TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103477
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220899
出願日
2023-12-27
発明の名称
変形部材、変形部材の製造方法、マスク、カプセル、カテーテル
出願人
株式会社コーセー
,
国立大学法人山形大学
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
41/36 20060101AFI20250702BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】より簡単に作製することができる変形部材を提供する。
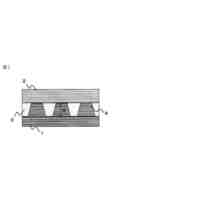
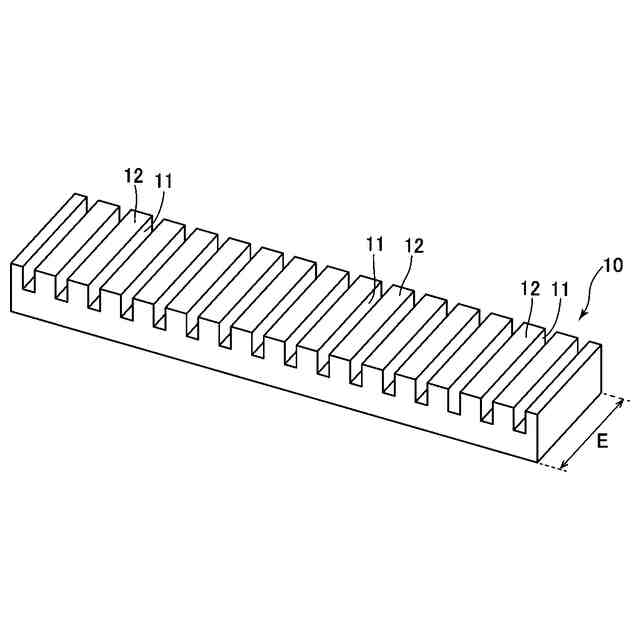
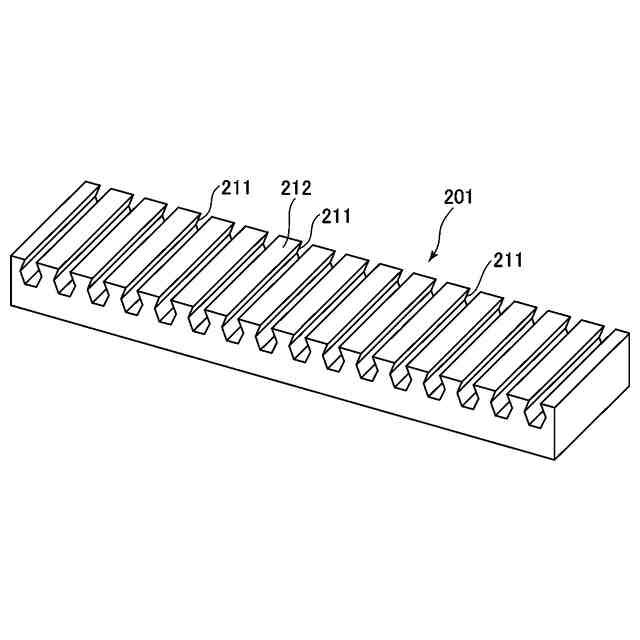
【解決手段】変形部材10は、液体を膨潤させることにより膨潤する膨潤性ゲルからなる板状の変形部材であって、一方の表面に複数の溝11が並列に延びている。
【選択図】図1
特許請求の範囲
【請求項1】
液体を含侵させることにより膨潤する膨潤性ゲルからなる板状の変形部材であって、
一方の表面に複数の溝が並列に延びている、変形部材。
続きを表示(約 910 文字)
【請求項2】
前記変形部材は単層の架橋密度が一定な膨潤性ゲルからなる、
請求項1に記載の変形部材。
【請求項3】
前記複数の溝は平行に延びている、
請求項1に記載の変形部材。
【請求項4】
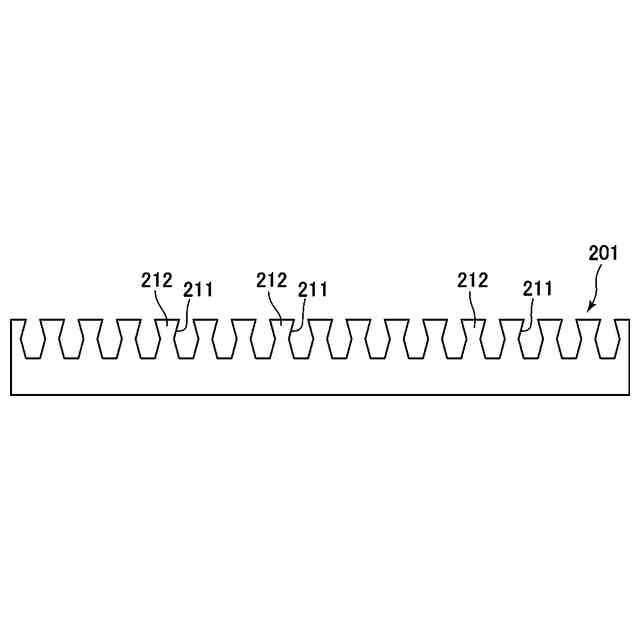
前記溝は断面形状が多角形状である、
請求項1に記載の変形部材。
【請求項5】
前記溝は断面形状が左右対称な矩形状又は六角形状である、
請求項1に記載の変形部材。
【請求項6】
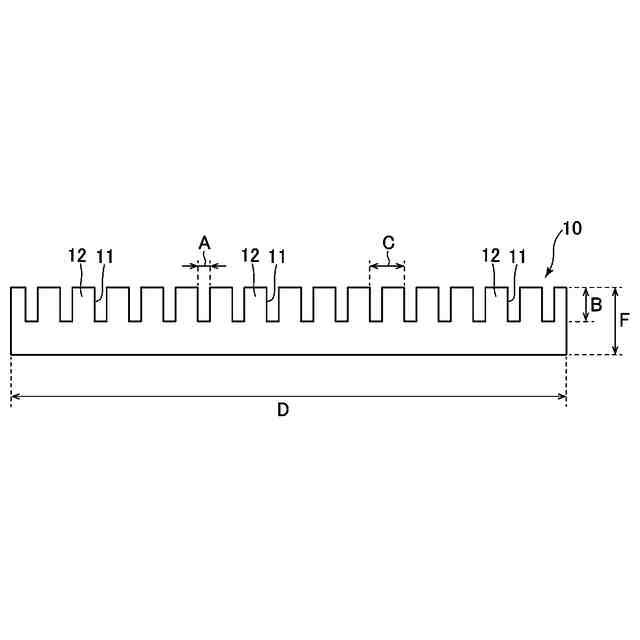
前記溝の間隔Cに対する前記溝の幅Aの比(A/C)は、0.5以上であり、
前記変形部材の厚さFに対する前記溝の深さBの比(B/F)は、0.5以上である、
請求項3に記載の変形部材。
【請求項7】
前記変形部材の単位長さあたりの変形速度は、0.06度/sec・mm以上である、
請求項1に記載の変形部材。
【請求項8】
前記膨潤性ゲルのヤング率が50~100kPaである、
請求項1に記載の変形部材。
【請求項9】
前記膨潤性ゲルは、
第1のポリマーと、
光重合開始剤と、
前記光重合開始剤を用いて重合することにより第2のポリマーを形成するモノマーと、
光吸収剤と、
を含み、
前記第1のポリマーと前記第2のポリマーとがゲルを構成する、
請求項1に記載の変形部材。
【請求項10】
液体を含侵させることにより膨潤する膨潤性ゲルからなる板状の変形部材の製造方法であって、
前記変形部材には、一方の表面に複数の溝が並列されており、
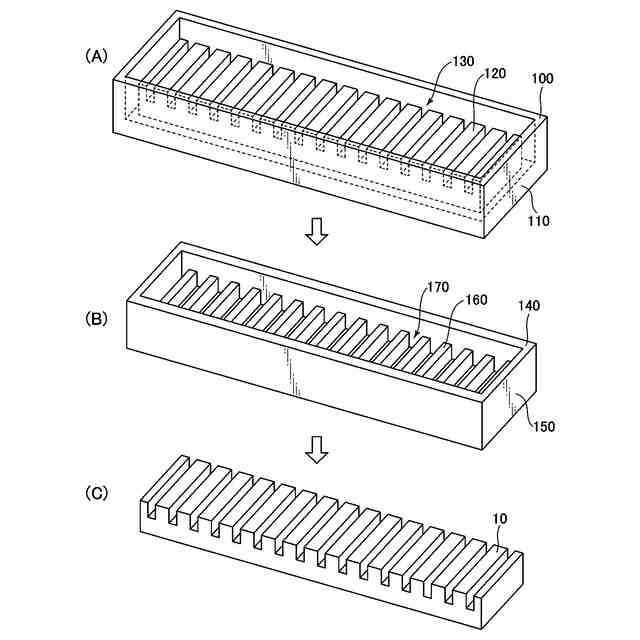
3Dプリンタを用いて成形型を反転させた凹部を有する反転型を成形するステップと、
前記反転型に反転型材料を充填し、前記変形部材の前記溝に対応する凸部を有する成形型を形成するステップと、
前記成形型内に材料を充填し、当該材料を架橋させて前記変形部材を成形するステップと、
を含む、変形部材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、変形部材、変形部材の製造方法、マスク、カプセル、カテーテルに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来の3Dモデリングでは、物体は使用時において変形することを想定せず、剛体として扱われていた。これに対して、Skylar Tibbitsによって4Dプリンティングという新しい概念が提唱された。4Dプリンティングでは、物体が周囲の環境に応じて時間的に形状等を変化させるものであり、ソフトロボティクスの分野において様々な研究が行われている。
【0003】
非特許文献1には、板状の合成材料が開示されている。この合成材料は湿潤させることにより、低膨潤率のゲル材料の側に湾曲し、物体を変形させる駆動要素として機能する。
【先行技術文献】
【非特許文献】
【0004】
4D Printing of Hydrogels Controlled by Hinge Structure and Spatially Gradient Swelling for Soft Robots, Masanari Kameokaら、2023年1月12日刊行、Machines 2023, 11(1), 103
【発明の概要】
【発明が解決しようとする課題】
【0005】
非特許文献1記載の変形部材は、3Dプリンタによりゲル溶液を紫外線で硬化させることにより3Dモデリングを行い、この際、厚さ方向に架橋密度に勾配を形成することにより、膨潤率を変えている。このため、架橋密度の勾配を形成するためには、UVレーザの照射の制御が必要になり、多くのパラメータを設定しなければならず手間がかかるという問題がある。
【0006】
本発明は、上記の課題に鑑みなされたものであり、その目的は、より簡単に作製することができる変形部材を提供することを目的とする。
【課題を解決するための手段】
【0007】
発明者らは、鋭意検討の結果、平板状の湿潤性のゲルの一方の面に複数の溝を並列に設けることにより、平板状のゲルが、溝が形成された側の面が内側になるように湾曲することを発見した。本発明は、この知見に基づくものである。
【0008】
本発明の一態様によれば、液体を含侵させることにより膨潤する膨潤性ゲルからなる板状の変形部材であって、一方の表面に複数の溝が並列に延びている、変形部材、が提供される。
【0009】
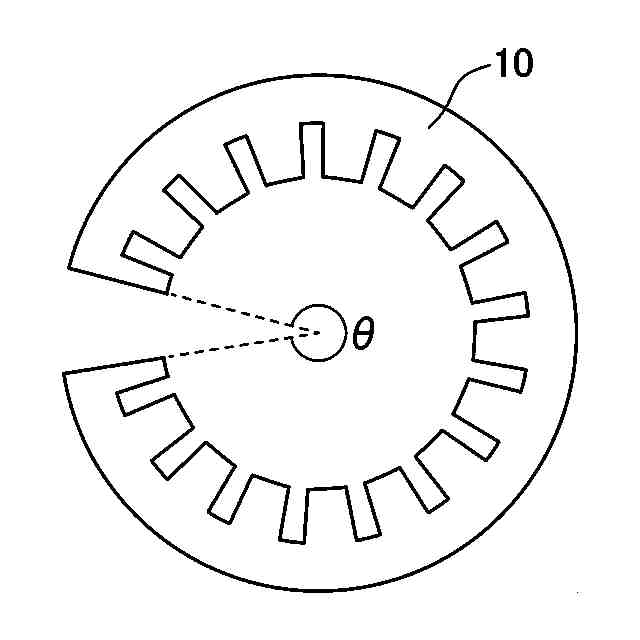
本態様によれば、膨潤性ゲルが膨潤すると溝が形成された側に湾曲する。そして、本態様による膨潤性ゲルの湾曲は、ゲルの架橋密度の勾配によるものではなく、形状によるものであるため、変形部材を容易に作製することができる。このような変形部材は、例えば3Dプリンタで作製する場合には、架橋密度が一定であるため、複雑なパラメータを設定する必要がなくなる。また、3Dプリンタを用いずとも、成形型を用いて作製することも可能になる。さらに、非特許文献1に記載された変形部材は、架橋密度が部位により異なるため、部分的に弾性が異なるが、本態様の変形部材によれば、架橋密度が一定となるため、弾性が均一になり、溝の形状を変えることにより変形を制御しやすくなる。さらには、非特許文献1に記載された変形部材は、架橋密度が部位により異なるため、色(例えば、透明度)などが部位により異なるが、本態様によれば、架橋密度が一定になるため、部位による架橋密度の差がなくなり、色が一定になる。
【0010】
本発明の一態様によれば、変形部材は単層の架橋密度が一定な膨潤性ゲルからなる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社コーセー
油性化粧料
23日前
株式会社コーセー
粘性油性組成物
23日前
株式会社コーセー
水中油型乳化化粧料 またはその製造方法
3日前
株式会社コーセー
水中油型乳化化粧料
3日前
株式会社コーセー
染色毛髪の高湿度条件下での褪色抑制用組成物およびこれを利用した染色毛髪の高湿度条件下での褪色抑制方法
1か月前
豊田鉄工株式会社
金型
29日前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
5か月前
日機装株式会社
加圧システム
4か月前
株式会社カワタ
計量混合装置
3か月前
東レ株式会社
フィルムの製造方法。
1か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社漆原
シートの成形方法
3か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
3か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
2日前
三和合板株式会社
化粧板の製造装置
11日前
日産自動車株式会社
成形装置
1か月前
トヨタ自動車株式会社
真空成形装置
4か月前
東レ株式会社
繊維強化プラスチック構造体
10日前
株式会社コスメック
磁気クランプ装置
6か月前
株式会社ミヤコシ
解反機
3か月前
東レ株式会社
一体化成形品及びその製造方法
1日前
株式会社日本製鋼所
射出成形機
1か月前
東レ株式会社
半導体モールド用離型フィルム
3か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
9日前
東レ株式会社
繊維強化樹脂成形品の製造方法
9日前
シチズンファインデバイス株式会社
接合装置
3か月前
帝人株式会社
複数の孔を有する成形品
4か月前
株式会社タハラ
中空成形機
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ