TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025083183
公報種別
公開特許公報(A)
公開日
2025-05-30
出願番号
2023196942
出願日
2023-11-20
発明の名称
テープマウンタ
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/683 20060101AFI20250523BHJP(基本的電気素子)
要約
【課題】被固定物をテープの特定の位置に精密に固定する。
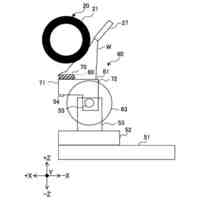
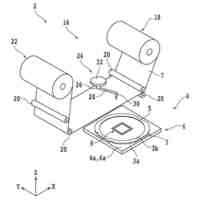
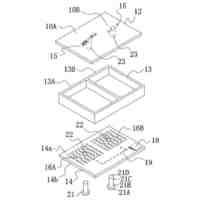
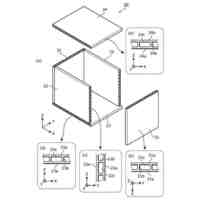
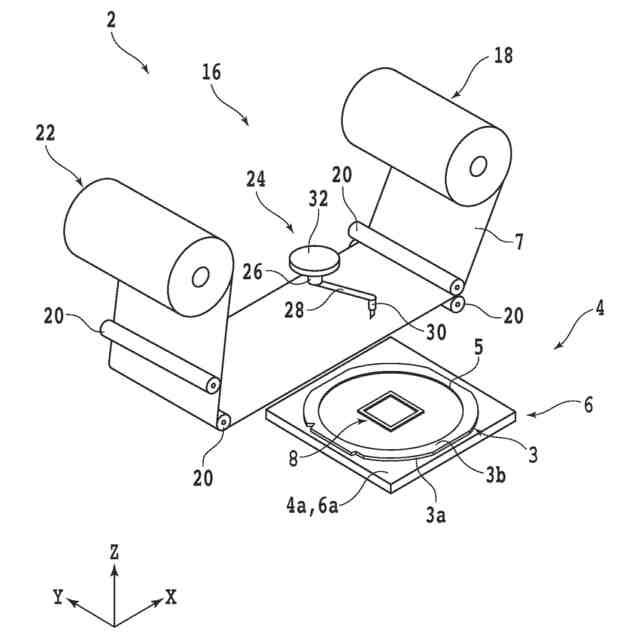
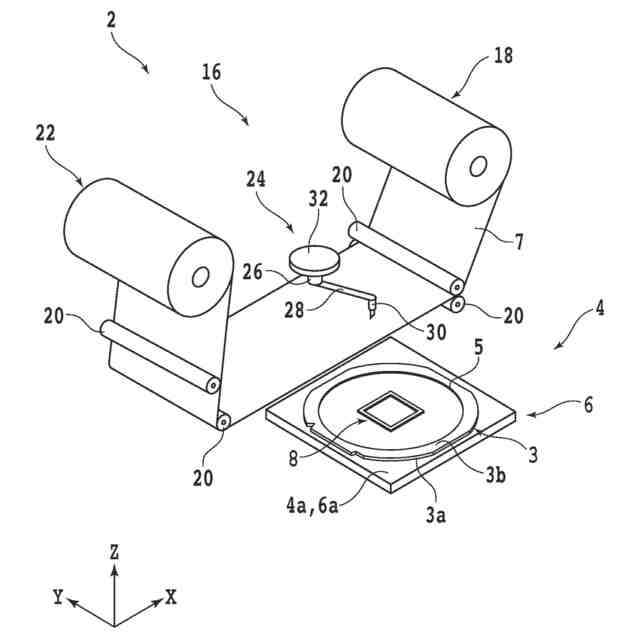
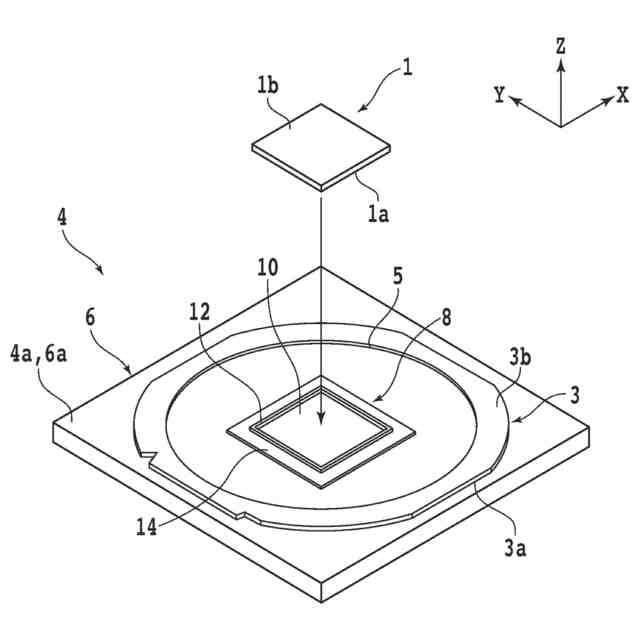
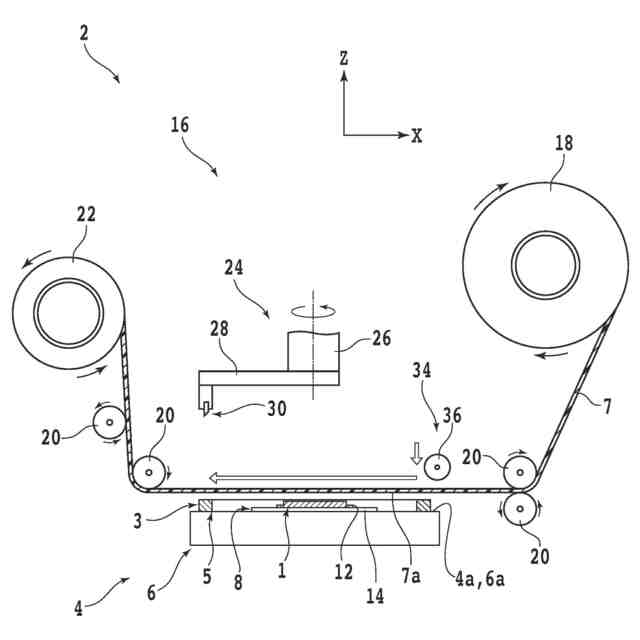
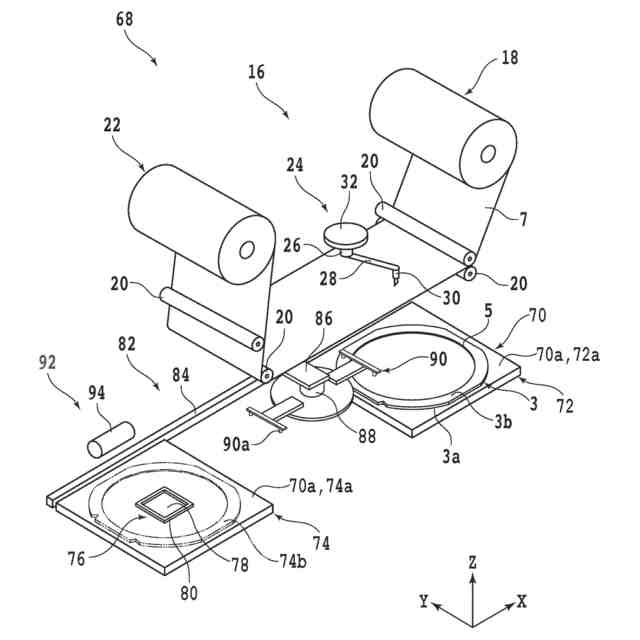
【解決手段】被固定物をリングフレームにテープを介して固定するテープマウンタであって、該リングフレームと、該被固定物と、を上面に載置可能な保持部と、該テープの固定面を該保持部に対面させた状態で該テープを供給するテープ供給部と、該テープを押圧して該リングフレームと、該リングフレームの開口に位置づけられた該被固定物と、に固定するローラー機構と、を備え、該保持部は、該保持部に載置された該リングフレームの該開口の内側の所定位置に該被固定物を位置決め可能な位置決め部を有する。好ましくは、該位置決め部は、該保持部の該上面に形成されており、該被固定物の被固定面が該保持部の該上面から突き出た状態で該被固定物を固定できる構造体を含む。
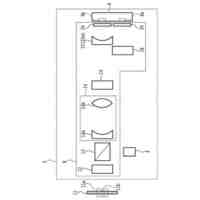
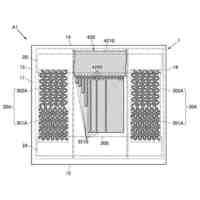
【選択図】図1
特許請求の範囲
【請求項1】
被固定物をリングフレームにテープを介して固定するテープマウンタであって、
該リングフレームと、該被固定物と、を上面に載置可能な保持部と、
該テープの固定面を該保持部に対面させた状態で該テープを供給するテープ供給部と、
該テープを押圧して該リングフレームと、該リングフレームの開口に位置づけられた該被固定物と、に固定するローラー機構と、を備え、
該保持部は、該保持部に載置された該リングフレームの該開口の内側の所定位置に該被固定物を位置決め可能な位置決め部を有することを特徴とするテープマウンタ。
続きを表示(約 990 文字)
【請求項2】
該位置決め部は、該保持部の該上面に形成されており、該被固定物の被固定面が該保持部の該上面から突き出た状態で該被固定物を固定できる構造体を含むことを特徴とする請求項1に記載のテープマウンタ。
【請求項3】
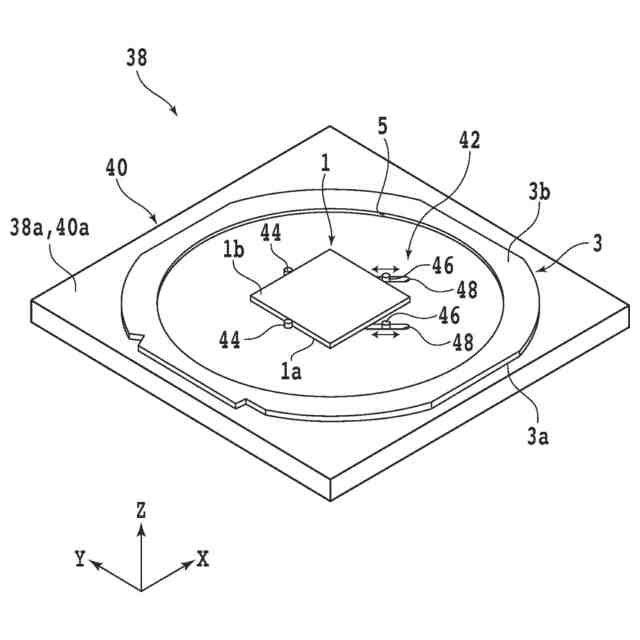
該位置決め部の該構造体は、該保持部の該上面に形成された位置決めピンであることを特徴とする請求項2に記載のテープマウンタ。
【請求項4】
該位置決め部は、該位置決めピンを該保持部の該上面に沿った方向に移動させる移動機構を含むことを特徴とする請求項3に記載のテープマウンタ。
【請求項5】
該位置決め部の該構造体は、該保持部の該上面に形成された凹部であることを特徴とする請求項2に記載のテープマウンタ。
【請求項6】
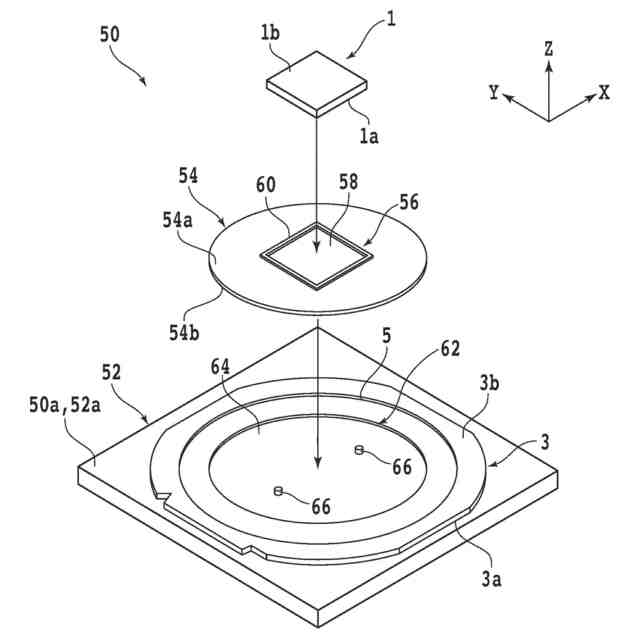
該位置決め部の該構造体は、該保持部の該上面に着脱可能に載置される治具プレートを固定可能な治具固定部であり、
該治具プレートは、該被固定物の該被固定面が上方に突き出た状態で該被固定物を保持でき、
該位置決め部は、該被固定物を保持する該治具プレートを該治具固定部に固定することで該保持部に載置された該リングフレームの該開口の内側の該所定位置に該被固定物を位置決め可能であることを特徴とする請求項2に記載のテープマウンタ。
【請求項7】
該被固定物は、ドレス部材であることを特徴とする請求項1から請求項6のいずれかに記載のテープマウンタ。
【請求項8】
該保持部は、
該リングフレームに対する該テープの固定によりフレームユニットの形成が実施される第1ステージと、
該フレームユニットに含まれる該テープへの該被固定物の固定が実施される第2ステージと、を有し、
該ローラー機構は、
該テープを該第1ステージに載置された該リングフレームに押圧する第1ローラーと、
該フレームユニットの該テープを予め該第2ステージに載置された該被固定物に押圧する第2ローラーと、を有し、
該位置決め部は、該保持部の該第2ステージに設けられており、
該第1ステージから該第2ステージに該フレームユニットを搬送する搬送機構をさらに備えることを特徴とする請求項1から請求項6のいずれかに記載のテープマウンタ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウエーハとリングフレームをテープで一体化するテープマウンタに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
携帯電話やパソコン等の電子機器に使用されるデバイスチップの製造工程では、まず、半導体等の材料からなるウエーハの表面に互いに交差する複数の分割予定ライン(ストリート)を設定する。そして、分割予定ラインで区画される各領域にIC(Integrated Circuit)、LSI(Large-scale Integration)等のデバイスを形成する。その後、ウエーハを分割予定ラインに沿って分割すると、個々のデバイスチップが形成される。ウエーハの分割は、例えば、円環状の切削ブレードを備える切削装置で実施される。
【0003】
ウエーハが切削装置に搬入される前に、ウエーハよりも径の大きい粘着性を有するテープがウエーハの裏面に貼付される。このテープは、ダイシングテープと呼ばれる。テープの外周部には、ウエーハを収容できる大きさの開口部を有するリングフレームが貼付される。こうして、ウエーハと、テープと、リングフレームと、を一体化すると、ウエーハの取り扱いが容易となる。ウエーハは、公知のテープマウンタによりテープ及びリングフレームと一体化される(特許文献1参照)。
【0004】
ところで、切削装置で複数のウエーハを次々に切削していると、切削ブレードに目潰れと呼ばれる変化が生じ、切削ブレードの切削能力が徐々に低下する。そこで、切削装置では、定期的に目立てと呼ばれる工程が実施される。
【0005】
目立ての工程では、ドレッシングボードと呼ばれるドレス部材を切削ブレードで切削することで切削ブレードの切刃を消耗させる。目立てを実施して切削ブレードの切刃を消耗させると、切刃の未使用部分が表出するとともに切刃の状態が整えられ、切削ブレードの切削能力が回復する。なお、切削装置におけるドレス部材の取り扱いを容易にするために、ドレス部材はウエーハと同様にテープ及びリングフレームと一体化される(特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
特開2008-153449号公報
特開2007-203429号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、ドレス部材の形状はウエーハの形状と異なるため、従来のテープマウンタでは、ドレス部材の自動搬送ができずテープにドレス部材を貼り付けられなかった。そのため、ドレス部材をテープに貼り付ける作業は作業員の手作業で実施されていた。ところが、リングフレームの開口中に露出するテープに手作業でドレス部材を貼り付ける場合、リングフレームの開口中におけるドレス部材の固定位置に大きなばらつきが生じていた。
【0008】
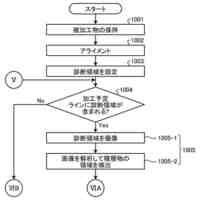
切削装置では、ウエーハやドレス部材等のテープに貼り付けられた被固定物(被加工物)が搬入されたとき、被固定物の位置を特定して加工位置を決定するアライメントが実施される。しかしながら、手作業でテープに貼り付けられた被固定物は位置のばらつきが大きいため、アライメント作業では比較的広い範囲から被固定物を探索して位置を特定しなければならなかった。そのため、アライメント作業に無視できない時間がかかるとの問題が生じていた。
【0009】
本発明はかかる問題点に鑑みてなされたものであり、その目的とするところは、被固定物をテープの特定の位置に精密に固定できるテープマウンタを提供することである。
【課題を解決するための手段】
【0010】
本発明の一態様によれば、被固定物をリングフレームにテープを介して固定するテープマウンタであって、該リングフレームと、該被固定物と、を上面に載置可能な保持部と、該テープの固定面を該保持部に対面させた状態で該テープを供給するテープ供給部と、該テープを押圧して該リングフレームと、該リングフレームの開口に位置づけられた該被固定物と、に固定するローラー機構と、を備え、該保持部は、該保持部に載置された該リングフレームの該開口の内側の所定位置に該被固定物を位置決め可能な位置決め部を有することを特徴とするテープマウンタが提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工方法
5日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
保管システム
6日前
株式会社ディスコ
テープマウンタ
9日前
株式会社ディスコ
レベル調整装置
5日前
株式会社ディスコ
ウェーハ洗浄装置
5日前
株式会社ディスコ
ウエーハの加工方法
6日前
株式会社ディスコ
被加工物の撮像方法
2日前
株式会社ディスコ
カメラ及び加工装置
2日前
株式会社ディスコ
加工対象物の加工方法
5日前
株式会社ディスコ
加工方法及び加工装置
5日前
株式会社ディスコ
研削装置及び研削方法
11日前
株式会社ディスコ
切削ブレードのドレス方法
2日前
株式会社ディスコ
洗浄方法及びスピンナ洗浄装置
3日前
株式会社ディスコ
加工装置及び被加工物の加工方法
5日前
株式会社ディスコ
研削工具及び研削工具の製造方法
5日前
APB株式会社
二次電池
24日前
甲神電機株式会社
変流器
1か月前
株式会社東光高岳
変圧器
17日前
株式会社東光高岳
変圧器
17日前
株式会社電知
組電池の製造方法
3日前
ローム株式会社
チップ部品
20日前
ローム株式会社
半導体装置
26日前
株式会社コロナ
タッチ式操作装置
6日前
オムロン株式会社
電磁継電器
1か月前
オムロン株式会社
電磁継電器
1か月前
太陽誘電株式会社
全固体電池
25日前
株式会社GSユアサ
蓄電装置
3日前
株式会社GSユアサ
蓄電装置
1か月前
トヨタ自動車株式会社
二次電池
25日前
日本特殊陶業株式会社
保持装置
1か月前
トヨタ自動車株式会社
集合導線
26日前
CKD株式会社
倣い装置
13日前
トヨタ自動車株式会社
二次電池
9日前
株式会社ダイヘン
搬送装置
9日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ