TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100989
公報種別
公開特許公報(A)
公開日
2025-07-04
出願番号
2025071391,2024549440
出願日
2025-04-23,2023-12-14
発明の名称
多角形筒型構造、および洋上風力発電設備向けの基礎構造物
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
E04H
12/08 20060101AFI20250627BHJP(建築物)
要約
【課題】円形と同等の曲げ性能を発揮することと、曲げ加工工程の省略および溶接工程を減少させることでコストの低減を図ることとをバランスよく両立できる多角形筒型構造を提供することである。
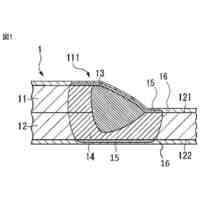
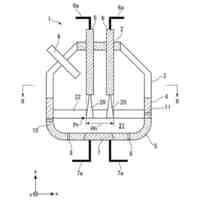
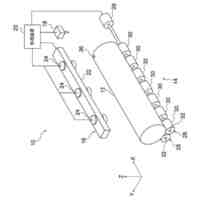
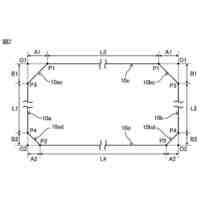
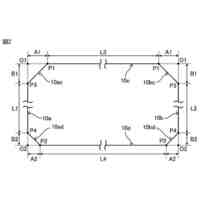
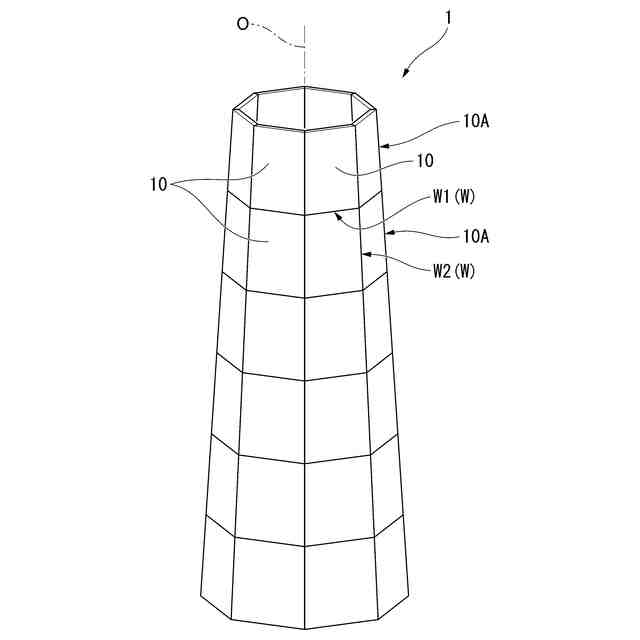
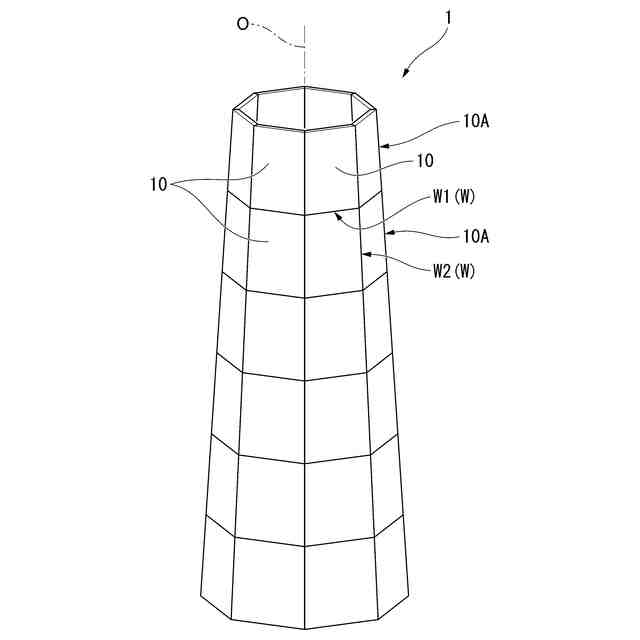
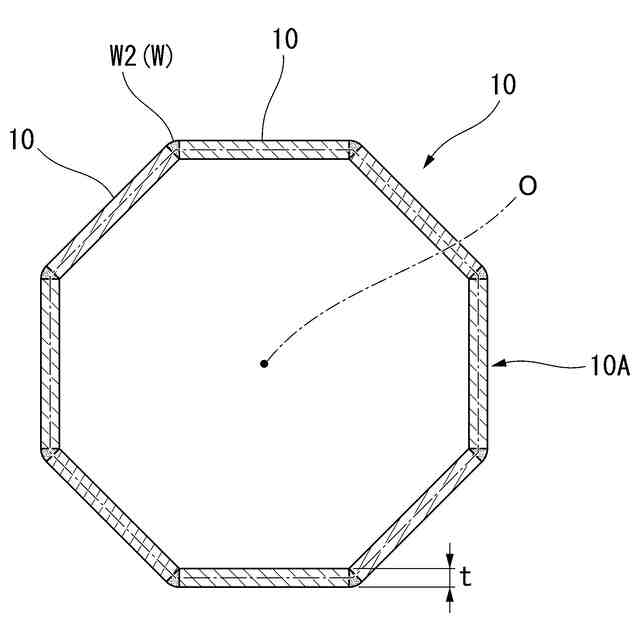
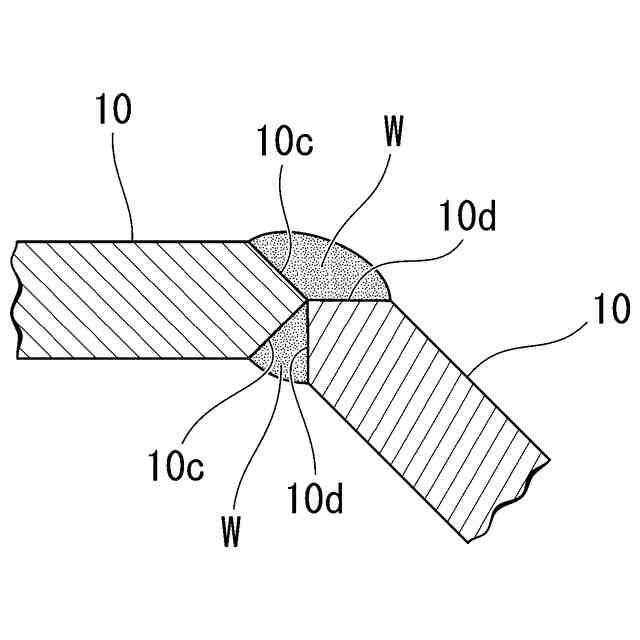
【解決手段】水平方向の断面形状が同じ角数により形成され、多角形柱状体(1)は、鋼製の平板部材(10)が周方向および柱軸方向に溶接により連結されて構成されている。多角形柱状体(1)は、断面形状が6角形以上24角形以下の多角形断面をなし、平板部材(10)の板厚が40mm以上250mm以下である。多角形断面は、外径Dと板厚tとの比(外径D/板厚t)が200以下である。
【選択図】図1
特許請求の範囲
【請求項1】
水平方向の断面形状が同じ角数により形成される多角形筒型構造であって、
鋼製の平板部材が周方向および柱軸方向に溶接により連結されて構成され、
前記断面形状は、6角形以上24角形以下の多角形断面をなし、
前記平板部材の板厚は、40mm以上250mm以下であり、
周長を断面において板厚中心における周方向の長さの総和とし、
外径を断面において前記周長が同一となる円筒の板厚中心における直径としたときに、
少なくとも前記多角形筒型構造の基端部における前記外径が8m以上40m以下であり、
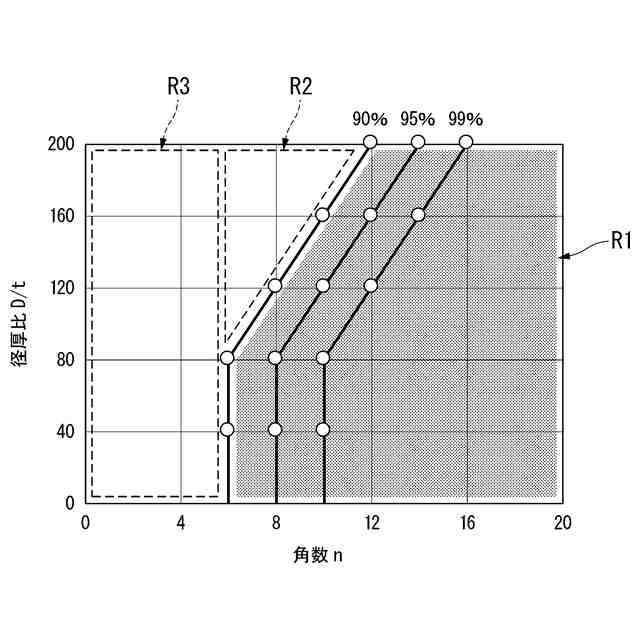
前記多角形断面は、外径と板厚との比(外径/板厚)が柱軸方向全長に亘り40以上200以下であり、
前記多角形断面の角数nは、(1)式または(2)式を満たす、多角形筒型構造。
n≧6 {D/t≦80のとき} ・・・(1)
n≧(D/t)/20+2 {D/t>80のとき} ・・・(2)
ここで、D:外径(mm)、t:板厚(mm)、n:角数(自然数)とする。
続きを表示(約 130 文字)
【請求項2】
前記多角形断面は、正多角形である、請求項1に記載の多角形筒型構造。
【請求項3】
請求項1または2に記載の多角形筒型構造を備え、
前記多角形筒型構造が、洋上風力発電設備の基礎となる洋上風力発電設備向けの基礎構造物。
発明の詳細な説明
【技術分野】
【0001】
本発明は、多角形筒型構造、および洋上風力発電設備向けの基礎構造物に関する。
本願は、2022年12月14日に、日本に出願された特願2022-199328号に基づき優先権を主張し、その内容をここに援用する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、洋上風力による発電量の確保に向けて、風車及びそれを支えるタワーや基礎の大型化が進んでいる。一般的に、タワーや基礎には円柱管からなる円形構造が多用されており、基礎の円柱管として、今後例えば外径が10mを超えるような大口径のものが採用される見込みである。設備の大型化に伴って強度及び剛性を高くしなければならず、外径や壁厚も大きくする必要がある。通常は、例えば特許文献1に示されるように、鋼板を曲げ加工して湾曲した板を周方向に溶接することで短管を製作し、さらに短管同士を柱軸方向に溶接することでタワーや基礎が構築される。この場合、曲げ加工設備の能力に限界があり、厚肉化や大径化に対応できないうえ、コストも増大するという問題がある。
【0003】
これに対して、曲げ加工を行わない構造として、浮体式洋上風力発電施設を構成する柱状型浮体において、平鋼板を周方向に複数、溶接により連結することで多角形断面を構築する構造が知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
特許第4708365号公報
特開2022-1474号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した多角形断面の構造体では、以下のような問題があった。
すなわち、特許文献2では、平鋼板を周方向に溶接で連結することで多角形を構築するが、過度に角数が増えることからコストが増大するおそれがある。
さらに、同一断面積の条件下において多角形構造が円形と同等の曲げ性能を発揮するには、外径を大きくして断面二次モーメントを大きくすることが一般的に考えられるが、周長が長くなることで相対的に板厚が小さくなり、板の局部座屈耐力が低下する。
また、円形から多角形にすることで極限状態を決定づける座屈の形態が、円形部材に生じる象の足座屈から板の局部座屈に変化するため、多角形の角数を増やして1辺の幅厚比を小さくすることで局部座屈耐力を向上させる必要がある。しかし、角数が増えると、溶接線長ならびに組立工数が増加することとなり、コストが増大するという問題があり、その点で改善の余地があった。
【0006】
本発明は、上述する問題点に鑑みてなされたもので、円形と同等の曲げ性能を発揮することと、曲げ加工工程の省略および溶接工程を減少させることでコストの低減を図ることとをバランスよく両立できる多角形筒型構造、および洋上風力発電設備向けの基礎構造物を提供することを目的とする。
【課題を解決するための手段】
【0007】
<1>本発明に係る多角形筒型構造の態様1は、水平方向の断面形状が同じ角数により形成される多角形筒型構造であって、鋼製の平板部材が周方向および柱軸方向に溶接により連結されて構成され、前記断面形状は、6角形以上24角形以下の多角形断面をなし、前記平板部材の板厚は、40mm以上250mm以下であり、周長を断面において板厚中心における周方向の長さの総和とし、外径を断面において前記周長が同一となる円筒の板厚中心における直径としたときに、少なくとも前記多角形筒型構造の基端部における前記外径が8m以上40m以下であり、前記多角形断面は、外径と板厚との比(外径/板厚)が柱軸方向全長に亘り40以上200以下であり、前記多角形断面の角数nは、(1)式または(2)式を満たす、多角形筒型構造。
n≧6 {D/t≦80のとき} ・・・(1)
n≧(D/t)/20+2 {D/t>80のとき} ・・・(2)
ここで、D:外径(mm)、t:板厚(mm)、n:角数(自然数)とする。
【0008】
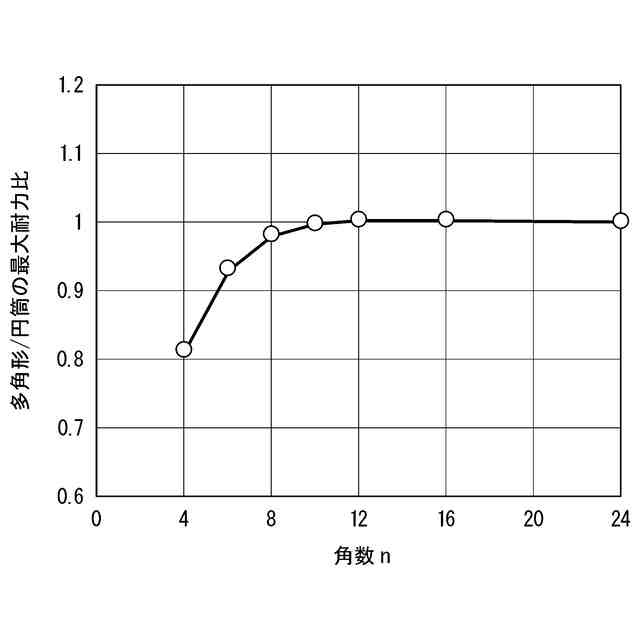
本発明では、多角形筒型構造における多角形断面の水平方向の断面形状が6角形以上24角形以下の多角形断面において、平板部材の板厚を40mm以上250mm以下とし、外径と板厚との比(外径/板厚)を200以下とすることで、局部座屈を抑制でき、円形と同等の断面積で、かつ円形と同等の曲げ性能を発揮できる角数の仕様を選定することが可能となり、溶接線長を短くできる多角形筒型構造で製造することができる。
このように、本発明では、平板部材の配置を幾何学的な調整のみで構築することでき、曲げ加工工程を省略できるとともに、コストがかかる組立溶接工程を減少することが可能となる。そのため、本発明では、円形と同等になるよう曲げ性能を向上することと、コストの増大を抑制することとをバランスよく両立することができる。さらに、本発明では、リブ等の補強部材が不要となることから、低コストな多角形筒型構造を提供できる。
【0009】
この場合には、円形と同等の断面積でかつ同等の曲げ性能になる最小の角数nを(1)式または(2)式によって径厚比D/tに応じて規定することで、最小の溶接線長で多角形筒型構造を製造することができる。
【0010】
<2>本発明の多角形筒型構造の態様1に従属する態様2は、前記多角形断面は、正多角形であることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
9日前
日本製鉄株式会社
鋼線
9日前
日本製鉄株式会社
床構造
16日前
日本製鉄株式会社
評価方法
17日前
日本製鉄株式会社
溶接継手
23日前
日本製鉄株式会社
直流電気炉
4日前
日本製鉄株式会社
軸受用鋼管
24日前
日本製鉄株式会社
直流電気炉
4日前
日本製鉄株式会社
鋼の製造方法
11日前
日本製鉄株式会社
金属溶解方法
4日前
日本製鉄株式会社
高炉の操業方法
2日前
日本製鉄株式会社
直流電気溶解炉
4日前
日本製鉄株式会社
棒製品の製造方法
11日前
日本製鉄株式会社
補強H形鋼有孔梁
5日前
日本製鉄株式会社
焼結鉱の製造方法
12日前
日本製鉄株式会社
焼結鉱の製造方法
12日前
日本製鉄株式会社
溶銑の脱りん方法
9日前
日本製鉄株式会社
制御装置及び制御方法
5日前
日本製鉄株式会社
ガス漏洩部の補修方法
3日前
日本製鉄株式会社
肥料及び肥料の製造方法
16日前
日本製鉄株式会社
表面検査装置及び表面検査方法
17日前
日本製鉄株式会社
スポット溶接継手の性能推定方法
2日前
日本製鉄株式会社
金属缶の製造方法及び金型セット
16日前
日本製鉄株式会社
塩害コンクリート構造物の補修工法
9日前
日本製鉄株式会社
ヤード検査ロボットおよびプログラム
4日前
日本製鉄株式会社
疲労評価方法及び疲労評価プログラム
16日前
日本製鉄株式会社
コークス品質管理方法、及び高炉操業方法
19日前
日本製鉄株式会社
ノリ養殖用施肥筒およびノリ養殖施肥方法
18日前
日本製鉄株式会社
フェライト系ステンレス鋼板とその製造方法および部品
9日前
日本製鉄株式会社
深層学習モデル生成装置、および深層学習モデル生成方法
2日前
日本製鉄株式会社
連続鋳造用鋳型、鋳片の連続鋳造方法、及び、連続鋳造鋳片
9日前
日本製鉄株式会社
連続鋳造用鋳型、鋳片の連続鋳造方法、及び、連続鋳造鋳片
9日前
日本製鉄株式会社
高炉操業方法、高炉操業制御装置、高炉操業制御プログラム
2日前
日本製鉄株式会社
快削鋼連続鋳造用モールドパウダー及び快削鋼連続鋳造方法
9日前
日本製鉄株式会社
推定装置、学習装置、推定方法、学習方法、およびプログラム
17日前
日本製鉄株式会社
水素充填方法、水素充填装置、試料解析方法および試料解析装置
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ