TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025084065
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2024174826
出願日
2024-10-04
発明の名称
樹脂発泡体および発泡部材
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
C08J
9/04 20060101AFI20250526BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】二酸化炭素排出量低減に寄与し得、かつ、打抜き加工性に優れた樹脂発泡体を提供すること。
【解決手段】本発明の実施形態による樹脂発泡体は、気泡構造を有する樹脂発泡体であって、再生樹脂を含み、該樹脂発泡体における再生樹脂比率が0.2以上であり、下記式(1)を満たし、
見かけ密度(g/cm
3
)<0.046×再生樹脂比率+0.0121 ・・・(1)
該樹脂発泡体に1000g/cm2の荷重を加えた状態で120秒間維持した後の厚み回復率が、80%以上である。
【選択図】図1
特許請求の範囲
【請求項1】
気泡構造を有する樹脂発泡体であって、
再生樹脂を含み、
該樹脂発泡体における再生樹脂比率が0.2以上であり、
下記式(1)を満たし、
見かけ密度(g/cm
3
)<0.046×再生樹脂比率+0.0121 ・・・(1)
該樹脂発泡体に1000g/cm
2
の荷重を加えた状態で120秒間維持した後の厚み回復率が、80%以上である、
樹脂発泡体。
続きを表示(約 560 文字)
【請求項2】
前記樹脂発泡体の50%圧縮荷重が、40N/cm
2
以下である、請求項1に記載の樹脂発泡体。
【請求項3】
前記樹脂発泡体の25%圧縮荷重が、25N/cm
2
以下である、請求項1に記載の樹脂発泡体。
【請求項4】
平均気泡径が、200μm以下である、請求項1に記載の樹脂発泡体。
【請求項5】
気泡のアスペクト比が、4以下である、請求項1に記載の樹脂発泡体。
【請求項6】
気泡径の変動係数が、0.6以下である、請求項1に記載の樹脂発泡体。
【請求項7】
見かけ密度が、0.4g/cm
3
以下である、請求項1に記載の樹脂発泡体。
【請求項8】
前記再生樹脂として、ポリオレフィンを含む、請求項1に記載の樹脂発泡体。
【請求項9】
前記再生樹脂としてのポリオレフィンの温度230℃におけるメルトフローレート(MFR)が、10g/10分未満である、請求項8に記載の樹脂発泡体。
【請求項10】
前記再生樹脂としてのポリオレフィンの溶融張力が、10cN以上である、請求項8に記載の樹脂発泡体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂発泡体および発泡部材に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
電子機器の画面保護、基板の保護、電子部品の保護等のため、クッション材として発泡体が多用されている。近年、電子機器の薄型化の傾向に応じて、クッション材が配置される部分のクリアランスを狭くすることが求められている。さらに、電子機器の小型化、多機能化等に伴い、使用される電子部品も小型化する傾向にあり、より小さなクッション材(発泡体)が求められることがある。
【0003】
通常、所望の形状の発泡体を得る際には、発泡原反を打抜き加工することが行われる。打ち抜き加工では、金型を用いて発泡体に高い圧力を加えることで、所望の形状を有する発泡体を得る。従来の発泡体では、打ち抜き加工を行うことで減じた厚みが、当該加工後に十分復元せずに、その結果、厚み変化が生じることがある。このような現象は、クリアランスの狭い箇所へ適用される発泡体を製造する上で特に問題となる。
【0004】
また、環境配慮の要望が高まる昨今、上記クッション材(発泡部材)についても、二酸化炭素排出量の低減が求められている。その手段として、材料樹脂として再生樹脂を用いることが挙げられるが(例えば、特許文献3)、十分量の再生樹脂を含み、かつ、高発泡に構成された樹脂発泡体を得ることは困難であり、上記のような打ち抜き加工を行う上での問題が生じる。
【先行技術文献】
【特許文献】
【0005】
特開2017-186504号公報
特開2015-034299号公報
特開2006-225571号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の課題は、二酸化炭素排出量低減に寄与し得、かつ、打抜き加工性に優れた樹脂発泡体を提供することにある。
【課題を解決するための手段】
【0007】
[1]本発明の実施形態による樹脂発泡体は、気泡構造を有する樹脂発泡体であって、再生樹脂を含み、該樹脂発泡体における再生樹脂比率が0.2以上であり、下記式(1)を満たし、
見かけ密度(g/cm
3
)<0.046×再生樹脂比率+0.0121 ・・・(1)
該樹脂発泡体に1000g/cm
2
の荷重を加えた状態で120秒間維持した後の厚み回復率が、80%以上である。
[2]上記[1]に記載の樹脂発泡体は、上記樹脂発泡体の50%圧縮荷重が、40N/cm
2
以下であってもよい。
[3]上記[1]または[2]に記載の樹脂発泡体は、上記樹脂発泡体の25%圧縮荷重が、25N/cm
2
以下であってもよい。
[4]上記[1]から[3]のいずれかに記載の樹脂発泡体は、平均気泡径が、200μm以下であってもよい。
[5]上記[1]から[4]のいずれかに記載の樹脂発泡体は、気泡のアスペクト比が、4以下であってもよい。
[6]上記[1]から[5]のいずれかに記載の樹脂発泡体は、気泡径の変動係数が、0.6以下であってもよい。
[7]上記[1]から[6]のいずれかに記載の樹脂発泡体は、見かけ密度が、0.4g/cm
3
以下であってもよい。
[8]上記[1]から[7]のいずれかに記載の樹脂発泡体において、上記再生樹脂が、ポリオレフィンであってもよい。
[9]上記[8]に記載の樹脂発泡体において、上記再生樹脂としてのポリオレフィンの温度230℃におけるメルトフローレート(MFR)が、10g/10分未満であってもよい。
[10]上記[8]または[9]に記載の樹脂発泡体において、上記再生樹脂としてのポリオレフィンの溶融張力が、10cN以上であってもよい。
[11]上記[8]から[10]のいずれかに記載の樹脂発泡体において、上記再生樹脂としてのポリオレフィンの融点+20℃におけるダイスウェル比が、1.5以下であってもよい。
[12]上記[8]から[11]のいずれかに記載の樹脂発泡体において、上記ポリオレフィンが、ポリエチレンまたはポリプロピレンであってもよい。
[13]上記[8]から[12]のいずれかに記載の樹脂発泡体において、上記ポリオレフィンが、ポリオレフィン系エラストマー以外のポリオレフィンとポリオレフィン系エラストマーの混合物であってもよい。
[14]上記[1]から[13]のいずれかに記載の樹脂発泡体において、上記樹脂発泡体を形成する樹脂組成物の融点+20℃におけるダイスウェル比が1.5以下であってもよい。
[15]上記[1]から[14]のいずれかに記載の樹脂発泡体は、片面または両面に、熱溶融層を有していてもよい。
[16]本発明の実施形態により発泡部材は、樹脂発泡層と、該樹脂発泡層の少なくとも一方の側に配置された粘着剤層を有し、該樹脂発泡層が、[1]から[15]のいずれかに記載の樹脂発泡体である。
【発明の効果】
【0008】
本発明によれば、二酸化炭素排出量低減に寄与し得、かつ、打抜き加工性に優れた樹脂発泡体を提供することができる。
【図面の簡単な説明】
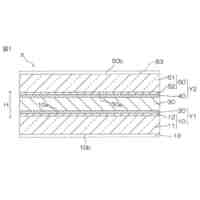
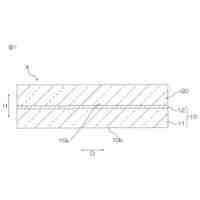
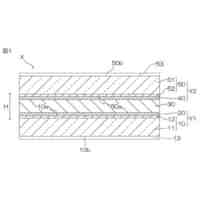
【0009】
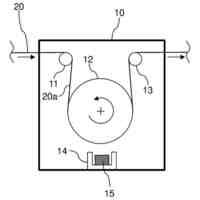
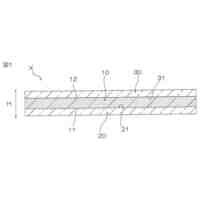
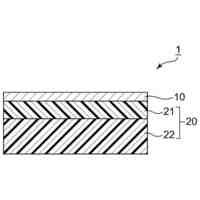
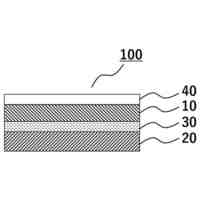
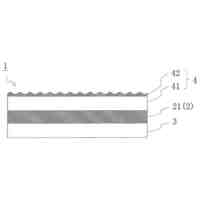
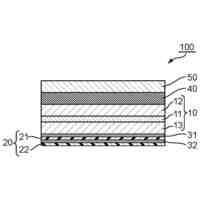
本発明の1つの実施形態による発泡部材の概略断面図である。
【発明を実施するための形態】
【0010】
A.樹脂発泡体
本発明の実施形態による樹脂発泡体は、再生樹脂を含み、当該樹脂発泡体における再生樹脂比率が0.2以上である。また、上記樹脂発泡体は、下記式(1)を満たす。
見かけ密度(g/cm
3
)<0.046×再生樹脂比率+0.0121 ・・・(1)
さらに、上記樹脂発泡体に1000g/cm
2
の荷重を加えた状態で120秒間維持した後の厚み回復率(以下、瞬間回復率ともいう)は、80%以上である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
分離膜
28日前
日東電工株式会社
配線回路基板
5日前
日東電工株式会社
配線回路基板
5日前
日東電工株式会社
調光フィルム
1か月前
日東電工株式会社
積層フィルム
29日前
日東電工株式会社
調光フィルム
1か月前
日東電工株式会社
積層光学フィルム
29日前
日東電工株式会社
積層光学フィルム
29日前
日東電工株式会社
炭酸塩生成システム
8日前
日東電工株式会社
積層フィルムの製造方法
今日
日東電工株式会社
延伸フィルムの製造方法
28日前
日東電工株式会社
積層フィルムの製造方法
今日
日東電工株式会社
防汚フィルムの製造方法
1か月前
日東電工株式会社
プラスチック光ファイバー
12日前
日東電工株式会社
OLED表示装置用粘着フィルム
28日前
日東電工株式会社
OLED表示装置用粘着フィルム
28日前
日東電工株式会社
OLED表示装置用粘着フィルム
28日前
日東電工株式会社
OLED表示装置用粘着フィルム
28日前
日東電工株式会社
コネクタおよびコネクタユニット
1か月前
日東電工株式会社
はく離ライナー付き光学粘着シート
8日前
日東電工株式会社
電気剥離型粘着シート、及び接合体
28日前
日東電工株式会社
電気剥離型粘着シート、及び接合体
28日前
日東電工株式会社
印刷フィルムの製造方法及びその製造装置
1か月前
株式会社ニトムズ
皮膚貼付用粘着シート
27日前
日東電工株式会社
カバーフィルム付2次電池用ガス吸着シート
7日前
日東電工株式会社
積層フィルム、光学部材、及び画像表示装置
1か月前
日東電工株式会社
粘着剤層付き偏光フィルムおよび光学デバイス
28日前
日東電工株式会社
光半導体素子封止用シートおよび光半導体装置
12日前
日東電工株式会社
増粘液の調製方法及び光学フィルムの製造方法
7日前
日東電工株式会社
光半導体素子封止用シートおよび光半導体装置
12日前
日東電工株式会社
光半導体素子封止用シートおよび光半導体装置
12日前
日東電工株式会社
金属コア基板、および、金属コア基板の製造方法
1か月前
日東電工株式会社
配線回路基板、および、配線回路基板の製造方法
1か月前
日東電工株式会社
光学積層体および該光学積層体を用いた画像表示装置
7日前
日東電工株式会社
光学積層体および該光学積層体を用いた画像表示装置
1か月前
日東電工株式会社
管理システム、管理装置、管理方法、管理プログラム
13日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ