TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025080146
公報種別
公開特許公報(A)
公開日
2025-05-23
出願番号
2023193190
出願日
2023-11-13
発明の名称
物品検査装置
出願人
アンリツ株式会社
代理人
弁理士法人有我国際特許事務所
主分類
G01N
23/18 20180101AFI20250516BHJP(測定;試験)
要約
【課題】被検査物の不良発生箇所の高さを迅速・的確に判定でき、その判定結果を含む有効な検査結果情報を出力できる物品検査装置を提供する。
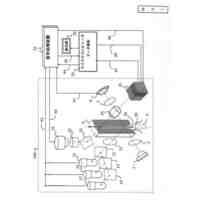
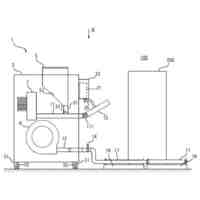
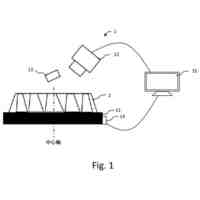
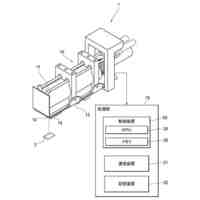
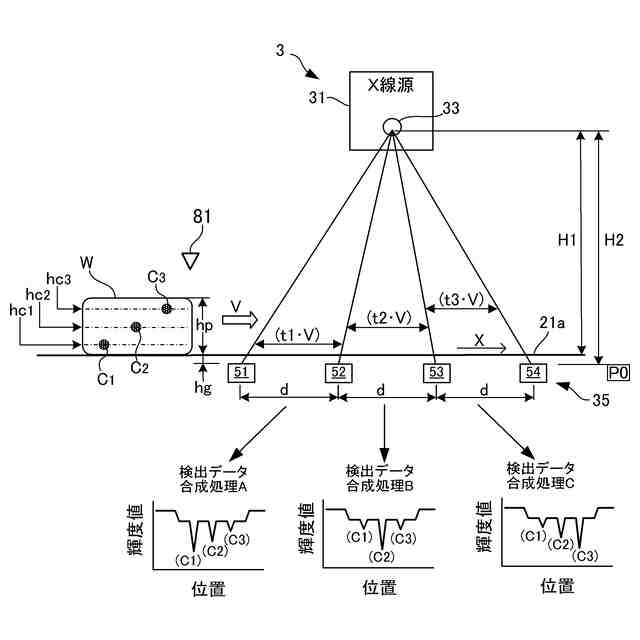
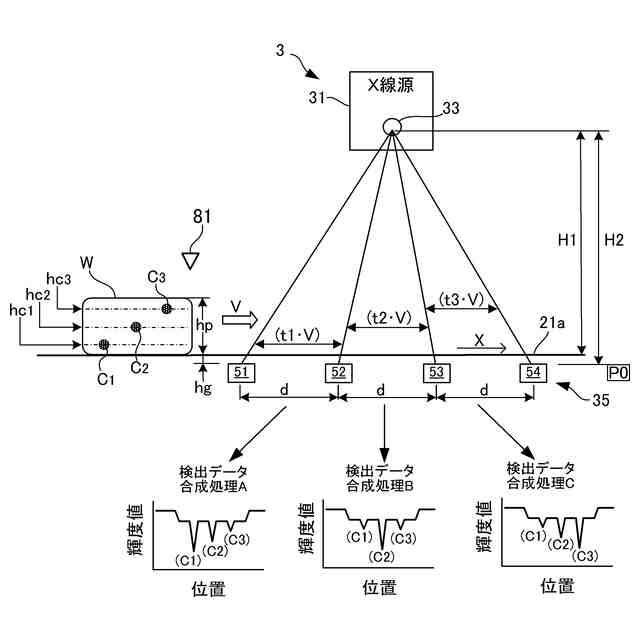
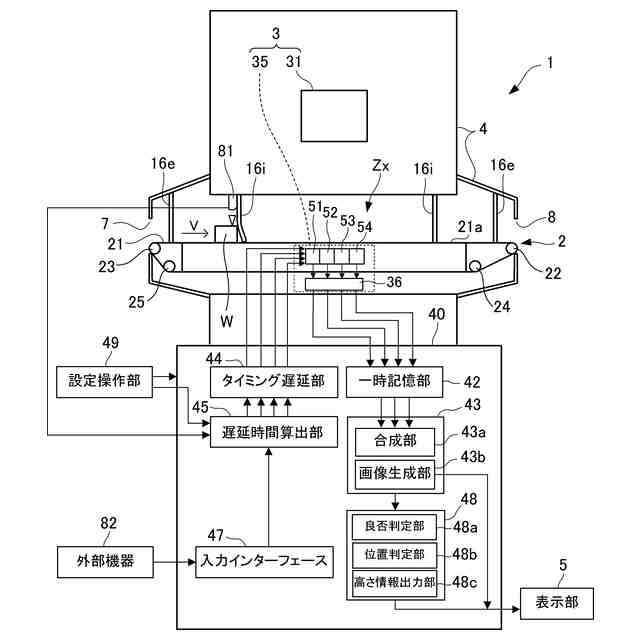
【解決手段】搬送方向に隣り合う各一対のX線ラインセンサによる被検査物Wの検出タイミングを一致させるタイミング遅延部44と、検査を所望する複数の注目高さを指定する設定操作部49と、X線ラインセンサの間隔、複数の注目高さ、X線ラインセンサの検出面P0からX線発生器31までの高さH2、および物品搬送速度Vに基づき、タイミング遅延部44で用いる複数の遅延時間を算出する遅延時間算出部45と、各一対のX線ラインセンサの検出信号を合成する合成部43aと、その合成データに基づいて被検査物Wの良否を判定する良否判定部48aと、不良判定となったとき、複数の遅延時間に対応する複数の検出タイミングの各X線画像のデータを比較して、不良発生箇所の高さを判定する位置判定部48bとを備える。
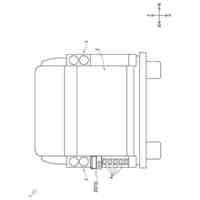
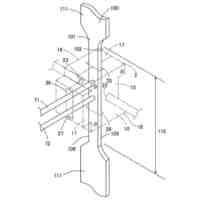
【選択図】図1
特許請求の範囲
【請求項1】
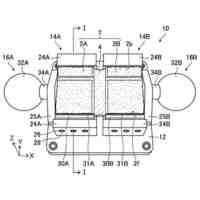
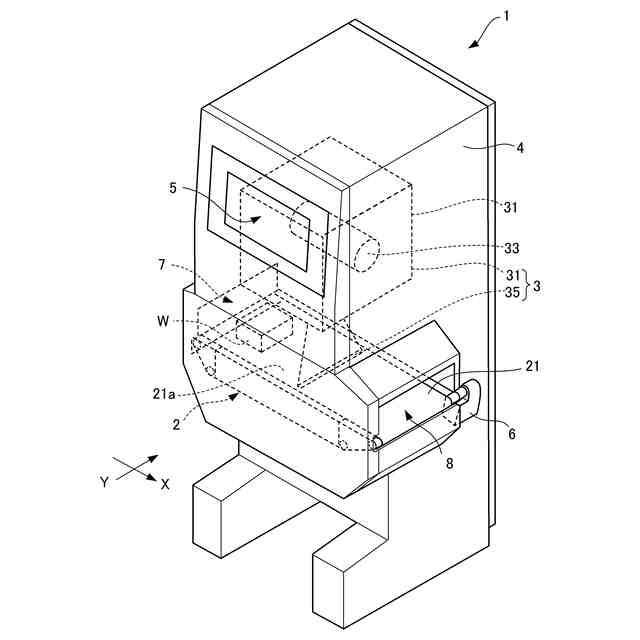
被検査物(W)を搬送路面(2a)上で搬送する搬送部(2)と、
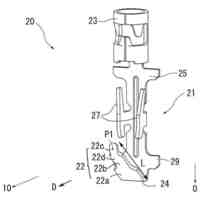
前記搬送路面上を搬送される前記被検査物にX線を照射するX線発生器(33)と、
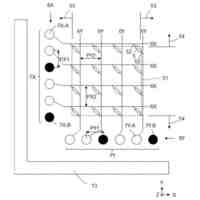
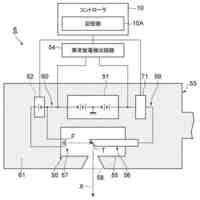
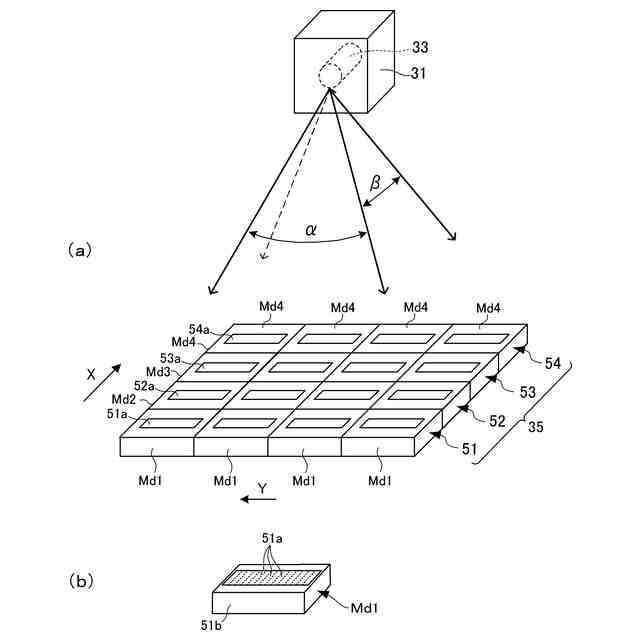
それぞれ前記被検査物の搬送方向と交差する方向に延びる検出素子列を有し前記搬送方向に所定間隔(d)で並列配置された複数のX線ラインセンサ(51、52、53、54)を含むX線検出器(35)と、
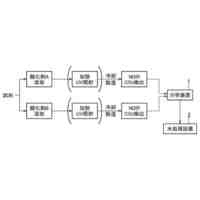
前記搬送方向に隣り合う少なくとも一対のX線ラインセンサによる前記被検査物の検出タイミングを一致させるよう搬送方向下流側のX線ラインセンサの検出タイミングを遅延させるタイミング遅延部(44)と、
前記被検査物を検査する高さとして所望する複数の注目高さ(hc1、hc2、hc3)を指定する設定操作部と、
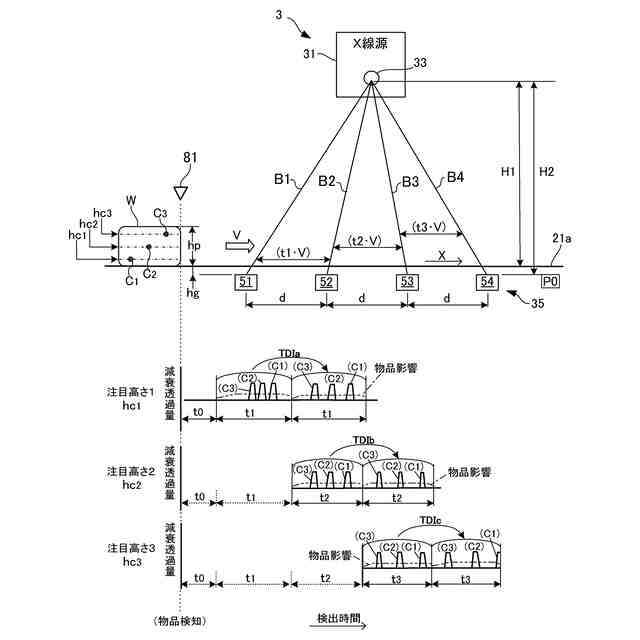
前記搬送方向に隣り合う少なくとも一対のX線ラインセンサ((51、52)、(52、53)または/および(53、54))の間の前記所定間隔(d)、前記設定操作部で指定された前記複数の注目高さ、前記複数のX線ラインセンサの検出面(P0)から前記X線発生器までのX線発生高さ(H2)、および、前記搬送部の搬送速度(V)に基づいて、前記タイミング遅延部での前記検出タイミングの遅延に用いる複数の遅延時間(t1、t2または/およびt3)を算出する遅延時間算出部(45)と、
前記搬送方向に隣り合う少なくとも一対のX線ラインセンサの検出信号を合成して前記被検査物に対応するX線画像のデータを出力する合成部(43a)と、
前記合成部が出力する各X線画像のデータに基づいて前記被検査物の良否を判定する良否判定部(48a)と、
前記良否判定部(48a)の判定結果が不良判定となったとき、該不良判定となった被検査物についての前記複数の遅延時間に対応する複数の検出タイミングの前記各X線画像のデータを比較して、不良発生箇所(C1、C2、C3)の高さを含む位置を判定する位置判定部(48b)と、を備えた物品検査装置。
続きを表示(約 630 文字)
【請求項2】
前記位置判定部は、前記複数の検出タイミングの前記各X線画像のデータと、前記複数の注目高さとに基づいて、前記不良発生箇所の高さを判定する高さ判定手段(48b)を有することを特徴とする請求項1に記載の物品検査装置。
【請求項3】
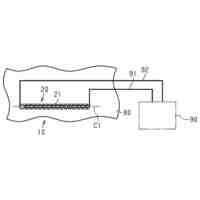
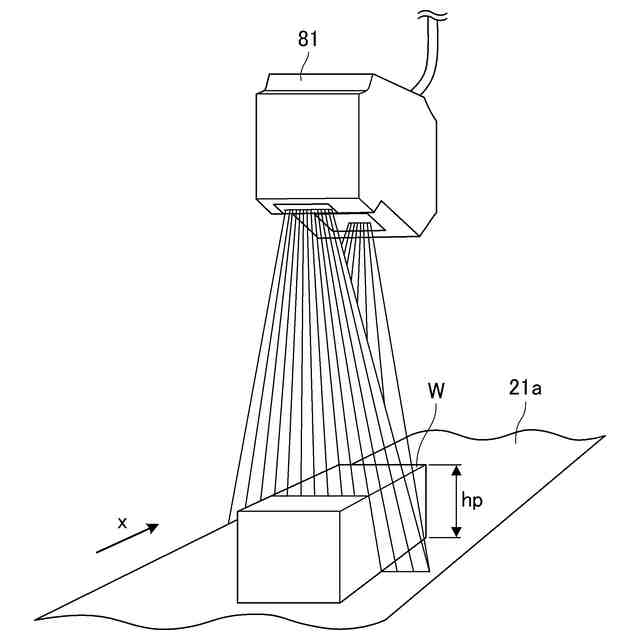
前記被検査物の高さを取得する被検査物高さ取得部(81)と、
前記位置判定部による位置判定結果と前記被検査物の高さ(hp)とに基づいて、前記不良判定となった被検査物についての前記不良発生箇所の高さ情報を、前記被検査物の高さに対する高さ比率、または、前記被検査物の高さと併記される前記搬送路上の高さとして出力する高さ情報出力部(48c)と、をさらに備えたことを特徴とする請求項1または2に記載の物品検査装置。
【請求項4】
前記高さ情報出力部は、前記位置判定部から前記不良発生箇所の高さを含む位置情報を取得して、前記不良判定となった被検査物に対する所定の後処理用の対象位置情報を出力することを特徴とする請求項3に記載の物品検査装置。
【請求項5】
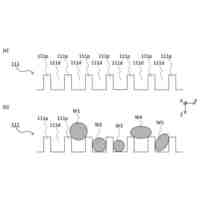
前記被検査物の良否を判定する良否判定部は、前記被検査物に異物(C11、C12、C13、C14)が混入しているか否かを判定し、
前記高さ情報出力部は、前記不良判定となった被検査物に混入している異物の混入位置情報を前記所定の後処理用の対象位置情報(Wxz)として出力することを特徴とする請求項4に記載の物品検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、物品検査装置に関し、特に搬送物品を透過したX線の線量分布に応じた画像データをラインセンサ型のX線検出器の周期的な検出動作により取得し、その画像データを基に被検査物品の品質状態を判定する物品検査装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
食品等の物品の品質状態、例えば混入異物の有無や欠品、内部の形状等を検査する物品検査装置においては、搬送中の物品にその物品を透過可能なX線を照射するとともに、搬送物品を透過したそのX線をラインセンサの周期的なスキャン動作(主走査)により検出して画像データを取得し、その画像データに対する所定の画像処理結果を基に被検査物品の品質状態を判定するものが知られている。
【0003】
また、X線検査方式の物品検査装置では、被検査物を透過した透過X線画像データに対し、人の目の感度に応じた階調濃度データへの対数変換処理、被検査物品の品質状態を判定するためにノイズを低減する画像フィルタ処理、異物らしさを強調し誤判定を防止するための画像フィルタ処理等を必要に応じて適用し、更にしきい値処理を適用して、混入異物の有無判定を行うといった検査処理がなされている。
【0004】
従来のこの種の物品検査装置としては、例えば同一のX線源からのX線を受ける複数のX線ラインセンサ(ここでは主走査方向に整列する検出素子列の意)を物品搬送方向に隣り合うよう並列に配置するとともに、上流側ラインセンサの検出タイミングを下流側ラインセンサの検出タイミングに一致させる遅延時間算出と、両ラインセンサの検出信号の合成処理とを実行することで、検査画像のノイズ低減およびS/N比向上を図って検査精度を高めたものが知られている(例えば、特許文献1参照)。
【0005】
さらに、物品搬送方向に所定間隔を隔てる第1~第3のX線ラインセンサを用いて、隣り合うラインセンサ間での遅延時間算出と合成処理を実行する一方で、それらX線ラインセンサの検出面からX線源までの高さと同検出面からの物品検査を所望する高さとを基に、その所望する高さに応じた遅延時間算出を行うことで、それらの遅延時間を基に検出タイミングを一致させ合成処理した所望高さの検査画像をも得るようにして、1回の検査で被検査物の複数の高さに対して精度良く検査可能にしたものが知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
特開2011-145253号公報
特許第646228号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、従来の物品検査装置にあっては、次のような問題があった。
【0008】
まず、前提として、従前のX線検査装置では、被検査物の内部を非破壊で検査可能できるものの、X線の直進性が高いことから、その透過画像からは被検査物の高さ方向(X線源とX線検出器を結ぶ光軸方向)における異物や欠陥の位置が不明であった。これを克服し3D出力可能にしたのがX線CT(computed tomography)であるが、検査時間に長時間を要するため、インライン検査には向かないものである。また、X線CTを簡略化した低ステップCT、あるいは、X線源およびX線検出センサを複数用いた多軸検査があるが、これらも同様に処理能力と価格の面で課題があった。
【0009】
このような従前の課題に対し、上述の従来例のようなX線検査方式の物品検査装置にあっては、複数のX線ラインセンサの検出面から異物検出等の物品検査を所望する高さに応じた遅延時間算出を行うことで、その遅延時間を基に検出タイミングを一致させ合成処理した所望高さの検査画像を得ることができ、1回の検査で被検査物の複数の高さについて精度の良い物品検査が可能となるという利点がある。
【0010】
しかしながら、そのような物品検査装置にあっても、異物が検出できれば、搬送路面方向(主・副走査方向)の位置情報を基に、異物を含む被検査物の排除やトリミングを行っていた。そのため、複数の高さについて精度の良い物品検査が得られても、どの高さに排除すべき異物が混入しているのか、被検査物の異物混入高さを特定できず、例えば作業者による不良部位の後処理(例えば骨等の異物の除去)作業、あるいは、不良発生源や発生工程の特定が容易でないという未解決の課題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
粒子分析装置
29日前
株式会社イシダ
計量装置
23日前
日本精機株式会社
表示装置
9日前
個人
準結晶の解析方法
15日前
日本精機株式会社
アセンブリ
15日前
株式会社エビス
水準器
8日前
株式会社豊田自動織機
自動走行体
14日前
個人
浸透探傷試験方法
4日前
株式会社不二越
塵埃噴射装置
3日前
日本碍子株式会社
ガスセンサ
8日前
株式会社東芝
センサ
3日前
トヨタ自動車株式会社
制御装置
4日前
トヨタ自動車株式会社
検査装置
23日前
日本特殊陶業株式会社
ガスセンサ
2日前
GEE株式会社
光学特性測定装置
14日前
日本特殊陶業株式会社
ガスセンサ
3日前
日本特殊陶業株式会社
ガスセンサ
15日前
株式会社不二越
X線測定装置
9日前
TDK株式会社
アレイセンサ
4日前
株式会社TISM
センサ部材
14日前
株式会社不二越
X線測定装置
9日前
東ソー株式会社
簡易型液体クロマトグラフ
25日前
TDK株式会社
計測装置
9日前
リバークル株式会社
荷重移動試験装置
23日前
株式会社小糸製作所
物体検知システム
15日前
大和製衡株式会社
表示システム
21日前
大和ハウス工業株式会社
引張装置
22日前
TDK株式会社
温度センサ
7日前
栗田工業株式会社
水処理システム
7日前
個人
簡易・迅速タンパク質検出装置および方法
4日前
エスペック株式会社
温度槽及び試験方法
10日前
Astemo株式会社
電子制御装置
11日前
株式会社 システムスクエア
X線検査装置
25日前
アンリツ株式会社
機器及びフィルタ
15日前
株式会社イシダ
X線検査装置
23日前
株式会社 システムスクエア
検査選別装置
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ