TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025090451
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2023205673
出願日
2023-12-05
発明の名称
ローラ軸受け診断方法、ローラ軸受け診断プログラム、記録媒体および情報処理装置
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
,
個人
,
個人
主分類
B65G
43/02 20060101AFI20250610BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】本開示は、ローラの異常となり得るローラ軸受の異常を容易に検知することができ、かつ異常の程度を判断できるローラ軸受け診断方法を提供することを目的とする。
【解決手段】本開示の一態様に係るベルトコンベアのローラ軸受け診断方法は、稼働中のベルトコンベアからの放射音を測定する工程と、上記測定する工程によって測定した放射音について、エネルギの変動を表す指標および音の鋭さを表す指標の少なくとも1つの値を算出する工程と、上記算出する工程で算出した値に基づき、軸受けの異常を判定する工程とを備えている。
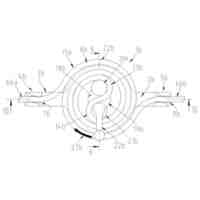
【選択図】図1
特許請求の範囲
【請求項1】
稼働中のベルトコンベアからの放射音を測定する工程と、
上記測定する工程によって測定した放射音について、エネルギの変動を表す指標および音の鋭さを表す指標の少なくとも1つの値を算出する工程と、
上記算出する工程で算出した値に基づき、軸受けの異常を判定する工程と
を備えているベルトコンベアのローラ軸受け診断方法。
続きを表示(約 500 文字)
【請求項2】
上記エネルギの変動を表す指標が、衝撃性、変動強度およびラフネスの少なくとも1つである請求項1に記載されたローラ軸受け診断方法。
【請求項3】
上記音の鋭さを表す指標が、シャープネスである請求項1に記載されたローラ軸受け診断方法。
【請求項4】
上記測定する工程で、ベルトコンベアのベルトが走行する方向と平行にマイクを移動させて上記放射音を測定する請求項1から請求項3のいずれか1項に記載されたローラ軸受け診断方法。
【請求項5】
稼働中のベルトコンベアからの放射音を測定したデータについてエネルギの変動を表す指標および音の鋭さを表す指標の少なくとも1つの値を算出する要素と、
上記算出した要素に基づいて軸受けの異常を判定する要素と
を情報処理装置に実行させるベルトコンベアのローラ軸受け診断プログラム。
【請求項6】
請求項5に記載されたローラ軸受け診断プログラムが記録されている記録媒体。
【請求項7】
請求項6に記載された記録媒体が内蔵または外部接続されている情報処理装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ローラ軸受け診断方法、ローラ軸受け診断プログラム、記録媒体および情報処理装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
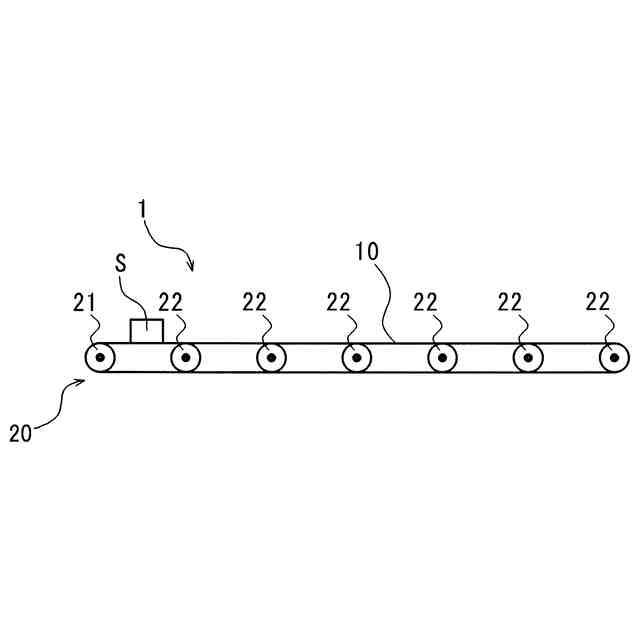
被搬送物を搬送するシステムとしてベルトコンベアが広く用いられている。一般的に、ベルトコンベアは、載置した被搬送物を搬送するベルトと、このベルトを駆動するローラおよび上記ベルトを支持するローラとを備えている。これらのローラは、経年的な疲労、塵埃などの異物の進入などにより異常が発生して被搬送物の搬送の効率性が低下することがある。このようなローラの異常を検知する方法が知られている(特開2016-060556号公報)。
【先行技術文献】
【特許文献】
【0003】
特開2016-060556号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1では、ベルトの側面に配置した加速度センサで上記ベルトの加速度を測定し、その測定データから不回転ローラとその位置とを求めている。この方法では回転不可能という末期的な異常を有するローラを検知することができても、末期に至る前の異常を有するローラを検知できないおそれがある。
【0005】
このような事情に鑑み、本開示は、ローラの異常となり得るローラ軸受の異常を容易に検知することができ、かつ異常の程度を判断できるローラ軸受け診断方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決する本開示の一態様に係るベルトコンベアのローラ軸受け診断方法は、稼働中のベルトコンベアからの放射音を測定する工程と、上記測定する工程によって測定した放射音について、エネルギの変動を表す指標および音の鋭さを表す指標の少なくとも1つの値を算出する工程と、上記算出する工程で算出した値に基づき、軸受けの異常を判定する工程とを備えている。
【発明の効果】
【0007】
本開示のベルトコンベアのローラ軸受け診断方法は、ローラの異常となり得るローラ軸受の異常を容易に検知することができ、かつ異常の程度を判断できる。
【図面の簡単な説明】
【0008】
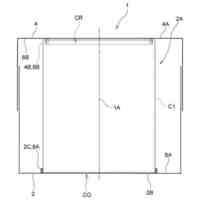
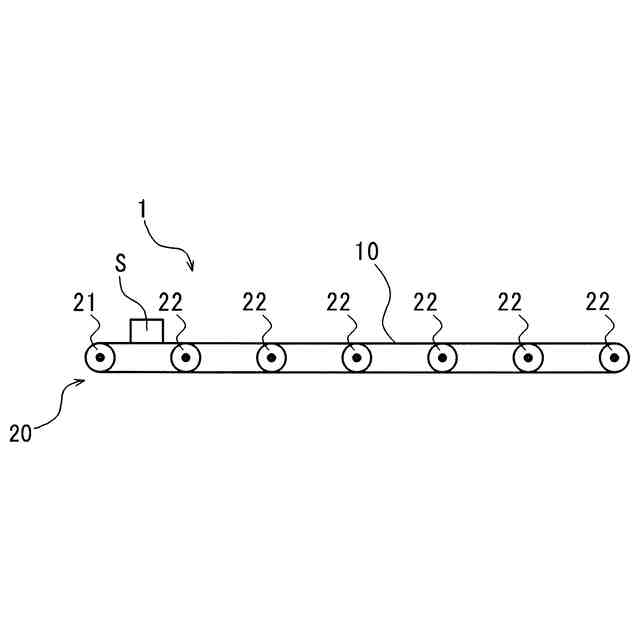
図1は、本開示の一実施形態に係るローラ軸受け診断方法が使用されるベルトコンベアを示す模式的側面図である。
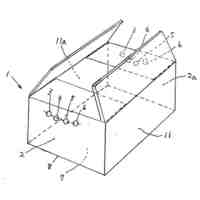
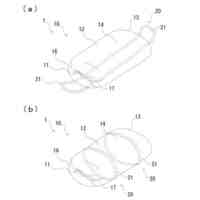
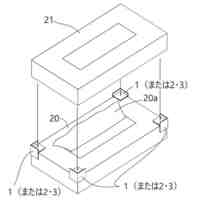
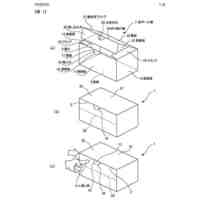
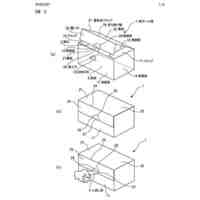
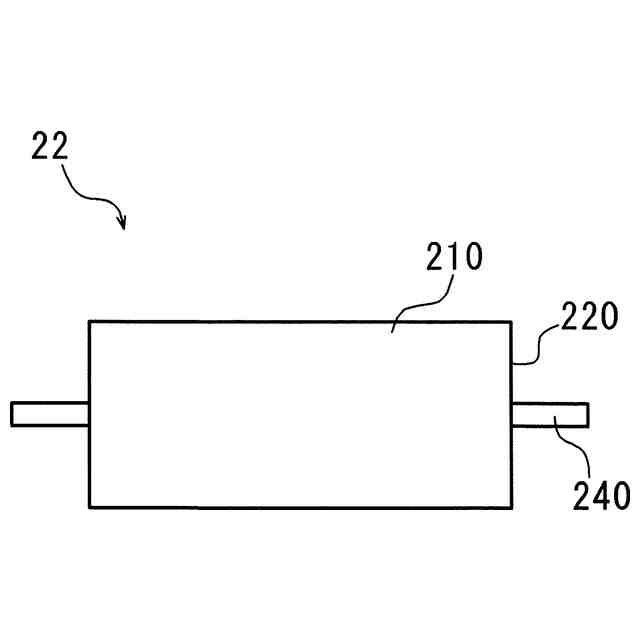
図2は、図1のベルトコンベアに用いられているローラを示す模式的拡大平面図である。
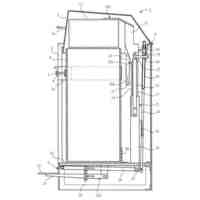
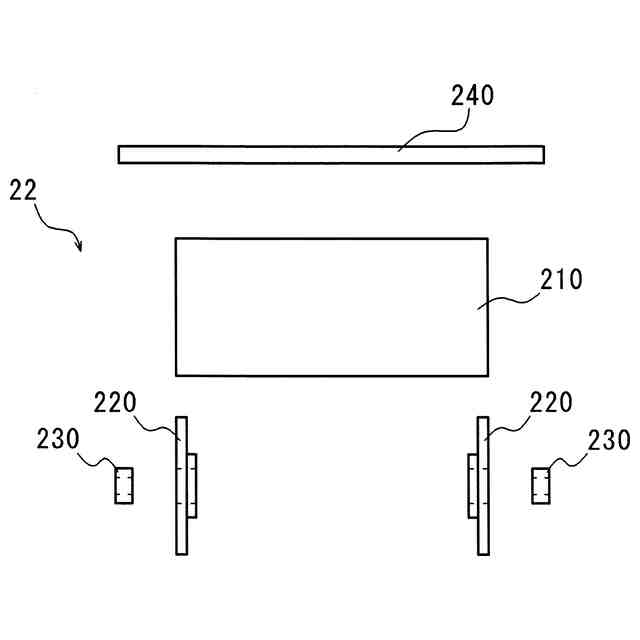
図3は、図2のローラの模式的分解図である。
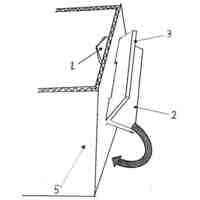
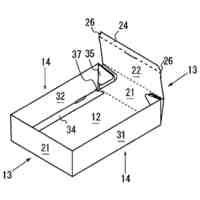
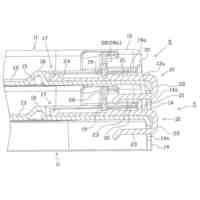
図4は、図2のローラが有する軸受を示す模式的拡大側面図である。
図5は、音のエネルギとローラの損傷度とを示すグラフである。
図6は、異常を有する2つのローラの周波数特性を示すグラフである。
図7は、放射音の音圧の変動波形パターンを示すグラフである。
【発明を実施するための形態】
【0009】
[本開示の実施形態の説明]
最初に本開示の実施態様を列記して説明する。
【0010】
(1)本開示の一態様に係るベルトコンベアのローラ軸受け診断方法は、稼働中のベルトコンベアからの放射音を測定する工程と、上記測定する工程によって測定した放射音について、エネルギの変動を表す指標および音の鋭さを表す指標の少なくとも1つの値を算出する工程と、上記算出する工程で算出した値に基づき、軸受けの異常を判定する工程とを備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
水素吸蔵合金容器
11日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
4日前
株式会社神戸製鋼所
銑鉄製造方法及び鉱石原料
7日前
株式会社神戸製鋼所
レシプロ式の圧縮機ユニット及び圧縮機ユニットの運転方法
5日前
個人
箱
10か月前
個人
収容箱
27日前
個人
包装体
10か月前
個人
ゴミ箱
9か月前
個人
コンベア
2か月前
個人
段ボール箱
4か月前
個人
容器
6か月前
個人
段ボール箱
4か月前
個人
ゴミ収集器
4か月前
個人
角筒状構造体
3か月前
個人
楽ちんハンド
2か月前
個人
宅配システム
4か月前
個人
パウチ補助具
9か月前
個人
土嚢運搬器具
6か月前
個人
折り畳み水槽
10か月前
個人
ダンボール宝箱
10か月前
個人
廃棄物収容容器
4日前
個人
お薬の締結装置
3か月前
個人
閉塞装置
7か月前
個人
コード類収納具
5か月前
個人
把手付米袋
2か月前
個人
貯蔵サイロ
4か月前
個人
ゴミ処理機
6か月前
株式会社和気
包装用箱
6か月前
個人
積み重ね用補助具
7日前
個人
蓋閉止構造
1か月前
個人
蓋閉止構造
1か月前
個人
圧縮収納袋
10か月前
株式会社コロナ
梱包材
3か月前
三甲株式会社
蓋体
5か月前
三甲株式会社
容器
3か月前
株式会社KY7
封止装置
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ