%未満である、請求項3に記載のアルミニウム圧延板。
【請求項6】
前記アルミニウム合金が6000系合金である、請求項1に記載のアルミニウム圧延板。
【請求項7】
請求項1~6のいずれか1項に記載のアルミニウム圧延板からなる基材と、前記基材上に形成されたアルマイト皮膜とを有するアルミニウム部材。
【請求項8】
前記アルマイト皮膜が着色されている、請求項7に記載のアルミニウム部材。
【請求項9】
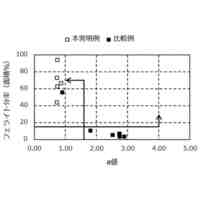
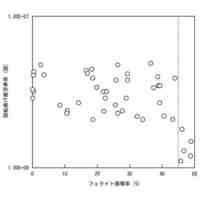
前記アルミニウム部材の表面のグレースケール画像に対して圧延直角方向にフーリエ変換処理を施して得られた空間周波数スペクトルにおける、0.2サイクル/mm以上2.0サイクル/mm以下の空間周波数を有する成分の振幅の平均値が、前記グレースケール画像に対して圧延方向にフーリエ変換処理を施して得られた空間周波数スペクトルにおける、0.2サイクル/mm以上2.0サイクル/mm以下の空間周波数を有する成分の振幅の平均値の3倍以上である、請求項8に記載のアルミニウム部材。
【請求項10】
請求項1~6のいずれか1項に記載のアルミニウム圧延板の製造方法であって、
アルミニウムまたはアルミニウム合金からなる鋳塊を作製する鋳造工程と、
前記鋳塊に熱間圧延を行うことによりアルミニウム圧延板を作製する熱間圧延工程と、
前記アルミニウム圧延板に冷間圧延を行う冷間圧延工程と、
前記熱間圧延工程と前記冷間圧延工程との間及び/または前記冷間圧延工程の途中において前記アルミニウム圧延板を焼鈍する焼鈍工程と、を有し、
前記焼鈍工程における加熱温度が550℃以上であり、保持時間が12時間以上であり、
前記焼鈍工程以降における前記アルミニウム圧延板の圧下率が60%以上である、
アルミニウム圧延板の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム圧延板、アルミニウム部材及びこれらの製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
建築材料や車両の外装材、電化製品の筐体等の、消費者の目に触れる部分に用いられる部品には、強度の他に、意匠性が求められることがある。例えば、金属からなる部品に木目調の模様を付与しようとする場合には、木目調の模様が印刷された化粧シートを部品に張り付ける方法(例えば、特許文献1)や、部品の表面を切削して木目調の溝模様を形成した後、塗装を施す方法(例えば、特許文献2)等が用いられている。
【0003】
また、例えば特許文献3には、特定の化学成分を有するアルミニウム合金押出材にアルマイト処理を施した後にアルマイト皮膜を染色することにより、アルミニウム合金押出材に木目調の模様を付与する技術が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2008-80703号公報
特開2004-338153号公報
特開2023-9409号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1や特許文献2のように化粧シートや塗装を用いて部品の表面に模様を付加した場合、模様が付された皮膜が部品の表面に露出することとなる。しかし、化粧シートや塗膜は、例えば、使用中の劣化などの種々の理由により部品の表面から剥離し、部品の意匠性が損なわれるおそれがある。
【0006】
また、特許文献3のアルミニウム合金部材は押出材であるため、アルミニウム合金部材の形状が押出可能な形状に限定される。そのため、曲げ加工やプレス加工等によって種々の形状に成形可能な圧延板の表面に木目調の模様を付与する技術が望まれている。
【0007】
本発明は、かかる背景に鑑みてなされたものであり、陽極酸化処理を行うことにより表面に木目調の模様を付与することができるアルミニウム圧延板、このアルミニウム圧延板からなるアルミニウム部材及びこれらの製造方法を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明の第一の態様は、アルミニウムまたはアルミニウム合金からなるアルミニウム圧延板であって、
圧延方向に対して垂直な断面に、圧延直角方向において200μm以上の長さを有する結晶粒が含まれている、アルミニウム圧延板にある。
【0009】
本発明の第二の態様は、前記の態様のアルミニウム圧延板からなる基材と、前記基材上に形成されたアルマイト皮膜とを有するアルミニウム部材にある。
【0010】
本発明の第三の態様は、前記の態様のアルミニウム圧延板の製造方法であって、
アルミニウムまたはアルミニウム合金からなる鋳塊を作製する鋳造工程と、
前記鋳塊に熱間圧延を行うことによりアルミニウム圧延板を作製する熱間圧延工程と、
前記アルミニウム圧延板に冷間圧延を行う冷間圧延工程と、
前記熱間圧延工程と前記冷間圧延工程との間及び/または前記冷間圧延工程の途中において前記アルミニウム圧延板を焼鈍する焼鈍工程と、を有し、
前記焼鈍工程における加熱温度が550℃以上であり、保持時間が12時間以上であり、
前記焼鈍工程以降における前記アルミニウム圧延板の圧下率が60%以上である、
アルミニウム圧延板の製造方法にある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社UACJ
金属部材の製造方法
1か月前
株式会社UACJ
未塗装の缶蓋用アルミニウム合金板
1か月前
株式会社UACJ
未塗装の缶蓋用アルミニウム合金板
1か月前
株式会社UACJ
未塗装の缶蓋用アルミニウム合金板
1か月前
株式会社UACJ
未塗装の缶蓋用アルミニウム合金板
1か月前
株式会社UACJ
磁気ディスク用アルミニウム合金板及び磁気ディスク
24日前
個人
銅鉄合金の製造
11日前
宏幸株式会社
金属回収方法
4か月前
個人
高強度せん断補強筋用の鋼材
4か月前
株式会社神戸製鋼所
鋼材
3か月前
株式会社クボタ
比重分離装置
4か月前
株式会社クボタ
比重分離装置
4か月前
株式会社クボタ
比重分離装置
4か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
23日前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
4か月前
大同特殊鋼株式会社
鋼材及び金型
12日前
大同メタル工業株式会社
摺動材料
16日前
JFEスチール株式会社
浸炭鋼部品
4か月前
日本製鉄株式会社
鉄道車輪
2か月前
住友金属鉱山株式会社
銅の製造方法
1か月前
日本製鉄株式会社
鉄道車輪
2か月前
JFEスチール株式会社
亜鉛回収方法
1か月前
日本精線株式会社
銅合金
4か月前
株式会社SCREENホールディングス
反応槽
11日前
JFEスチール株式会社
鋼および鋼部品
16日前
日本製鉄株式会社
軸受用鋼管
2か月前
株式会社村田製作所
スズイオンの分離方法
3か月前
日本製鉄株式会社
熱間圧延鋼材
4か月前
日本製鉄株式会社
焼結鉱の製造方法
2か月前
日本製鉄株式会社
ステンレス鋼材
18日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ