TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103382
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220737
出願日
2023-12-27
発明の名称
サスペンションアーム部材及びサスペンションアーム部材の製造方法
出願人
株式会社レゾナック
代理人
個人
,
個人
,
個人
主分類
C22C
21/06 20060101AFI20250702BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】再結晶組織を呈していても安定した特性を有する、強度の高いサスペンションアーム部材を提供する。
【解決手段】
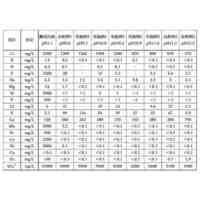
Cuを0.2質量%以上0.4質量%以下の範囲内、Mgを0.9質量%以上1.2質量%以下の範囲内、Siを0.6質量%以上0.9質量%以下の範囲内、Mnを0.05質量%以上0.15質量%以下の範囲内、Feを0.15質量%以上0.30質量%以下の範囲内、Crを0.2質量%以上0.35質量%以下の範囲内、Tiを0.01質量%以上0.05質量%以下の範囲内、Bを0.0010質量%以上0.0050質量%以下の範囲内で含有し、残部がAl及び不可避不純物からなる合金組成を有するアルミニウム合金からなり、X線回折をして得られるデバイリングの回折ピークにおける半価幅が1.58°以上である、サスペンションアーム部材。
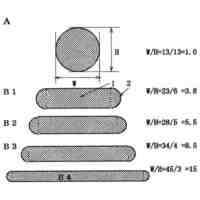
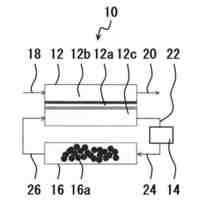
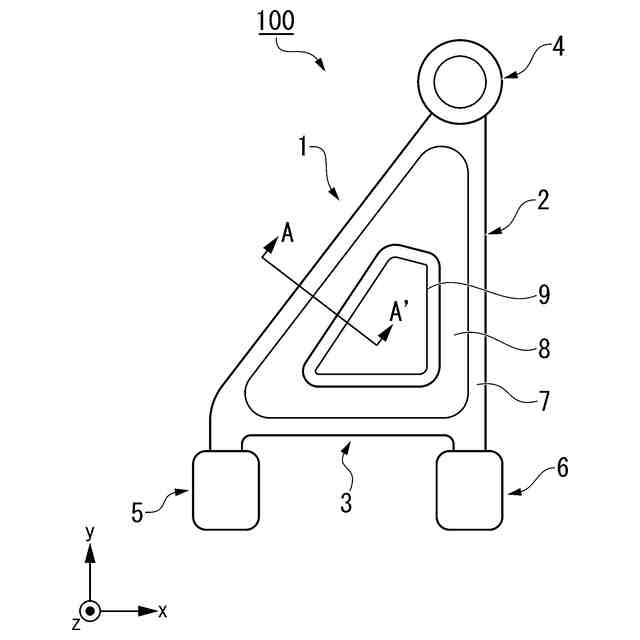
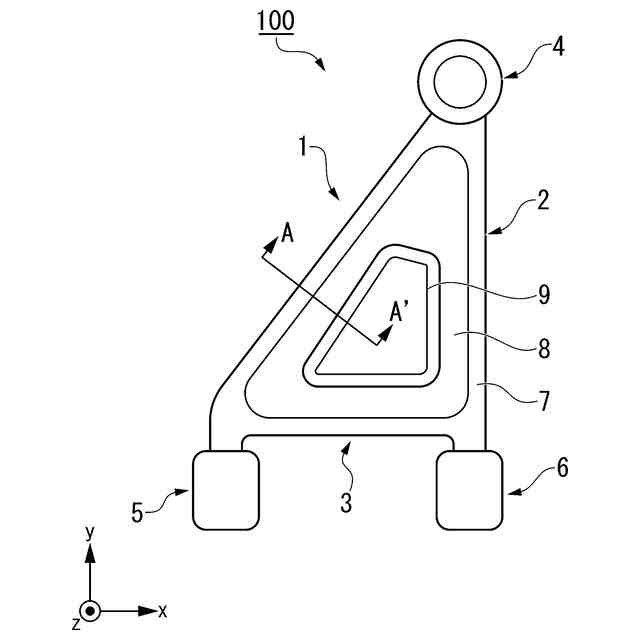
【選択図】図1
特許請求の範囲
【請求項1】
Cuを0.2質量%以上0.4質量%以下の範囲内、
Mgを0.9質量%以上1.2質量%以下の範囲内、
Siを0.6質量%以上0.9質量%以下の範囲内、
Mnを0.05質量%以上0.15質量%以下の範囲内、
Feを0.15質量%以上0.30質量%以下の範囲内、
Crを0.2質量%以上0.35質量%以下の範囲内、
Tiを0.01質量%以上0.05質量%以下の範囲内、
Bを0.0010質量%以上0.0050質量%以下の範囲内で含有し、
残部がAl及び不可避不純物からなる合金組成を有するアルミニウム合金からなり、
X線回折をして得られるデバイリングの回折ピークにおける半価幅が1.58°以上である、サスペンションアーム部材。
続きを表示(約 1,000 文字)
【請求項2】
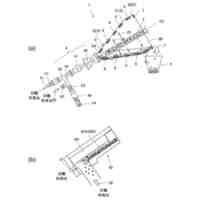
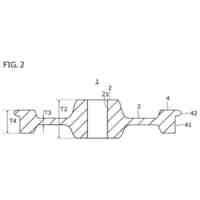
車輪側連結部と、第一車体側連結部と、第二車体側連結部と、
前記車輪側連結部及び前記第一車体側連結部を繋ぐ第一アーム部と、
前記車輪側連結部及び前記第二車体側連結部を繋ぐ第二アーム部と、を備え、
前記第一アーム部は、前記第二アーム部よりも長く、
前記半価幅は、前記第一アーム部に対してX線回折をして得られるデバイリングの回折ピークにおける半価幅であり、
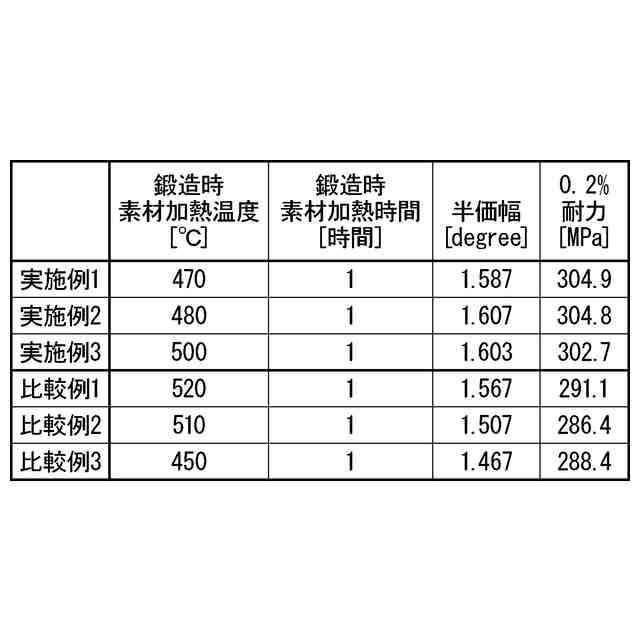
0.2%耐力が300MPa以上である、請求項1に記載のサスペンションアーム部材。
【請求項3】
Cuを0.2質量%以上0.4質量%以下の範囲内、
Mgを0.9質量%以上1.2質量%以下の範囲内、
Siを0.6質量%以上0.9質量%以下の範囲内、
Mnを0.05質量%以上0.15質量%以下の範囲内、
Feを0.15質量%以上0.30質量%以下の範囲内、
Crを0.2質量%以上0.35質量%以下の範囲内、
Tiを0.01質量%以上0.05質量%以下の範囲内、
Bを0.0010質量%以上0.0050質量%以下の範囲内で含有し、残部がAl及び不可避不純物からなる合金組成を有する合金溶湯を得る溶湯形成工程と、
前記合金溶湯を鋳造加工することにより鋳造品を得る鋳造工程と、
前記鋳造品を470℃以上500℃以下の温度で鍛造し、鍛造品を得る鍛造工程と、
前記鍛造品を500℃以上の温度で保持する溶体化処理工程と、
溶体化処理後、前記鍛造品を水焼き入れする水焼き入れ工程と、
前記水焼き入れ工程を経た鍛造品を加熱処理する時効処理工程と、を有する、サスペンションアーム部材の製造方法。
【請求項4】
前記溶体化処理工程において、前記鍛造品を530℃以上560℃以下の温度で0.3時間以上3時間以下保持し、
前記水焼き入れ工程において、60℃以下の水を用いて水焼き入れを行い、
前記時効処理工程において、前記水焼き入れ工程を経た鍛造品を170℃以上220℃以下の温度で0.5時間以上7.0時間以下加熱する、請求項3に記載のサスペンションアーム部材の製造方法。
【請求項5】
前記鋳造工程を連続鋳造により行い、
前記時効処理工程において、前記水焼き入れ工程を経た鍛造品を175℃以上190℃以下の温度で4時間以上加熱する、請求項4に記載のサスペンションアーム部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サスペンションアーム部材及びサスペンションアーム部材の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
近年、アルミニウム合金は、軽量性を生かして各種製品の構造部材としての用途が拡大しつつある。例えば、自動車の足廻りやバンパー部品は今まで高張力鋼が用いられてきたが、近年は高強度アルミニウム合金材が用いられるようになっている。自動車部品、例えば、サスペンション部品は専ら鉄系材料が使用されていたが、軽量化を主目的としてアルミニウム材料またはアルミニウム合金材料に置き換えられることが多くなってきた。
【0003】
これらの自動車部品では優れた耐食性、高強度および優れた加工性が要求されることから、アルミニウム合金材料としてAl-Mg-Si系合金、特にA6061が多用されている。そして、このような自動車部品は強度の向上を図るため、アルミニウム合金材料を加工用素材として塑性加工の1つである鍛造加工を行って製造される。
【0004】
また、最近ではコストダウンを図る必要があるため、押出をせずに鋳造部材をそのまま素材として鍛造した後、溶体化処理と人工時効処理を行う処理(T6処理)して得たサスペンション部品が実用化され始めており、さらなる軽量化を目的として、従来のA6061に代わる高強度合金の開発が進められている(特許文献1~3参照)。
【先行技術文献】
【特許文献】
【0005】
特開平5-59477号公報
特開平5-247574号公報
特開平6-256880号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年のCO
2
排出量削減の観点より、自動車の軽量化が求められている中、アルミニウムの需要は増加傾向にある。ただし、鉄鋼材からの代替としては更なる高強度化が必要となる。高強度化のためには鍛造時の結晶組織のコントロールが重要となる。例えばA6061合金を用いて鍛造を行った際、鍛造時の条件(鍛造素材加熱温度、相当歪み量)によっては鍛造工程後の溶体化処理工程~時効処理工程においてアルミニウム結晶の回復挙動が起こり、結晶組織に粗大化が生じる問題がある。
【0007】
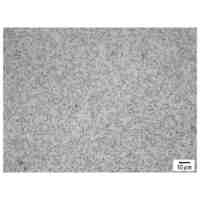
結晶組織が粗大化すると機械的特性のバラつきを招き、部材に求められる強度要件を満足できなくなる場合がある。図8(a)は、等方性で十分な数の粒子からなる結晶組織の様子を示すイメージ図であり、図8(b)は、図8(a)の結晶組織に対しX線回折を行って得られる回折環(デバイリング)である。これに対して、図9は、結晶組織に粗大化が生じた場合のイメージ図である。図9(a)は、複数の粒子Pからなる結晶組織において、一部の粒子に粗大化が生じている様子を示すイメージ図であり、図9(b)は、図9(a)のような結晶組織に対してX線回折を行って得られた回折環(デバイリング)である。図9(b)に示されるように、図9(a)のような粗大化が生じた結晶組織では、回折に寄与する結晶の数が不足し、偏りが不連続で生じる。
【0008】
また圧延などにより結晶組織に配向が生じると、粒が偏るため、偏った回折環が観測されやすくなる。図10(a)は、複数の粒子Pからなる結晶組織において、粒子に配向が生じている様子を示すイメージ図であり、図10(b)は、図10(a)のような結晶組織に対してX線回折を行って得られた回折環(デバイリング)である。
【0009】
このように、結晶組織に対してX線回折を行うと通常回折環(デバイリング)を得られる。しかしながら、製品形状によっては鍛造時における再結晶が避けられない場合があり、再結晶が生じると、特性が安定しないと考えられている。具体的には、再結晶が生じると強度の特性が下がると考えられている。また、再結晶組織が呈すると、きれいな回折環(デバイリング)を得ることが難しいと言われている。
【0010】
本発明は、上記事情に鑑みてなされた発明であり、再結晶組織を呈していても安定した特性を有する、強度の高いサスペンションアーム部材を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
高強度せん断補強筋用の鋼材
3か月前
宏幸株式会社
金属回収方法
3か月前
株式会社神戸製鋼所
鋼材
2か月前
株式会社クボタ
比重分離装置
3か月前
株式会社クボタ
比重分離装置
3か月前
株式会社クボタ
比重分離装置
3か月前
日本製鉄株式会社
鋼線
21日前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
線材
21日前
日本製鉄株式会社
鋼材
3か月前
JFEスチール株式会社
浸炭鋼部品
3か月前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
鉄道車輪
1か月前
住友金属鉱山株式会社
銅の製造方法
8日前
JFEスチール株式会社
亜鉛回収方法
10日前
日本製鉄株式会社
軸受用鋼管
1か月前
株式会社プロテリアル
合金部材及び合金部材の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
株式会社村田製作所
スズイオンの分離方法
2か月前
日本製鉄株式会社
熱間圧延鋼材
3か月前
株式会社小松製作所
耐摩耗部品
1か月前
山陽特殊製鋼株式会社
肉盛層
28日前
三菱マテリアル株式会社
銅合金板
1か月前
大電株式会社
アルミニウム素線及びアルミニウム電線
3か月前
MAアルミニウム株式会社
アルミニウム合金製の押出材
8日前
三菱マテリアル株式会社
銅合金触媒
15日前
日本冶金工業株式会社
表面性状に優れたFe-Ni合金
1か月前
日本製鉄株式会社
圧延H形鋼
8日前
DOWAエコシステム株式会社
有価物の回収方法
21日前
CONNEXX SYSTEMS株式会社
鉄粉粒体の還元方法
3か月前
株式会社神戸製鋼所
軟磁性鋼線およびその製造方法
2か月前
株式会社不二越
切断刃用合金鋼およびそれを用いた切断刃
1か月前
JX金属株式会社
銅合金及び電子部品
28日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ