TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094581
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2023210226
出願日
2023-12-13
発明の名称
インサート成形品、キャップ部材付き貫通ナット
出願人
東海興業株式会社
代理人
個人
主分類
B29C
45/14 20060101AFI20250618BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】異径の貫通ナットを複数用いるときでもキャップ部材を共有化できるインサート成形品を提供する。
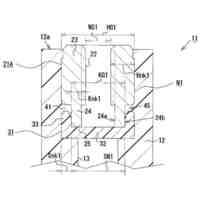
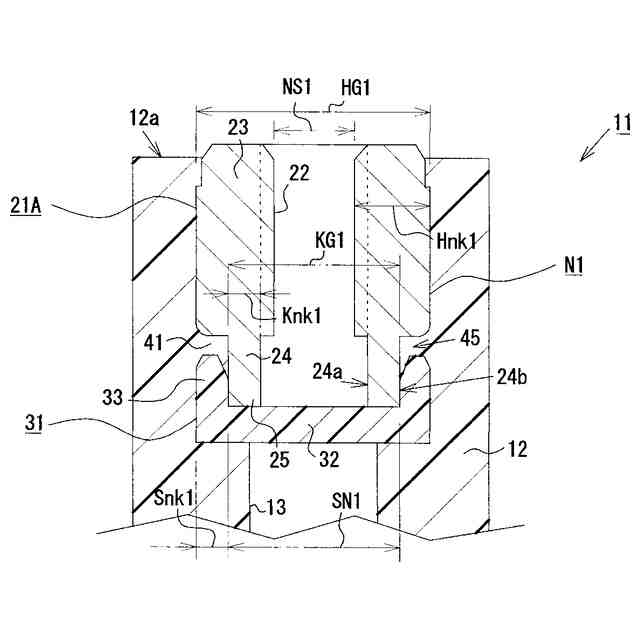
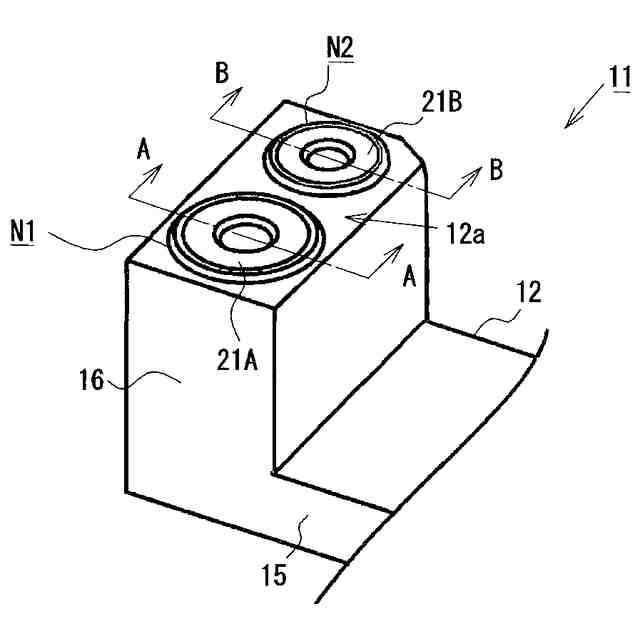
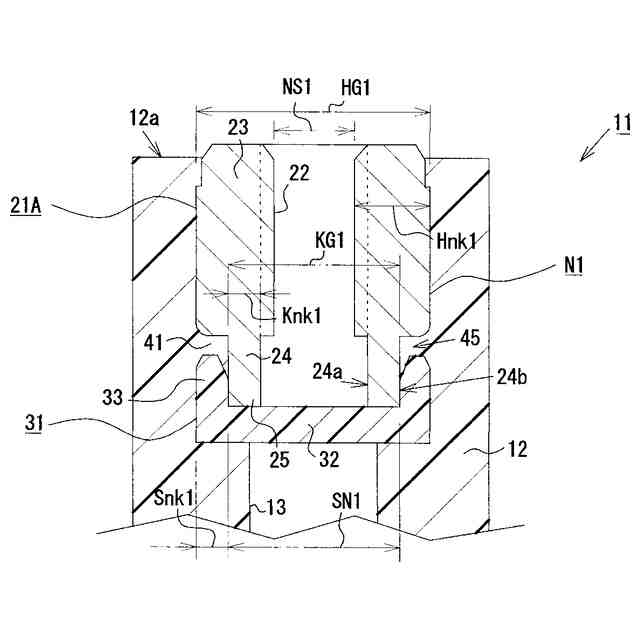
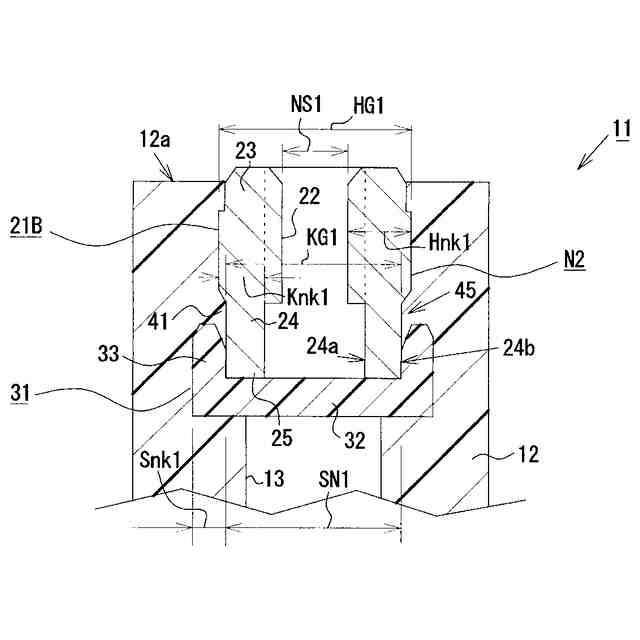
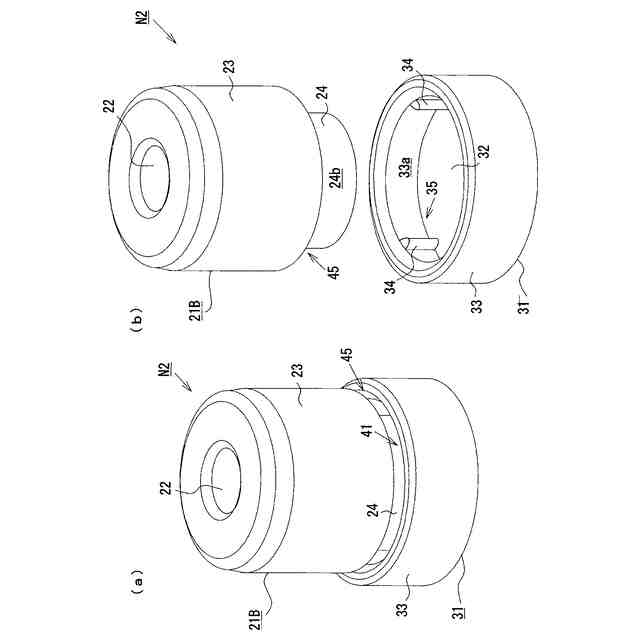
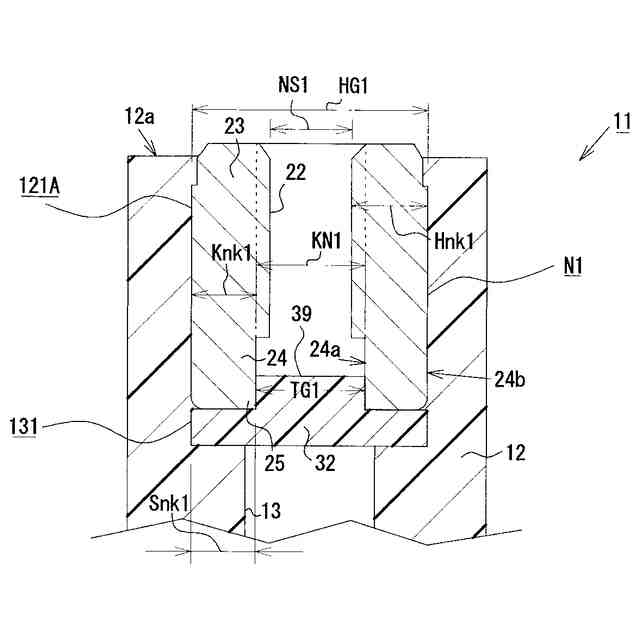
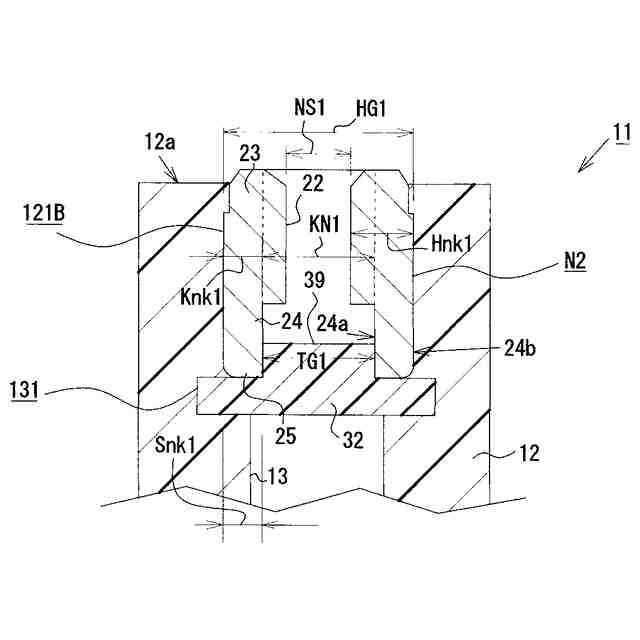
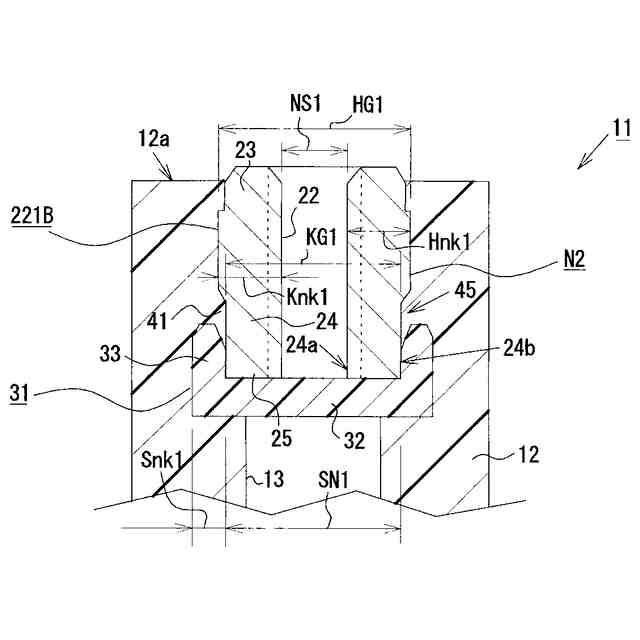
【解決手段】本発明のインサート成形品11は、キャップ部材付きの複数の貫通ナットN1、N2が樹脂部12に埋設された構造である。複数の貫通ナット21A、21Bは、ネジ部22が形成された筒状のナット本体23と、ナット本体23の一端側に連続する筒状の壁部24とを有し、ネジ部22の最大径が異なる。キャップ部材31は、壁部24の開口端25を塞ぐ蓋部32と、蓋部32の外周縁から突出して壁部24を外周側から覆って壁部24に外嵌めされる袖部33とを有する。複数の貫通ナット21A、21Bの各々は、いずれも壁部24の外寸と等しい。キャップ部材31の各々は、袖部33における内寸と等しい。
【選択図】図2
特許請求の範囲
【請求項1】
キャップ部材付きの複数の貫通ナットが樹脂部に埋設されているインサート成形品であって、
複数の前記貫通ナットは、ネジ部が形成された筒状のナット本体と、前記ナット本体の一端側に連続する筒状の壁部とを有するとともに、前記ネジ部の最大径が異なる少なくとも2種類の貫通ナットからなり、
前記キャップ部材は、前記壁部の開口端を塞ぐ蓋部と、前記蓋部の外周縁から突出して前記壁部を外周側から覆うことで、前記壁部に外嵌めされる袖部とを有し、
少なくとも2種類の前記貫通ナットの各々は、前記壁部の外径の寸法が等しく設定され、
少なくとも2種類の前記貫通ナットの前記壁部に外嵌めされる前記キャップ部材の各々は、前記袖部における内径の寸法が等しく設定されている
ことを特徴とするインサート成形品。
続きを表示(約 1,800 文字)
【請求項2】
前記ネジ部の最大径が相対的に大きい前記貫通ナットは、前記壁部の肉厚が前記ナット本体の肉厚よりも薄く形成されていることを特徴とする請求項1に記載のインサート成形品。
【請求項3】
少なくとも2種類の前記貫通ナットは、前記ネジ部の最大径の差が2mm以下であることを特徴とする請求項2に記載のインサート成形品。
【請求項4】
前記キャップ部材の前記袖部の内周面に凸部が形成されていることを特徴とする請求項1乃至3のいずれか1項に記載のインサート成形品。
【請求項5】
前記袖部の先端と前記ナット本体との間には環状の隙間が形成され、前記樹脂部が前記隙間に入り込んでいることを特徴とする請求項1乃至3のいずれか1項に記載のインサート成形品。
【請求項6】
前記壁部の外径の寸法は前記ナット本体の外径の寸法よりも小さく、前記ナット本体の外周面と前記壁部の外周面との間には段差が生じており、
前記段差の下段側に位置する前記壁部の外周面には、前記段差の高さ以下の肉厚を有する前記袖部が外嵌めされている
ことを特徴とする請求項1乃至3のいずれか1項に記載のインサート成形品。
【請求項7】
キャップ部材付きの複数の貫通ナットが樹脂部に埋設されているインサート成形品であって、
複数の前記貫通ナットは、ネジ部が形成された筒状のナット本体と、前記ナット本体の一端側に連続する筒状の壁部とを有するとともに、前記ネジ部の最大径が異なる少なくとも2種類の貫通ナットからなり、
前記キャップ部材は、前記壁部の開口端を塞ぐ蓋部と、前記蓋部の中央部から突出して前記壁部を内周側から覆うことで、前記壁部に内嵌めされる突起部とを有し、
少なくとも2種類の前記貫通ナットの各々は、前記壁部の内径の寸法が等しく設定され、
少なくとも2種類の前記貫通ナットの前記壁部に内嵌めされる前記キャップ部材の各々は、前記突起部における外径の寸法が等しく設定されている
ことを特徴とするインサート成形品。
【請求項8】
キャップ部材付きの貫通ナットが樹脂部に埋設されているインサート成形品であって、
前記貫通ナットは、ネジ部が形成された筒状のナット本体と、前記ナット本体の一端側に連続する筒状の壁部とを有し、
前記キャップ部材は、前記壁部の開口端を塞ぐ蓋部と、前記蓋部の外周縁から突出して前記壁部を外周側から覆うことで、前記壁部に外嵌めされる袖部とを有し、
前記壁部の肉厚が、前記ナット本体の肉厚よりも薄く形成されている
ことを特徴とするインサート成形品。
【請求項9】
キャップ部材付きの貫通ナットが樹脂部に埋設されているインサート成形品であって、
前記貫通ナットは、ネジ部が形成された筒状のナット本体と、前記ナット本体の一端側に連続する筒状の壁部とを有し、
前記キャップ部材は、前記壁部の開口端を塞ぐ蓋部と、前記蓋部の外周縁から突出して前記壁部を外周側から覆うことで、前記壁部に外嵌めされる袖部とを有し、
前記壁部の外径の寸法は前記ナット本体の外径の寸法よりも小さく、前記ナット本体の外周面と前記壁部の外周面との間には段差が生じており、
前記段差の下段側に位置する前記壁部の外周面には、前記段差の高さ以下の肉厚を有する前記袖部が外嵌めされている
ことを特徴とするインサート成形品。
【請求項10】
キャップ部材と貫通ナットとにより構成され、インサート成形品の製造時に樹脂部に埋設されるキャップ部材付き貫通ナットであって、
前記貫通ナットは、ネジ部が形成された筒状のナット本体と、前記ナット本体の一端側に連続する筒状の壁部とを有する貫通ナットとを有し、
前記キャップ部材は、前記壁部の開口端を塞ぐ蓋部と、前記蓋部の外周縁から突出して前記壁部を外周側から覆うことで、前記壁部に外嵌めされる袖部とを有し、
前記壁部の肉厚が、前記ナット本体の肉厚よりも薄く形成されている
ことを特徴とするキャップ部材付き貫通ナット。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、キャップ部材が被せられたナットをインサート成形することによって得られるインサート成形品、キャップ部材付き貫通ナットに関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、キャップ部材が被せられた貫通ナットをインサート成形することによって得られるインサート成形品が知られている。例えば特許文献1には、貫通ナットの一端側に樹脂製のキャップ部材が装着されるとともに、貫通ナット及びキャップ部材が樹脂部に埋設された構造のインサート成形品が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-9853号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来技術には以下のような不具合があった。例えば1つのインサート成形品に複数の貫通ナットがインサートされることがあり、貫通ナットのネジ部の最大径(呼び径)の大きさが各々異なることがある。そのような場合、貫通ナットの大きさに応じてキャップ部材を各々準備する必要があるが、複数種類のキャップ部材を成形するにはコストや手間がかかる。また、各々の貫通ナットに応じて各々のキャップを装着する作業は煩雑であり、貫通ナットとキャップ部材との組み合わせを間違えたりして作業性が悪い。
【0005】
本発明は上記の課題に鑑みてなされたものであり、その目的は、異径の貫通ナットを複数用いるときでもキャップ部材を共有化することができるインサート成形品、キャップ部材付き貫通ナットを提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために、手段1に記載の発明は、キャップ部材付きの複数の貫通ナットが樹脂部に埋設されているインサート成形品であって、複数の前記貫通ナットは、ネジ部が形成された筒状のナット本体と、前記ナット本体の一端側に連続する筒状の壁部とを有するとともに、前記ネジ部の最大径が異なる少なくとも2種類の貫通ナットからなり、前記キャップ部材は、前記壁部の開口端を塞ぐ蓋部と、前記蓋部の外周縁から突出して前記壁部を外周側から覆うことで、前記壁部に外嵌めされる袖部とを有し、少なくとも2種類の前記貫通ナットの各々は、前記壁部の外径の寸法が等しく設定され、少なくとも2種類の前記貫通ナットの前記壁部に外嵌めされる前記キャップ部材の各々は、前記袖部における内径の寸法が等しく設定されていることを特徴とするインサート成形品をその要旨とする。
【0007】
従って、手段1に記載の発明によると、少なくとも2種類の貫通ナットを用いた場合にネジ部の最大径が異なっていても、各々の貫通ナットにおける壁部の外径の寸法が等しいため、それら壁部に対し、袖部における内径の寸法が等しいキャップ部材を外嵌めすることができる。よって、ネジ部の最大径が異なる少なくとも2種類の貫通ナットに用いるキャップ部材を共有化することができる。また、キャップ部材の共有化が可能になることに伴い、キャップ部材の成形のためのコストや労力が低減され、かつキャップ部材の装着作業性も向上する。
【0008】
手段2に記載の発明は、手段1において、前記ネジ部の最大径が相対的に大きい前記貫通ナットは、前記壁部の肉厚が前記ナット本体の肉厚よりも薄く形成されていることをその要旨とする。
【0009】
従って、手段2に記載の発明、及び後述する手段8、手段10に記載の発明によると、ナット本体の肉厚を変更せずに、壁部の肉厚をナット本体の肉厚よりも薄く形成することでキャップ部材の共有化を図っているため、ネジ部を有するナット本体の剛性を維持することができる。また、この構成であると、貫通ナットの軽量化や小型化が達成されやすくなる。
【0010】
手段3に記載の発明は、手段2において、少なくとも2種類の前記貫通ナットは、前記ネジ部の最大径の差が2mm以下であることをその要旨とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東海興業株式会社
インサート成形品、キャップ部材付き貫通ナット
1日前
東海興業株式会社
ポリウレタンフォーム成形用組成物、ポリウレタンフォーム、および吸音材
27日前
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
プリプレグテープ
9か月前
CKD株式会社
型用台車
6か月前
個人
射出ミキシングノズル
8か月前
グンゼ株式会社
ピン
6か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社日本製鋼所
押出機
8か月前
個人
樹脂可塑化方法及び装置
5か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
株式会社FTS
ロッド
5か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社リコー
シート剥離装置
10か月前
株式会社漆原
シートの成形方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社シロハチ
真空チャンバ
8か月前
トヨタ自動車株式会社
射出装置
3か月前
東レ株式会社
一体化成形品の製造方法
10か月前
株式会社コスメック
射出成形装置
28日前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社リコー
画像形成システム
6か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
28日前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社FTS
セパレータ
4か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社日本製鋼所
押出成形装置
9か月前
個人
ノズルおよび熱風溶接機
5か月前
株式会社リコー
シート処理システム
10か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ