TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025091264
公報種別
公開特許公報(A)
公開日
2025-06-18
出願番号
2023206441
出願日
2023-12-06
発明の名称
モールドパウダー、及び、鋳片表面の割れとベアの発生を抑制する方法
出願人
日鉄建材株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
11/108 20060101AFI20250611BHJP(鋳造;粉末冶金)
要約
【課題】鋳片表面の割れを抑制しつつ、ベアの発生も抑制できるモールドパウダーを提供すること。
【解決手段】SiO
2
、CaO、F、Na
2
O、及びLi
2
Oを含有するモールドパウダーであって、SiO
2
の含有量(質量%)/31.4、CaOの含有量(質量%)/58.6、及びFの含有量(質量%)/10.0のうちの最小値が0.6以上であり、Na
2
Oの含有量とLi
2
Oの含有量の合計が6質量%以上であり、モールドパウダーの凝固温度が1200℃以下であり、モールドパウダーの結晶化温度が500℃以上660℃以下である、モールドパウダー。
【選択図】なし
特許請求の範囲
【請求項1】
SiO
2
、CaO、F、Na
2
O、及びLi
2
Oを含有するモールドパウダーであって、
SiO
2
の含有量(質量%)/31.4、CaOの含有量(質量%)/58.6、及びFの含有量(質量%)/10.0のうちの最小値が0.6以上であり、
Na
2
Oの含有量とLi
2
Oの含有量の合計が6質量%以上であり、
前記モールドパウダーの凝固温度が1200℃以下であり、
前記モールドパウダーの結晶化温度が500℃以上660℃以下である、モールドパウダー。
続きを表示(約 610 文字)
【請求項2】
前記凝固温度と前記結晶化温度との差が490℃以上である、請求項1に記載のモールドパウダー。
【請求項3】
中炭素鋼の連続鋳造に用いられる、請求項1又は2に記載のモールドパウダー。
【請求項4】
鋼の連続鋳造において、鋳片表面の割れと鋳型内のベアの発生を抑制する方法であって、
モールドパウダーとして、
SiO
2
、CaO、F、Na
2
O、及びLi
2
Oを含有するモールドパウダーであって、
SiO
2
の含有量(質量%)/31.4、CaOの含有量(質量%)/58.6、及びFの含有量(質量%)/10.0のうちの最小値が0.6以上であり、
Na
2
Oの含有量とLi
2
Oの含有量の合計が6質量%以上であり、
前記モールドパウダーの凝固温度が1200℃以下であり、
前記モールドパウダーの結晶化温度が500℃以上660℃以下である、
モールドパウダーを用いことにより、前記鋳片表面の割れ及び前記ベアの発生を抑制する、方法。
【請求項5】
前記凝固温度と前記結晶化温度との差が490℃以上である、請求項4に記載の方法。
【請求項6】
前記鋼が中炭素鋼である、請求項4又は5に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、モールドパウダー、及び、鋳片表面の割れとベアの発生を抑制する方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
モールドパウダーは、連続鋳造の鋳型内に投入され、溶鋼の熱で溶けて溶融スラグとなり、凝固した鋼(凝固シェル)と鋳型との隙間に流入して、潤滑及び抜熱制御の役割を果たす。モールドパウダーの特性は、得られる鋳片表面の割れの程度に影響を与える。例えば特許文献1には、中炭素鋼の鋳片表面の割れを防止するために、特定の組成を有するモールドパウダーを用いて、凝固したモールドパウダー(スラグフィルム)における結晶成長を促進させ、スラグフィルムの表面粗度を粗くすることにより、凝固シェルや溶鋼を徐冷できて、鋳片表面の割れの防止に効果があることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2013-78797号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示されているように、モールドパウダーの結晶性を高めることは、鋳片表面の割れの防止策の一つではあるが、本発明者らの検討によれば、単にモールドパウダーの結晶性を高めるだけでは、鋳型の内壁の溶鋼湯面付近の位置にベア(スラグベア)が過大に発生してしまうことが判明した。
【0005】
そこで、本発明の一側面は、鋳片表面の割れを抑制しつつ、ベアの発生も抑制できるモールドパウダーを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、モールドパウダーの結晶性の指標であるカスピダイン率(詳細は後述する)を特定の値以上にすることに加えて、Na
2
O及びLi
2
Oの合計量と、モールドパウダーの凝固温度及び結晶化温度を特定の範囲にすることにより、ベアの発生を抑制しながら、鋳片表面の割れも抑制できることを見出した。
【0007】
本発明は、以下の側面を含む。
[1] SiO
2
、CaO、F、Na
2
O、及びLi
2
Oを含有するモールドパウダーであって、SiO
2
の含有量(質量%)/31.4、CaOの含有量(質量%)/58.6、及びFの含有量(質量%)/10.0のうちの最小値が0.6以上であり、Na
2
Oの含有量とLi
2
Oの含有量の合計が6質量%以上であり、モールドパウダーの凝固温度が1200℃以下であり、モールドパウダーの結晶化温度が500℃以上660℃以下である、モールドパウダー。
[2] 凝固温度と結晶化温度との差が490℃以上である、[1]に記載のモールドパウダー。
[3] 中炭素鋼の連続鋳造に用いられる、[1]又は[2]に記載のモールドパウダー。
[4] 鋼の連続鋳造において、鋳片表面の割れと鋳型内のベアの発生を抑制する方法であって、モールドパウダーとして、SiO
2
、CaO、F、Na
2
O、及びLi
2
Oを含有するモールドパウダーであって、SiO
2
の含有量(質量%)/31.4、CaOの含有量(質量%)/58.6、及びFの含有量(質量%)/10.0のうちの最小値が0.6以上であり、Na
2
Oの含有量とLi
2
Oの含有量の合計が6質量%以上であり、モールドパウダーの凝固温度が1200℃以下であり、モールドパウダーの結晶化温度が500℃以上660℃以下である、モールドパウダーを用いることにより、鋳片表面の割れ及びベアの発生を抑制する、方法。
[5] 凝固温度と結晶化温度との差が490℃以上である、[4]に記載の方法。
[6] 鋼が中炭素鋼である、[4]又は[5]に記載の方法。
【発明の効果】
【0008】
本発明の一側面によれば、鋳片表面の割れを抑制しつつ、ベアの発生も抑制できるモールドパウダーを提供することができる。
【図面の簡単な説明】
【0009】
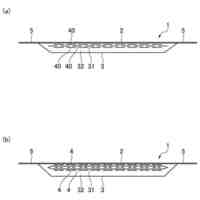
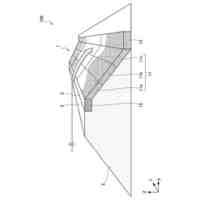
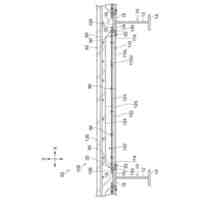
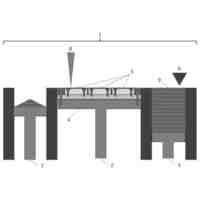
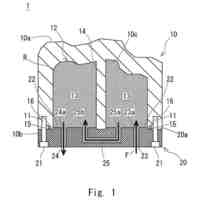
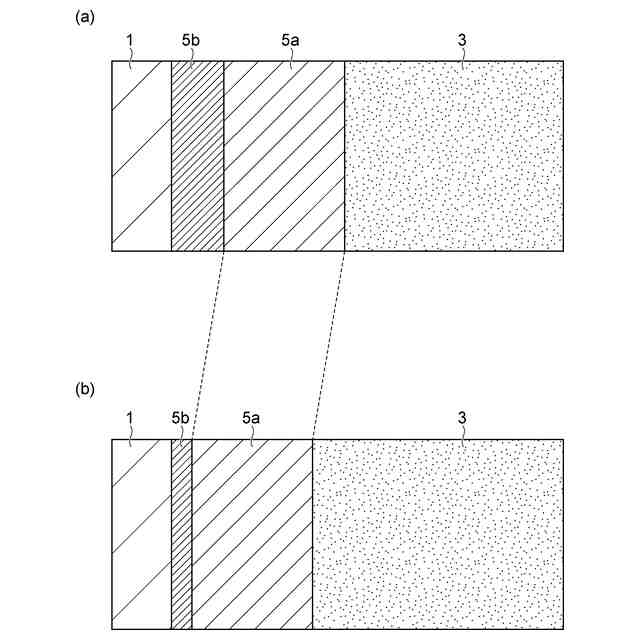
鋳型内のモールドパウダーの状態を示す模式図である。
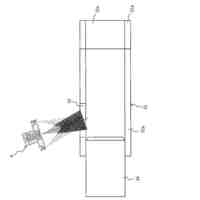
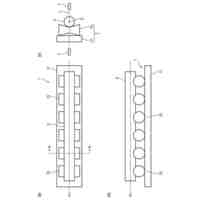
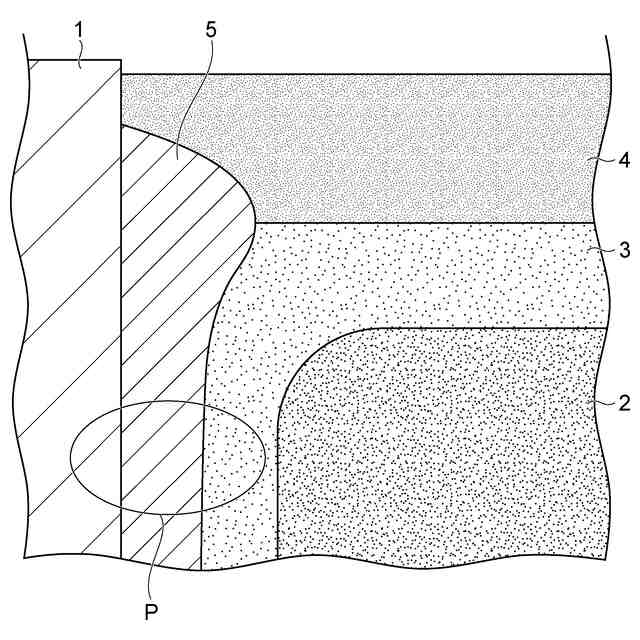
図1の要部を示す模式図であって、(a)は従来のモールドパウダーを用いた場合、(b)は本実施形態のモールドパウダーを用いた場合を示す模式図である。
【発明を実施するための形態】
【0010】
以下、本発明を実施するための形態について詳細に説明する。ただし、本発明は以下の実施形態に限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日鉄建材株式会社
デッキプレート
今日
日鉄建材株式会社
デッキプレート
今日
日鉄建材株式会社
杭の引き抜き方法
今日
日鉄建材株式会社
デッキプレートの製造方法
今日
日鉄建材株式会社
鋼板製貯水構造物の止水構造
28日前
日鉄建材株式会社
カゴ枠、及び河川堤防の補強構造
8日前
株式会社竹中工務店
デッキスラブ
1か月前
日鉄建材株式会社
モールドパウダー、及び、鋳片表面の割れとベアの発生を抑制する方法
8日前
個人
ピストンの低圧鋳造金型
1か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
芝浦機械株式会社
成形機
4か月前
株式会社キャステム
鋳造品の製造方法
2か月前
芝浦機械株式会社
成形機
4か月前
個人
透かし模様付き金属板の製造方法
5か月前
トヨタ自動車株式会社
ケースの製造方法
14日前
株式会社日本高熱工業社
潤滑剤塗布装置
4か月前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
トヨタ自動車株式会社
突き折り棒
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
株式会社豊田中央研究所
積層造形装置
20日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
福田金属箔粉工業株式会社
Cu系粉末
10日前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
日立Astemo株式会社
成形装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
4か月前
セイコーエプソン株式会社
製造方法
1か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
7日前
株式会社神戸製鋼所
鋼の製造方法
4か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
1か月前
トヨタ自動車株式会社
金型
1か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ