TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025080909
公報種別
公開特許公報(A)
公開日
2025-05-27
出願番号
2023194289
出願日
2023-11-15
発明の名称
超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法及び接着状況評価装置
出願人
ダイキン工業株式会社
,
三井化学株式会社
,
非破壊検査株式会社
代理人
個人
,
個人
主分類
G01N
29/265 20060101AFI20250520BHJP(測定;試験)
要約
【課題】 超音波検査が困難な接着部であっても精度よく接着部の接着状況を評価することが可能な超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法及び接着状況評価装置を提供すること。
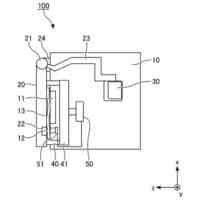
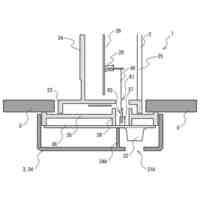
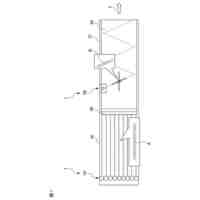
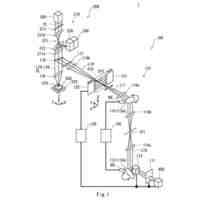
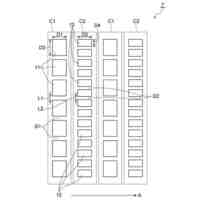
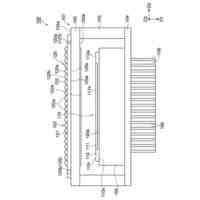
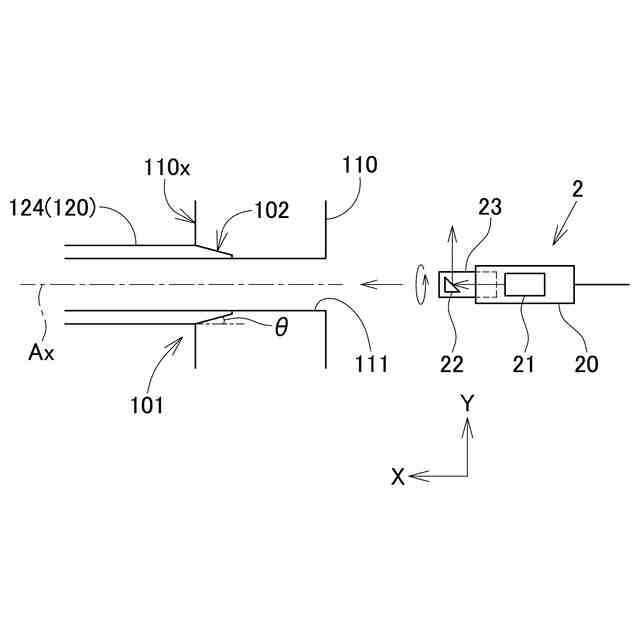
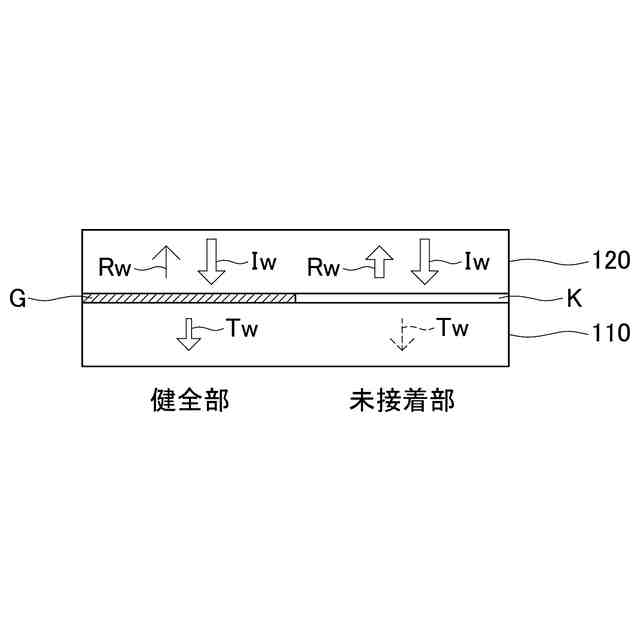
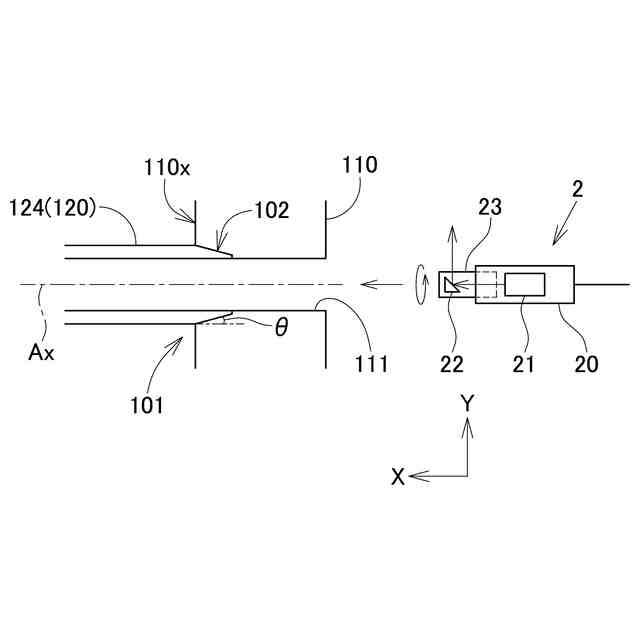
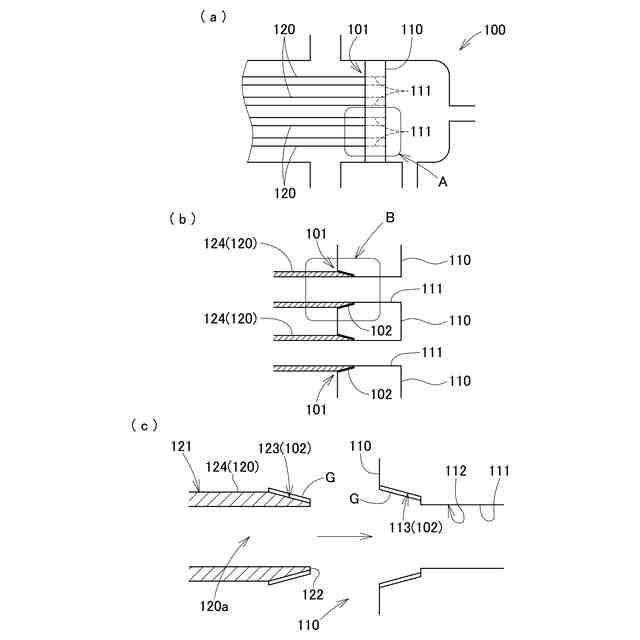
【解決手段】 熱交換チューブ120は、不浸透性黒鉛材よりなる。接着部101には、貫通孔111の内面及び熱交換チューブ120の外面によりテーパー部102が形成されてある。テーパー部102における熱交換チューブ120の外面のテーパー角度θは、3°以上8°以下である。超音波は、公称周波数が2.25MHz以上3MHz以下の低周波超音波である。テーパー部102に向けて熱交換チューブ120の内側から管軸方向Xに対し直交する方向Yへ低周波超音波を送信すると共に反射波を受信し、受信した反射波の反射信号に基づいて接着部101の接着状況を評価する。
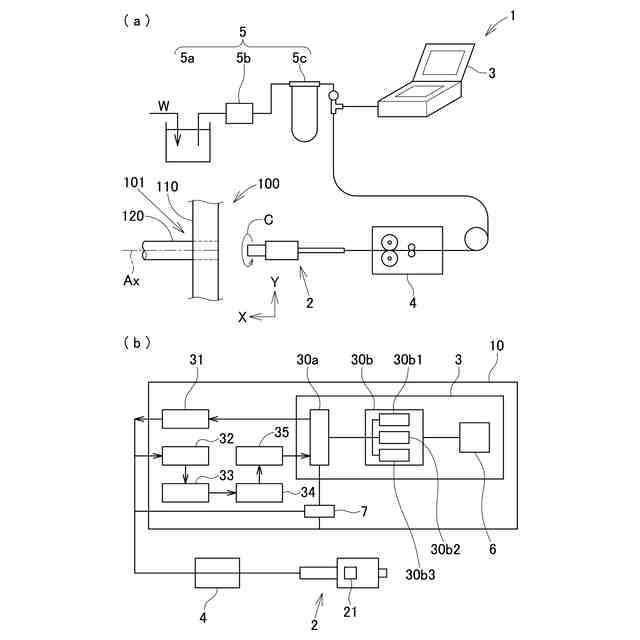
【選択図】 図3
特許請求の範囲
【請求項1】
熱交換器における管板に穿孔された貫通孔に固定される熱交換チューブの端部と前記貫通孔との接着部に向けて超音波プローブから超音波を送信すると共に反射波を受信し、受信した反射波の反射信号に基づいて前記接着部の接着状況を評価する超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法であって、
前記熱交換チューブは、不浸透性黒鉛材よりなり、
前記接着部には、前記貫通孔の内面及び前記熱交換チューブの外面によりテーパー部が形成されてあり、
前記テーパー部における前記熱交換チューブの外面のテーパー角度は、3°以上8°以下であり、
前記超音波は、公称周波数が2.25MHz以上3MHz以下の低周波超音波であり、
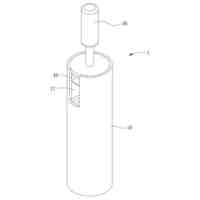
水浸させた前記熱交換チューブの内部に前記超音波プローブを挿入し、
前記テーパー部に向けて前記熱交換チューブの内側から管軸方向に対し直交する方向へ前記低周波超音波を送信すると共に反射波を受信し、
受信した反射波の反射信号に基づいて前記接着部の接着状況を評価する超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法。
続きを表示(約 1,500 文字)
【請求項2】
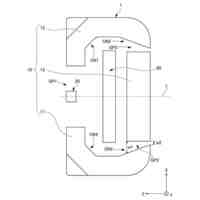
前記超音波プローブを前記熱交換チューブの管周方向及び前記管軸方向に沿って走査させて受信した前記反射信号に基づいてCスキャン画像を生成する請求項1記載の超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法。
【請求項3】
前記Cスキャン画像は、前記受信した反射波の反射信号の内、信号強度が所定値以上の信号のみを表示させたものである請求項2記載の超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法。
【請求項4】
前記超音波プローブを前記熱交換チューブの管周方向に沿って走査させて受信した前記反射信号に基づいてBスキャン画像を生成する請求項1記載の超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法。
【請求項5】
前記接着部の外部に位置する前記熱交換チューブの本体部の外面からの反射波の信号を基準信号とする請求項1~4のいずれかに記載の超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法。
【請求項6】
前記超音波プローブは、前記管板の外部から前記貫通孔に挿入する請求項1記載の超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法。
【請求項7】
前記貫通孔にはスリーブが設けられてあり、前記スリーブの端部の内面は、前記熱交換チューブの外面に対向して傾斜させてあり、前記スリーブの端部の内面及び前記熱交換チューブの外面により前記テーパー部が形成されてある請求項1記載の超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法。
【請求項8】
前記熱交換チューブの肉厚は、5mm以下である請求項1記載の超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法。
【請求項9】
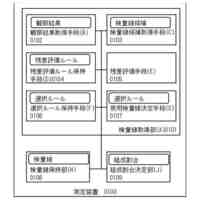
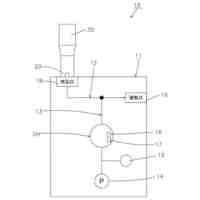
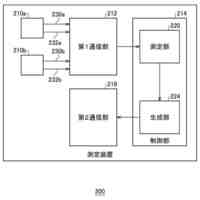
熱交換器における管板に穿孔された貫通孔に固定される熱交換チューブの端部と前記貫通孔との接着部に向けて超音波を送信すると共に反射波を受信する超音波プローブと、受信した反射波の反射信号を処理する信号処理装置とを備えた超音波を用いた不浸透性黒鉛の接着部の接着状況評価装置であって、
前記熱交換チューブは、不浸透性黒鉛材よりなり、
前記接着部には、前記貫通孔の内面及び前記熱交換チューブの外面によりテーパー部が形成されてあり、
前記テーパー部における前記熱交換チューブの外面のテーパー角度は、3°以上8°以下であり、
前記超音波は、公称周波数が2.25MHz以上3MHz以下の低周波超音波であり、
水浸させた前記熱交換チューブの内部に前記超音波プローブを挿入し移動させる移動手段をさらに有し、
前記超音波プローブは、前記テーパー部に向けて前記熱交換チューブの内側から管軸方向に対し直交する方向へ前記低周波超音波を送信すると共に反射波を受信し、
前記信号処理装置は、受信した反射波の反射信号に基づいて前記接着部の接着状況を評価する超音波を用いた不浸透性黒鉛の接着部の接着状況評価装置。
【請求項10】
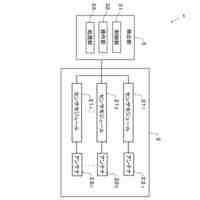
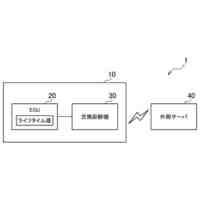
前記超音波プローブは、前記熱交換チューブの管周方向に沿って回転させる回転手段を有し、前記移動手段及び前記回転手段は、前記超音波プローブを前記管周方向及び前記管軸方向に沿って走査させ、前記信号処理装置は、前記管周方向及び前記管軸方向に沿って走査して受信した前記反射信号に基づいてCスキャン画像を生成するCスキャン画像生成部を有する請求項9記載の超音波を用いた不浸透性黒鉛の接着部の接着状況評価装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法及び接着状況評価装置に関する。さらに詳しくは、熱交換器における管板に穿孔された貫通孔に固定される熱交換チューブの端部と前記貫通孔との接着部に向けて超音波プローブから超音波を送信すると共に反射波を受信し、受信した反射波の反射信号に基づいて前記接着部の接着状況を評価する超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法及び接着状況評価装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来より、熱交換器の伝熱管(チューブ)に関して、例えば特許文献1,2に記載の如く、水浸超音波法により管内部のプローブから超音波を送受信し管肉厚や割れの検査を行う手法が知られている。しかし、これら手法は、伝熱管自体の減肉や割れを検出するものであり、熱交換器の管板と伝熱管との接続部分におけるこれら部材の接着状況を検査・評価するものではない。
【0003】
また、この接続部分(接着部)は、その形状がテーパー状であったり、伝熱管が超音波を伝播しにくい減衰材質である場合がある。そのため、上述の手法を適用したとしても、接着状況を検査・評価するのに必要な反射波を得られない可能性があり、通常の超音波検査では接着状況を評価することが困難である。
【先行技術文献】
【特許文献】
【0004】
特開2017-3344号公報
国際公開第WO2012/124731号
【発明の概要】
【発明が解決しようとする課題】
【0005】
かかる従来の実情に鑑みて、本発明は、超音波検査が困難な接着部であっても精度よく接着部の接着状況を評価することが可能な超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法及び接着状況評価装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明に係る超音波を用いた不浸透性黒鉛の接着部の接着状況評価方法の特徴は、熱交換器における管板に穿孔された貫通孔に固定される熱交換チューブの端部と前記貫通孔との接着部に向けて超音波プローブから超音波を送信すると共に反射波を受信し、受信した反射波の反射信号に基づいて前記接着部の接着状況を評価する方法において、前記熱交換チューブは、不浸透性黒鉛材よりなり、前記接着部には、前記貫通孔の内面及び前記熱交換チューブの外面によりテーパー部が形成されてあり、前記テーパー部における前記熱交換チューブの外面のテーパー角度は、3°以上8°以下であり、前記超音波は、公称周波数が2.25MHz以上3MHz以下の低周波超音波であり、水浸させた前記熱交換チューブの内部に前記超音波プローブを挿入し、前記テーパー部に向けて前記熱交換チューブの内側から管軸方向に対し直交する方向へ前記低周波超音波を送信すると共に反射波を受信し、受信した反射波の反射信号に基づいて前記接着部の接着状況を評価することにある。
【0007】
ここで、本発明の検査対象は、熱交換器における管板に穿孔された貫通孔に固定される熱交換チューブの端部と前記貫通孔との接着部である。そして、前記熱交換チューブは、不浸透性黒鉛材よりなり、前記接着部には、前記貫通孔の内面及び前記熱交換チューブの外面によりテーパー部が形成されている。そのため、管内部から超音波を送信すると、テーパー部(面)で超音波が反射、散乱するため検査に必要な反射波を得られない場合がある。しかも、不浸透性黒鉛材は超音波を伝播しにくい減衰材料であるため、そもそも受信可能な反射波が少ない(弱い)。
【0008】
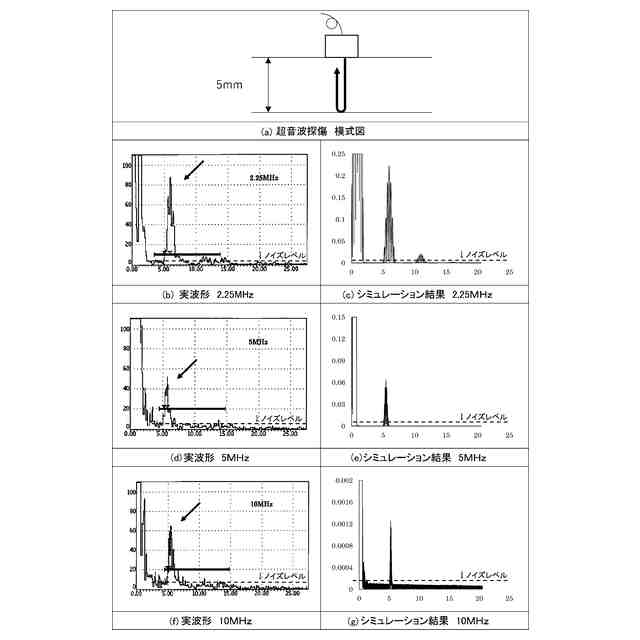
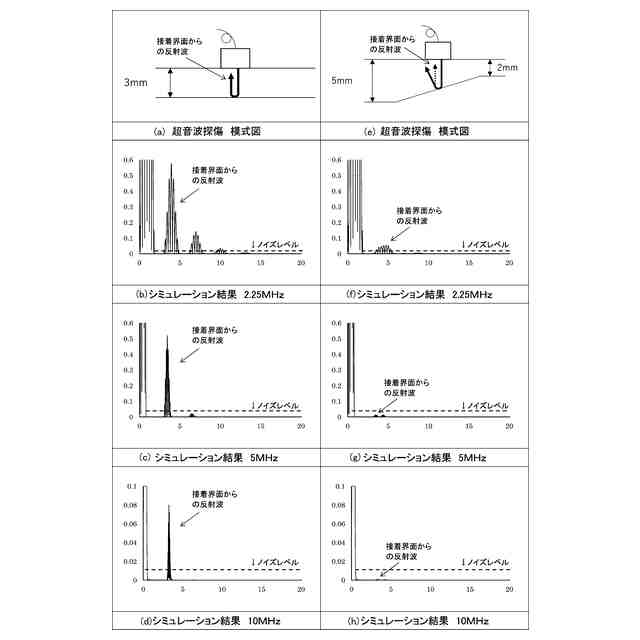
上記構成によれば、前記テーパー部における熱交換チューブの外面のテーパー角度は、3°以上8°以下であり、前記超音波は、公称周波数が2.25MHz以上3MHz以下の低周波超音波である。発明者らの実験によれば、このテーパー角度及び公称周波数の範囲内であれば、上述の如き超音波検査が困難な接着部において、接着部の接着状況の評価が可能であることを見い出した。よって、水浸させた前記熱交換チューブの内部に前記超音波プローブを挿入し、前記テーパー部に向けて前記熱交換チューブの内側から管軸方向に対し直交する方向へ前記低周波超音波を送信すると共に反射波を受信することで、受信した反射波の反射信号に基づいて前記接着部の接着状況を精度良く評価することができる。
【0009】
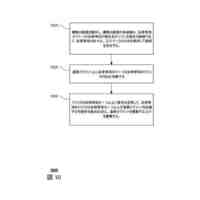
上記構成において、前記超音波プローブを前記熱交換チューブの管周方向及び前記管軸方向に沿って走査させて受信した前記反射信号に基づいてCスキャン画像を生成するとよい。これにより、接着部の全体の接着状況を容易に把握することができる。
【0010】
さらに、係る構成において、前記Cスキャン画像は、前記受信した反射波の反射信号の内、信号強度が所定値以上の信号のみを表示させたものであるとよい。接着が十分でない部分(接着不良部)からの反射信号のみが表示されるので、接着状況がより判別しやすく検査精度も向上する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
表示装置
6日前
株式会社チノー
測定装置
13日前
有限会社原製作所
検出回路
4日前
日本無線株式会社
レーダ装置
5日前
株式会社リコー
光学機器
4日前
日本精機株式会社
二酸化炭素濃度測定器
11日前
大和製衡株式会社
組合せ計量装置
6日前
株式会社チノー
検量線の取得方法
13日前
学校法人 中央大学
管内径推定装置
17日前
キヤノン株式会社
光学装置
10日前
株式会社村田製作所
厚み測定装置
13日前
本田技研工業株式会社
車載検出器
13日前
NISSHA株式会社
ガス検出器
9日前
スズキ株式会社
ECU交換診断システム
10日前
株式会社アイシン
電流センサ
10日前
トヨタ自動車株式会社
鋳巣の強度評価方法
17日前
株式会社イシダ
X線検査装置
3日前
株式会社北斗測量設計社
測量用ポール座標軸設置台
13日前
レーザーテック株式会社
検査装置及び検査方法
13日前
金井重要工業株式会社
粘度測定具及びスプーン
9日前
個人
透過電子顕微鏡用リボン状連続超薄切片回収治具
6日前
株式会社デンソーウェーブ
三次元計測装置
9日前
シンフォニアテクノロジー株式会社
回転試験装置
9日前
株式会社イシダ
X線検査装置
9日前
光大科技股分有限公司
検体採取装置
5日前
株式会社ザイエンス
呈色方法
4日前
ウェイモ エルエルシー
自律車両の経路変動
4日前
株式会社JVCケンウッド
車両および制御システム
9日前
愛三工業株式会社
分析試料
9日前
本田技研工業株式会社
電池劣化推定装置
9日前
個人
走査型プローブ顕微鏡システム及び検出対象の検出方法
2日前
未来工業株式会社
ゲージ及び配線ボックス装置
3日前
パナソニックIPマネジメント株式会社
制御システム
18日前
本田技研工業株式会社
光信号切替えモジュール
13日前
浜松ホトニクス株式会社
電子管及び分光器
5日前
浜松ホトニクス株式会社
試料支持体
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ