TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025104311
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2024226590
出願日
2024-12-23
発明の名称
角形鋼管
出願人
日本製鉄株式会社
,
日鉄建材株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
B23K
9/025 20060101AFI20250702BHJP(工作機械;他に分類されない金属加工)
要約
【課題】角形鋼管について、シーム溶接部の形成される面と柱がせん断力を受ける方向とが平行となる最も厳しい条件であっても、母材に対しシーム溶接部が先行降伏しないためのアンダーマッチング溶接の条件を導出する。
【解決手段】4つの辺部および4つの角部を含む角丸矩形状の断面を有する角形鋼管であって、少なくとも1つの上記辺部に、上記角形鋼管の長さ方向に延びるシーム溶接部が形成され、上記角形鋼管の板厚t[mm]および外径D[mm]、ならびに上記シーム溶接部の余盛り高さe[mm]および溶接線幅w[mm]に対して、上記シーム溶接部の引張強さσ
u,WM
[N/mm
2
]および上記辺部の母材の引張強さσ
u,BM
[N/mm
2
]が式(i)および式(ii)を満たす角形鋼管が提供される。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2025104311000016.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">22</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">170</com:WidthMeasure> </com:Image> 【選択図】図3
特許請求の範囲
【請求項1】
4つの辺部および4つの角部を含む角丸矩形状の断面を有する角形鋼管であって、
少なくとも1つの前記辺部に、前記角形鋼管の長さ方向に延びるシーム溶接部が形成され、
前記角形鋼管の板厚t[mm]および外径D[mm]、ならびに前記シーム溶接部の余盛り高さe[mm]および溶接線幅w[mm]に対して、前記シーム溶接部の引張強さσ
u,WM
[N/mm
2
]および前記辺部の母材の引張強さσ
u,BM
[N/mm
2
]が式(i)および式(ii)を満たす角形鋼管。
TIFF
2025104311000014.tif
22
170
続きを表示(約 420 文字)
【請求項2】
4つの辺部および4つの角部を含む角丸矩形状の断面を有する角形鋼管であって、
少なくとも1つの前記辺部に、前記角形鋼管の長さ方向に延びるシーム溶接部が形成され、
前記角形鋼管の板厚t[mm]および外径D[mm]に対して、前記シーム溶接部の引張強さσ
u,WM
[N/mm
2
]および前記辺部の母材の引張強さσ
u,BM
[N/mm
2
]が式(iii)および式(iv)を満たす角形鋼管。
TIFF
2025104311000015.tif
17
170
【請求項3】
前記シーム溶接部は、1つの前記辺部のみに形成される、請求項1または請求項2に記載の角形鋼管。
【請求項4】
前記シーム溶接部は、互いに対向する2つの前記辺部に形成される、請求項1または請求項2に記載の角形鋼管。
発明の詳細な説明
【技術分野】
【0001】
本発明は、角形鋼管に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
鋼部材を溶接する際、母材に対し溶接部を先行破壊させないために、一般には溶接金属の引張強さを母材の引張強さより大きくするオーバーマッチングが行われる。例えば、引張強さ490N/mm
2
級の母材に対しては、引張強さ490N/mm
2
を超える溶接金属材料および溶接条件を選定する。ところが、オーバーマッチングによって選定された高強度の溶接金属材料の溶接では、溶接割れの防止や溶接金属の強度および靭性の確保のために予熱が必要とされたり、入熱量やパス間温度の上限が厳しかったりするために、溶接施工に係る手間が増え、コスト増や生産効率の低下が生じやすい。
【0003】
建築鋼構造の柱に用いられる冷間成形角形鋼管のシーム溶接部でも、上記のような溶接金属のオーバーマッチングによる問題が生じうる。また、近年、角形鋼管の鋼種が多様化しており、同一の製造ラインで複数の鋼種の角形鋼管を製造するようになっている。このような場合に、各鋼種に対してオーバーマッチングになるように溶接金属材料や溶接条件を設定すると、製造される角形鋼管の鋼種が変わるごとにシーム溶接部の溶接金属材料の入れ替えや溶接条件の変更が必要となり、生産性の低下の要因となっている。
【0004】
これに対して、例えば特許文献1では、角形鋼管柱と通しダイアフラムとの溶接部について、アンダーマッチング溶接、すなわち溶接金属の引張強さが母材の引張強さよりも小さい溶接を可能とする技術を開示している。
【先行技術文献】
【特許文献】
【0005】
特開2016-159296号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
冷間成形角形鋼管のシーム溶接部は溶接線方向に沿う方向にせん断力を受けるため、アンダーマッチング溶接の場合、シーム溶接部の溶接金属材料が母材に先行してせん断降伏して塑性変形する可能性がある。このような塑性変形が生じると角形鋼管の断面の平面保持仮定が成立しなくなり、設計時に平面保持仮定に基づいて想定された曲げ耐力よりも小さい曲げモーメントで大きな変形が生じて層間変形が過大になる。特許文献1でアンダーマッチング溶接が適用されるのは溶接線方向と直交する方向に引張力を受ける溶接部であるため、上記のような角形鋼管のシーム溶接部に特許文献1に記載されたアンダーマッチング溶接の技術をそのまま適用することはできない。
【0007】
そこで本発明は、角形鋼管について、シーム溶接部の形成される面と柱がせん断力を受ける方向とが平行となる最も厳しい条件であっても、母材に対しシーム溶接部が先行降伏しないためのアンダーマッチング溶接の条件を導出することを目的とする。
【課題を解決するための手段】
【0008】
[1]4つの辺部および4つの角部を含む角丸矩形状の断面を有する角形鋼管であって、少なくとも1つの上記辺部に、上記角形鋼管の長さ方向に延びるシーム溶接部が形成され、上記角形鋼管の板厚t[mm]および外径D[mm]、ならびに上記シーム溶接部の余盛り高さe[mm]および溶接線幅w[mm]に対して、上記シーム溶接部の引張強さσ
u,WM
[N/mm
2
]および上記辺部の母材の引張強さσ
u,BM
[N/mm
2
]が式(i)および式(ii)を満たす角形鋼管。
TIFF
2025104311000002.tif
22
170
[2]4つの辺部および4つの角部を含む角丸矩形状の断面を有する角形鋼管であって、少なくとも1つの上記辺部に、上記角形鋼管の長さ方向に延びるシーム溶接部が形成され、上記角形鋼管の板厚t[mm]および外径D[mm]に対して、上記シーム溶接部の引張強さσ
u,WM
[N/mm
2
]および上記辺部の母材の引張強さσ
u,BM
[N/mm
2
]が式(iii)および式(iv)を満たす角形鋼管。
TIFF
2025104311000003.tif
17
170
[3]上記シーム溶接部は、1つの上記辺部のみに形成される、[1]または[2]に記載の角形鋼管。
[4]上記シーム溶接部は、互いに対向する2つの上記辺部に形成される、[1]または[2]に記載の角形鋼管。
【発明の効果】
【0009】
上記の構成によれば、角形鋼管のシーム溶接部の溶接金属材料のせん断強さに対する最大せん断応力の比が、辺部の母材のせん断強さに対する最大せん断応力の比を超えないため、母材に対しシーム溶接部が先行降伏しないアンダーマッチング溶接を実現することができる。
【図面の簡単な説明】
【0010】
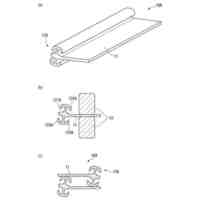
本発明の実施形態に係る角形鋼管の第1の例を示す図である。
本発明の実施形態に係る角形鋼管の第2の例を示す図である。
角形鋼管の断面の辺部およびシーム溶接部に生じるせん断応力を示す図である。
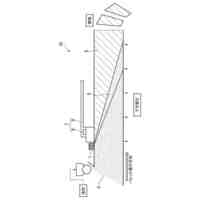
解析における境界条件を示す図である。
解析において角形鋼管断面に作用する外力の方向を示す図である。
解析におけるモデルを示す図である。
解析におけるモデルを示す図である。
解析によって算出された相当塑性ひずみのコンター図である。
解析によって算出された相当塑性ひずみのコンター図である。
解析によって算出された相当塑性ひずみのコンター図である。
解析によって算出されたシーム溶接部の相当塑性ひずみを載荷角度ごとに示すグラフである
解析によって算出された角形鋼管の材端における曲げモーメントと層間変形との関係を示すグラフである。
解析によって算出されたシーム溶接部の相当塑性ひずみを示すグラフである。
シーム溶接部の最大相当塑性ひずみの母材部の最大相当塑性ひずみに対する比(以下、最大相当塑性ひずみ比ともいう)と層間変形との関係を示すグラフである。
最大相当塑性ひずみ比の最大値とマッチング率との関係を示すグラフである。
図12の一部を拡大してプロットを追加したグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼の製造方法
10日前
日本製鉄株式会社
高炉操業方法
9日前
日本製鉄株式会社
ステンレス鋼板
4日前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
応力-歪関係推定方法
16日前
日本製鉄株式会社
H形鋼およびその製造方法
3日前
日本製鉄株式会社
フェライト系ステンレス鋼板
8日前
日本製鉄株式会社
フェライト系ステンレス鋼板
9日前
日本製鉄株式会社
既設堤防の補強方法および堤防
7日前
日本製鉄株式会社
磁粉探傷装置及び磁粉探傷方法
1日前
日本製鉄株式会社
距離測定装置及び距離測定方法
14日前
日本製鉄株式会社
オーステナイト系ステンレス鋼
1日前
日本製鉄株式会社
オーステナイト系ステンレス鋼
1日前
日本製鉄株式会社
セグメント及びシールドトンネル
11日前
日本製鉄株式会社
海域向け製鋼スラグのpH評価方法
7日前
日本製鉄株式会社
焼結用原料の調整方法及び焼結鉱の製造方法
8日前
日本製鉄株式会社
建材火災シミュレータ及び建材火災シミュレート方法
16日前
日本製鉄株式会社
計画立案装置、計画立案方法および計画立案プログラム
9日前
日本製鉄株式会社
ブレーキディスク
7日前
日本製鉄株式会社
搬送装置、搬送システム、搬送方法、及び、プレス成形品の製造方法
14日前
日本製鉄株式会社
連結部材、鋼矢板壁および連結部材の製造方法
1日前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
7日前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
2か月前
株式会社不二越
ドリル
3か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
22日前
株式会社ダイヘン
溶接電源装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ