TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097742
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023214098
出願日
2023-12-19
発明の名称
樹脂成形品の製造方法
出願人
日本ゼオン株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
45/27 20060101AFI20250624BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】スジのない樹脂成形品を、製造時に糸引きを生じることなく提供する。
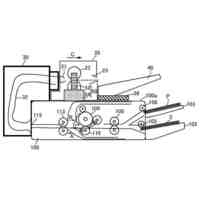
【解決手段】射出成形用ノズルから射出された溶融樹脂をスプルーブッシュ及びランナーを備える金型にて成形する樹脂成形品の製造方法である。射出成形に際して、スプルーブッシュの隔壁及びランナーを、相互に平行とならないように配置することを特徴とする。
【選択図】図1A
特許請求の範囲
【請求項1】
射出成形用ノズルから射出された溶融樹脂をスプルーブッシュを備える金型にて成形する樹脂成形品の製造方法であって、
前記金型は、前記スプルーブッシュと、ランナーを介して前記スプルーブッシュと連通してなる少なくとも一つのキャビティとを備え、
前記スプルーブッシュが、前記射出成形用ノズルに当接するノズルタッチ部と、前記ノズルタッチ部に接続されたスプルー孔とを有し、
前記ノズルタッチ部が、前記射出成形用ノズルから射出された前記溶融樹脂を通過させる少なくとも一つの透孔、及び前記透孔を区画する少なくとも一つの隔壁を有し、
前記樹脂成形品の製造に際して、
前記隔壁及び前記ランナーを、前記スプルー孔の軸線に対して垂直な平面A上に投影した場合に、相互に平行とならないように配置して、
前記射出成形用ノズルから、脂環構造含有樹脂及びゴム質重合体を含む脂環構造含有樹脂組成物の溶融物を射出して、前記スプルーブッシュ及び前記ランナーを経て前記キャビティ内に充填させることを含む、
樹脂成形品の製造方法。
続きを表示(約 120 文字)
【請求項2】
前記樹脂成形品の製造に際して、
前記平面A上において、前記隔壁及び前記ランナーのそれぞれについて、軸線を設定した場合に、両者の成す角度が5°以上となるようにすることを含む、請求項1に記載の樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形品の製造方法に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
樹脂成形品を製造する方途の一つとして、射出成形がある。射出成形においては、溶融樹脂を所望の形状を有するキャビティが供えられた金型に対して注入することで、成形品を得る。より具体的には、射出成形機のノズルから溶融樹脂を射出して、スプルーブッシュ及びランナーとそれぞれ称される部材内をこの順で溶融樹脂を通過させ、金型のキャビティ内に充填することにより成形品を得る。そして、キャビティ内で樹脂を固化させた後に、金型を開いて成形品を取り出すとともに、スプルーブッシュ内にて固化した樹脂も抜き取る。この際、スプルーブッシュ内にとどまった樹脂の冷却が不十分となると、樹脂が引き伸ばされ、いわゆる糸引き現象を生じることがあった。
【0003】
従来、このような糸引き現象を低減する目的の下、スプルーブッシュに関し様々な提案がなされてきた。例えば特許文献1には、簡単な構造で糸引きを防止することができ、且つ、溶融樹脂の通路での目詰まりを防止することができる射出成形機のノズルとスプルーブッシュの接合構造が開示されている。具体的には、ノズルとスプルーブッシュとの間に溶融樹脂の糸引き防止用の特殊な構造のアダプタを備えることが開示されている。かかるアダプタは、溶融樹脂が通る通路であって、溶融樹脂の入口側開口がノズルの供給孔の出口側開口より小さく、入口側開口が成形金型の脱型時に溶融樹脂が硬化する大きさであることを特徴とするものである。
【先行技術文献】
【特許文献】
【0004】
特開2007-237485号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、近年、樹脂成形品については、製造時に糸引きが生じないことに加えて、より一層の品質向上が求められている。具体的にはスジのない樹脂成形品を提供することが求められている。しかし、上記従来技術においては、特に樹脂成形品の外観面で一層の向上の余地があった。
【0006】
そこで、本発明は、スジのない樹脂成形品を、製造時に糸引きを生じることなく提供する樹脂成形品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
この発明は、上記課題を有利に解決することを目的とするものであり、[1]本発明の樹脂成形品の製造方法は、射出成形用ノズルから射出された溶融樹脂をスプルーブッシュを備える金型にて成形する樹脂成形品の製造方法であって、前記金型は、前記スプルーブッシュと、ランナーを介して前記スプルーブッシュと連通してなる少なくとも一つのキャビティとを備え、前記スプルーブッシュが、前記射出成形用ノズルに当接するノズルタッチ部と、前記ノズルタッチ部に接続されたスプルー孔とを有し、前記ノズルタッチ部が、前記射出成形用ノズルから射出された前記溶融樹脂を通過させる少なくとも一つの透孔、及び前記透孔を区画する少なくとも一つの隔壁を有し、前記樹脂成形品の製造に際して、前記隔壁及び前記ランナーを、前記スプルー孔の軸線に対して垂直な平面A上に投影した場合に、相互に平行とならないように配置して、前記射出成形用ノズルから、脂環構造含有樹脂及びゴム質重合体を含む脂環構造含有樹脂組成物の溶融物を射出して、前記スプルーブッシュ及び前記ランナーを経て前記キャビティ内に充填させることを含むことを特徴とする。
【0008】
[2]また、上記[1]の樹脂成形品の製造方法では、前記樹脂成形品の製造に際して、前記平面A上において、前記隔壁及び前記ランナーのそれぞれについて、軸線を設定した場合に、両者の成す角度が5°以上となるようにすることを含むことが好ましい。
【発明の効果】
【0009】
本発明によれば、スジのない樹脂成形品を、製造時に糸引きを生じることなく提供することができる。
【図面の簡単な説明】
【0010】
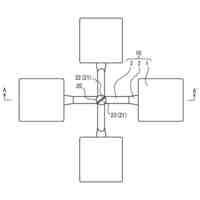
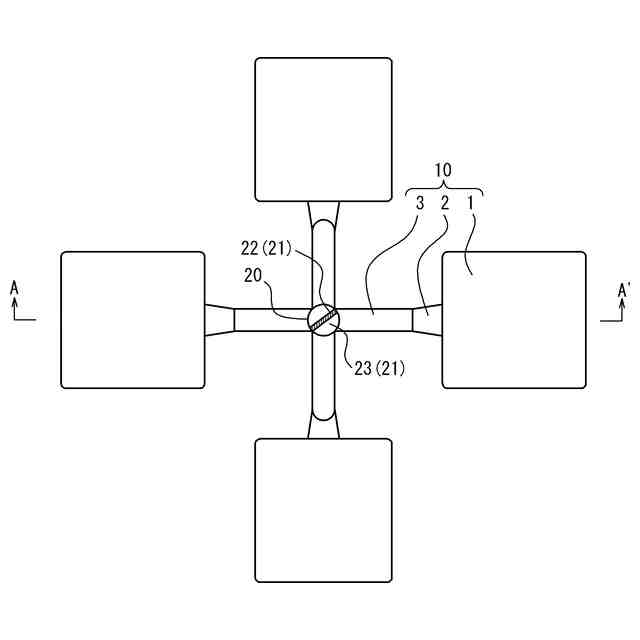
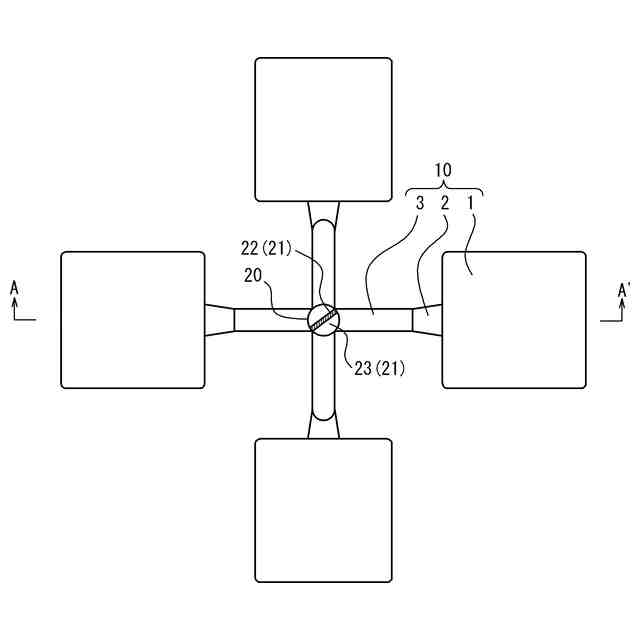
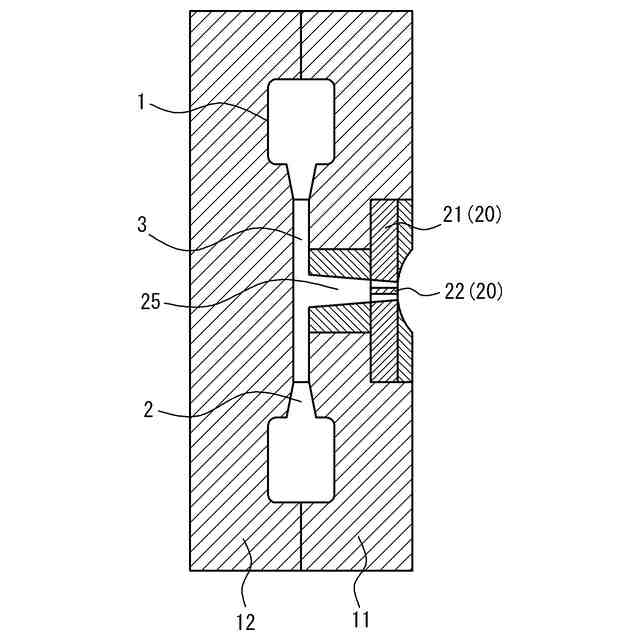
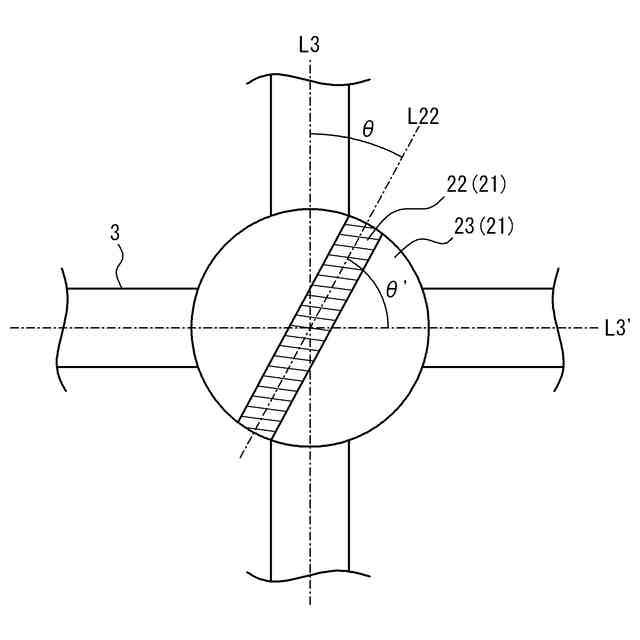
本発明の製造方法に用いる金型におけるノズルタッチ部の隔壁及びランナー配置関係を説明するための概略平面図である。
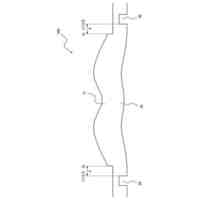
図1AのA-A’断面図である。
図1Aの部分拡大図である。
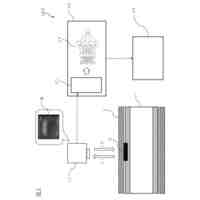
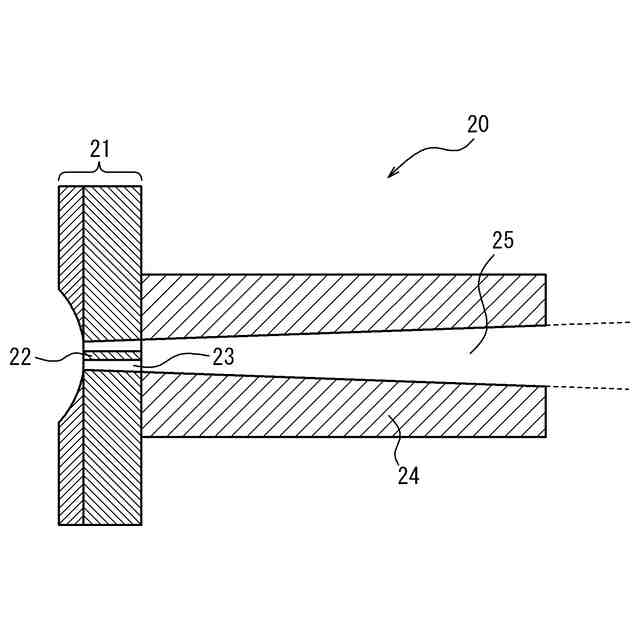
本発明の製造方法に用いる金型が備えるスプルーブッシュの一例の概略構造を示す断面図である。
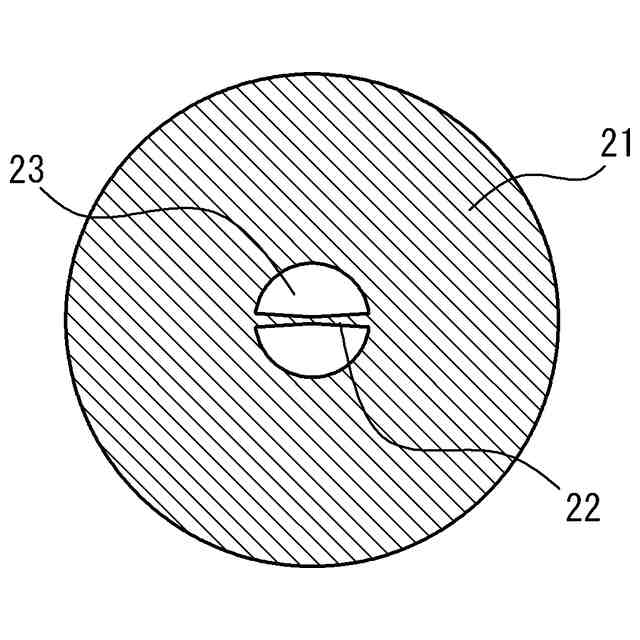
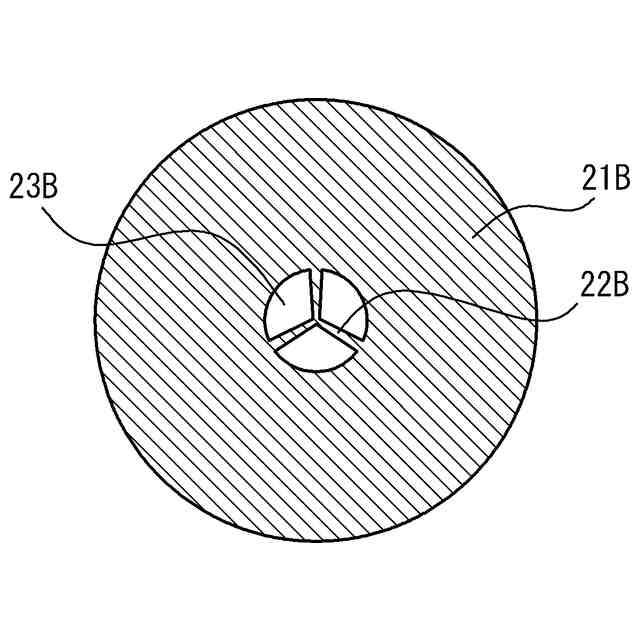
スプルーブッシュのノズルタッチ部の一例を示す平面図である。
スプルーブッシュのノズルタッチ部の他の一例を示す平面図である。
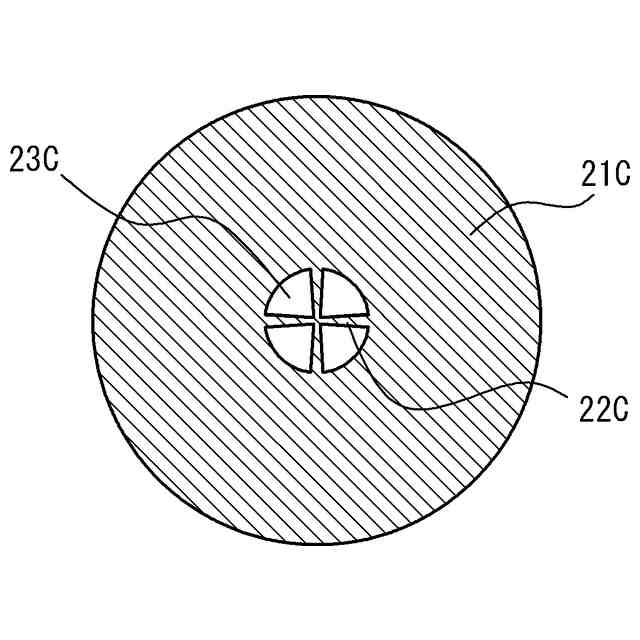
スプルーブッシュのノズルタッチ部のさらに他の一例を示す平面図である。
ノズルタッチ部の隔壁及びランナー配置関係の一例を説明するための概略平面図である。
ノズルタッチ部の隔壁及びランナー配置関係の他の一例を説明するための概略平面図である。
本発明の要件を満たさない、ノズルタッチ部の隔壁及びランナーの配置関係を説明するための概略平面図である。
比較例にて用いたスプルーブッシュのノズルタッチ部の構造を示す平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本ゼオン株式会社
減光フィルム
26日前
日本ゼオン株式会社
樹脂成形品の製造方法
1か月前
日本ゼオン株式会社
医療機器用偏向操作装置
19日前
日本ゼオン株式会社
透過型光学素子の製造方法
1か月前
日本ゼオン株式会社
設備点検システム及び設備点検方法
6日前
日本ゼオン株式会社
含フッ素アクリル酸エステル類及びそれらの製造方法
1か月前
日本ゼオン株式会社
熱伝導シートおよびその製造方法
1か月前
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
4日前
CKD株式会社
型用台車
7か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
プリプレグテープ
10か月前
東レ株式会社
フィルムの製造方法
26日前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社日本製鋼所
押出機
10か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法。
12日前
個人
樹脂可塑化方法及び装置
6か月前
株式会社カワタ
計量混合装置
2か月前
日機装株式会社
加圧システム
3か月前
株式会社FTS
ロッド
6か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社FTS
成形装置
7か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社リコー
シート剥離装置
12か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社漆原
シートの成形方法
2か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
6か月前
株式会社神戸製鋼所
混練機
5か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ