TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025106302
公報種別
公開特許公報(A)
公開日
2025-07-15
出願番号
2025044833,2023517818
出願日
2025-03-19,2021-09-16
発明の名称
高強度で焼入れ感受性の低い7XXX系アルミニウム合金及びその製造方法
出願人
ノベリス・インコーポレイテッド
,
NOVELIS INC.
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22F
1/053 20060101AFI20250708BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】改善された粒界型応力腐食割れ耐性を有するアルミニウム合金製品及びアルミニウム合金製品の製造方法の提供。
【解決手段】アルミニウム合金製品を製造する方法について記載する。方法は、圧延アルミニウム合金製品を400℃~525℃の第1の温度に加熱することを含む。圧延アルミニウム合金製品は、7XXX系のアルミニウム合金を含むことができる。方法はまた、圧延アルミニウム合金製品を、15秒~30分間の継続時間にわたって第1の温度または第1の温度の10℃以内に維持することを含む。方法はまた、圧延アルミニウム合金製品を0.5℃/秒~125℃/秒の焼入れ速度で焼入れし、それにより、熱処理アルミニウム合金製品を生成することを含む。熱処理アルミニウム合金製品は、0.3~0.8のひずみ比を示す。ひずみ比は、ASTM G129及び/またはASTM G139標準試験方法に従って測定される。
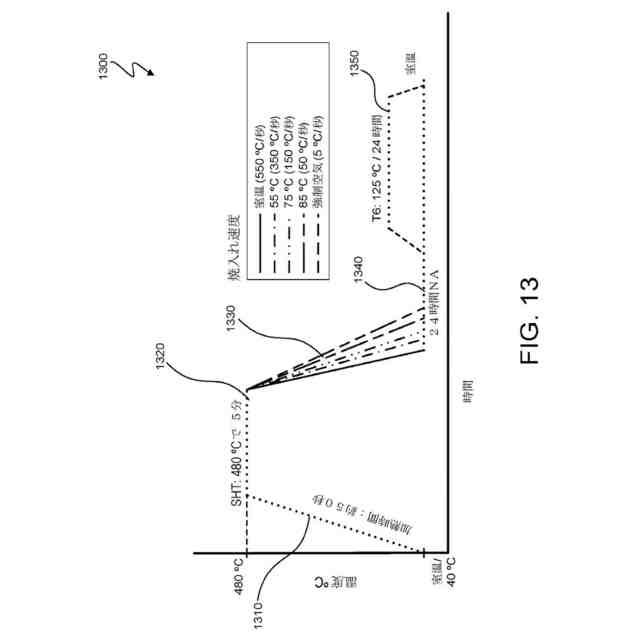
【選択図】図13
特許請求の範囲
【請求項1】
圧延アルミニウム合金製品を400℃~525℃の第1の温度に加熱することであって、前記圧延アルミニウム合金製品が、
4.00重量%~15.00重量%のZn、
0.10重量%~3.50重量%のCu、
1.00重量%~4.00重量%のMg、
0.05重量%~0.50重量%のFe、
0.05重量%~0.30重量%のSi、
0.05重量%~0.25重量%のZr、
最大0.25重量%のMn、
最大0.20重量%のCr、
最大0.15重量%のTi、及び
Alを含む7XXX系アルミニウム合金を含む、前記加熱することと、
前記圧延アルミニウム合金製品を、15秒~30分間の継続時間にわたって前記第1の温度または前記第1の温度の10℃以内に維持することと、
前記圧延アルミニウム合金製品を0.5℃/秒~125℃/秒の焼入れ速度で焼入れし、それにより、熱処理アルミニウム合金製品を生成することと、を含み、前記熱処理アルミニウム合金製品が0.3~0.8のひずみ比を示し、前記ひずみ比がASTM G129標準試験方法に従って測定される、前記方法。
続きを表示(約 1,300 文字)
【請求項2】
前記圧延アルミニウム合金製品が、10℃~100℃の第2の温度に前記圧延アルミニウム合金製品が達するまで焼入れされる、請求項1に記載の方法。
【請求項3】
前記焼入れが、中間温度までの第1の焼入れ速度での第1の焼入れと、前記第2の温度までの第2の焼入れ速度での第2の焼入れと、を含み、前記第2の焼入れ速度が前記第1の焼入れ速度よりも大きい、請求項2に記載の方法。
【請求項4】
前記焼入れ速度が、5℃/秒~125℃/秒である、請求項1に記載の方法。
【請求項5】
前記焼入れ速度が、10℃/秒~125℃/秒である、請求項1に記載の方法。
【請求項6】
前記圧延アルミニウム合金製品が、
4.00重量%~15.00重量%のZn、
0.20重量%~2.60重量%のCu、
1.40重量%~2.80重量%のMg、
0.10重量%~0.35重量%のFe、
0.05重量%~0.20重量%のSi、
0.05重量%~0.15重量%のZr、
0.01重量%~0.05重量%のMn、
0.01重量%~0.05重量%のCr、
0.001重量%~0.05重量%のTi、及び
Alを含む、請求項1に記載の方法。
【請求項7】
前記圧延アルミニウム合金製品が、
4.00重量%~15.00重量%のZn、
0.30重量%~2.50重量%のCu、
1.60重量%~2.60重量%のMg、
0.10重量%~0.25重量%のFe、
0.07重量%~0.15重量%のSi、
0.09重量%~0.15重量%のZr、
0.02重量%~0.05重量%のMn、
0.03重量%~0.05重量%のCr、
0.003重量%~0.035重量%のTi、及び
Alを含む、請求項1に記載の方法。
【請求項8】
前記圧延アルミニウム合金製品が、
4.00重量%~15.00重量%のZn、
0.20重量%~2.10重量%のCu、
2.20重量%~2.40重量%のMg、
0.18重量%~0.23重量%のFe、
0.09重量%~0.12重量%のSi、
0.05重量%~0.15重量%のZr、
0.04重量%~0.09重量%のMn、
0.03重量%~0.09重量%のCr、
0.01重量%~0.02重量%のTi、
最大0.15重量%の不純物、及び
Alを含む、請求項1に記載の方法。
【請求項9】
前記圧延アルミニウム合金製品が、最大0.20重量%のMo、Nb、Be、B、Co、Sn、Sr、V、In、Hf、Ag、Sc及びNiのうちの1つ以上をさらに含む、請求項1に記載の方法。
【請求項10】
前記熱処理アルミニウム合金製品が、ASTM G110標準試験方法に従って測定した場合に5μm~300μmの腐食深さを示す、請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
(関連出願の相互参照)
本出願は、その全容を参照により本明細書に援用するところの2020年9月17日出願の米国特許仮出願第62/706,906号の利益及び当該出願に基づく優先権を主張する。
続きを表示(約 5,000 文字)
【0002】
本開示は一般的には冶金学に関し、より詳細には、改善された粒界型応力腐食割れ耐性を有するアルミニウム合金製品及びアルミニウム合金製品の製造方法に関する。
【背景技術】
【0003】
高強度アルミニウム合金は、自動車産業及び航空宇宙産業など、様々な用途での使用に適している。例示的な高強度アルミニウム合金としては、7XXX系のアルミニウム合金が含まれる。7XXX系のアルミニウム合金の処理では、合金に熱処理を行った後、焼入れすることで、溶体化した合金化元素を固定し、適当な粒界型応力腐食割れ耐性及び望ましい機械的特性を付与することができる。焼入れが適当な時間内に行われない場合、得られる製品は粒界型応力腐食割れを起こしやすくなり、及び/または不適当な機械的特性を有するおそれがある。
【0004】
7XXX系のアルミニウム合金の処理に必要な焼入れ速度では、高温処理工程と焼入れ工程との間に残る操作ウインドウは極めて小さい。このような小さなウインドウは、7XXX系のアルミニウム合金から形成される製品は、熱間加工工程後、直ちに焼入れする必要があり、このことは、熱間成形または複数の場所の間での加熱製品の移動など、他の加工工程のための時間がほとんど、またはまったくないことを意味する。速い焼入れ速度もまた、しばしば特殊な装置を使用し、処理が複雑になることから、望ましくない場合がある。
【発明の概要】
【0005】
実施形態及び類似の用語は、本開示の主題の全て及び以下の特許請求の範囲を広く指すことを意図している。これらの用語を含む記述は、本明細書に記載された主題を限定するものでもなく、以下の特許請求の範囲の意味または範囲を限定するものでもないと理解されるべきである。本開示に含まれる実施形態は、この発明の概要ではなく、特許請求の範囲によって定義される。この発明の概要は、本開示の様々な態様の高精度の概要であり、下記の発明を実施するための形態のセクションでさらに説明される概念の一部を紹介している。この発明の概要は、特許請求される主題の重要または本質的な特徴を特定することを意図しておらず、また、特許請求される主題の範囲を決定するために単独で使用することも意図していない。主題は、本開示の明細書全体、いずれかまたは全ての図面、及び各請求項の適切な部分を参照することによって理解されるべきである。
【0006】
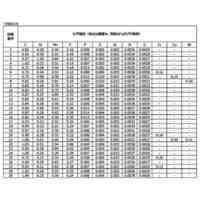
本明細書では、圧延アルミニウム合金製品、ならびに焼入れ不感受性及び改善された強度値を有するアルミニウム合金製品を製造する方法について記載する。別の態様では、アルミニウム合金製品を製造する方法について記載する。この方法は、圧延アルミニウム合金製品を加熱することを含むことができる。圧延アルミニウム合金製品は、4.00重量%~15.00重量%のZn、0.10重量%~3.50重量%のCu、1.00重量%~4.00重量%のMg、0.05重量%~0.50重量%のFe、0.05重量%~0.30重量%のSi、0.05重量%~0.25重量%のZr、0.25重量%以下のMn、0.20重量%以下のCr、0.15重量%以下のTi、及びAlを有する7XXX系のアルミニウム合金製品を含むことができる。いくつかの実施形態では、圧延アルミニウム合金製品は、4.00重量%~15.00重量%のZn、0.20重量%~2.60重量%のCu、1.40重量%~2.80重量%のMg、0.10重量%~0.35重量%のFe、0.05重量%~0.20重量%のSi、0.05重量%~0.15重量%のZr、0.01重量%~0.05重量%のMn、0.01重量%~0.05重量%のCr、0.001重量%~0.05重量%のTi、及びAlを有することができる。一方、他の実施形態では、圧延アルミニウム合金製品4.00重量%~15.00重量%のZn、0.30重量%~2.50重量%のCu、1.60重量%~2.60重量%のMg、0.10重量%~0.25重量%のFe、0.07重量%~0.15重量%のSi、0.09重量%~0.15重量%のZr、0.02重量%~0.05重量%のMn、0.03重量%~0.05重量%のCr、0.003重量%~0.035重量%のTi、及びAlを有することができる。一方、さらに他の実施形態では、圧延アルミニウム合金製品は、4.00重量%~15.00重量%のZn、0.20重量%~2.10重量%のCu、2.20重量%~2.40重量%のMg、0.18重量%~0.23重量%のFe、0.09重量%~0.12重量%のSi、0.05重量%~0.15重量%のZr、0.04重量%~0.09重量%のMn、0.03重量%~0.09重量%のCr、0.01重量%~0.02重量%のTi、0.15重量%以下の不純物、及びAlを有することができる。場合により、圧延アルミニウム合金製品は、0.20重量%以下のMo、Nb、Be、B、Co、Sn、Sr、V、In、Hf、Ag、Sc及びNiのうちの1つ以上をさらに含むことができる。
【0007】
本明細書に記載の方法は、圧延アルミニウム合金製品を400℃~525℃の第1の温度に加熱することを含むことができる。例えば、第1の温度は450℃~510℃とすることができる。いくつかの実施形態では、第1の温度は、溶体化温度でありうる。圧延アルミニウム合金製品を第1の温度まで加熱した後、圧延アルミニウム合金製品を、第1の温度または第1の温度の10℃以内で15秒~30分間の時間にわたって維持することができる。この方法はまた、圧延アルミニウム合金製品を0.5℃/秒~125℃/秒の焼入れ速度で焼入れして熱処理アルミニウム合金製品を生成することを含んでもよい。いくつかの実施形態では、焼入れ速度は5℃/秒~125℃/秒とすることができ、他の実施形態では、焼入れ速度は10℃/秒~125℃/秒とすることができる。場合により、焼入れ速度は、5℃/秒~10℃/秒、10℃/秒~15℃/秒、15℃/秒~20℃/秒、20℃/秒~25℃/秒、25℃/秒~30℃/秒、30℃/秒~35℃/秒、35℃/秒~40℃/秒、40℃/秒~45℃/秒、45℃/秒~50℃/秒、50℃/秒~55℃/秒、55℃/秒~60℃/秒、60℃/秒~65℃/秒、65℃/秒~70℃/秒、70℃/秒~75℃/秒、75℃/秒~80℃/秒、80℃/秒~85℃/秒、85℃/秒~90℃/秒、90℃/秒~95℃/秒、95℃/秒~100℃/秒、100℃/秒~105℃/秒、105℃/秒~110℃/秒、110℃/秒~115℃/秒、115℃/秒~120℃/秒、または120℃/秒~125℃/秒とすることができる。
【0008】
いくつかの実施形態では、圧延アルミニウム合金製品を焼入れすることは、中間温度までの第1の焼入れ速度での第1の焼入れと、第2の温度までの第2の焼入れ速度での第2の焼入れと、を含むことができる。第2の焼入れ速度は、第1の焼入れ速度よりも大きくてもよい。圧延アルミニウム合金製品は、圧延アルミニウム合金製品が10℃から100℃の第2の温度に達するまで焼入れすることができる。場合により、第2の温度は周囲温度とすることができる。いくつかの実施形態では、圧延アルミニウム合金製品を焼入れすることは、金型焼入れプロセス、水焼入れプロセス、及び強制空気焼入れプロセスを含むことができる。例として、第1の焼入れ速度は、アルミニウム合金製品が加熱システムから取り出されるが、製品が焼入れシステム(例えば、金型焼入れ)に導入される前に相当するか、または行うことができる。周囲条件への暴露による温度の初期の低下は、第1の焼入れ速度であるかまたはそれに相当し得る。場合により、次に、第2の焼入れは、金型焼入れプロセスなどの能動的焼入れプロセス中に行われる焼入れに相当し得る。
【0009】
圧延アルミニウム合金製品の加熱及び焼入れは、溶体化熱処理プロセスに相当し得る。
場合により、方法は、圧延アルミニウム合金製品を加熱した後、圧延アルミニウム合金製品に熱間成形プロセスを行うことをさらに含んでもよい。場合によっては、この方法は、熱処理アルミニウム合金製品を、T6調質またはT7調質などにおける時効処理を行うことも含むことができる。例えば、熱処理アルミニウム合金製品を場合により、さらに100℃~170℃の温度に加熱し、その温度で12時間~30時間維持することができる。
参照によって本明細書に援用するところの米国特許出願公開第US2018/0202031号に記載されるものなど、他の焼入れ及び焼き戻しプロセス、方法及び条件を用いることもできる。
【0010】
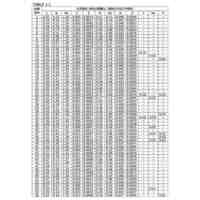
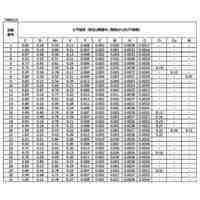
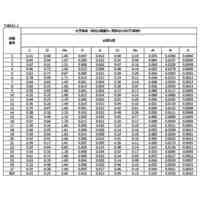
熱処理アルミニウム合金製品は、望ましい、及び/または改善された機械的特性を示し得る。例えば、圧延アルミニウム合金製品を焼入れすることによって生成される熱処理アルミニウム合金製品は、0.30~0.80のひずみ比を示し得る。例えば、熱処理アルミニウム合金製品は、焼入れ速度が約125℃/秒以下である場合、0.375~0.425のひずみ比を示し得る。いくつかの実施形態では、焼入れ速度は、125℃を超えてもよい。ひずみ比は、本明細書に参照により援用するところのASTM G129-00(2013),Standard Practice for Slow Strain Rate Testing to Evaluate the Susceptibility of Metallic Materials to Environmentally Assisted Cracking,ASTM International,West Conshohocken,PA,2013などのASTM G129標準試験方法に従って、または、本明細書に参照により援用するところのASTM G139-05(2015),Standard Test Method for Determining Stress-Corrosion Cracking Resistance of Heat-Treatable Aluminum Alloy Products Using Breaking Load Method,ASTM International,West Conshohocken,PA,2015などのASTM G139標準試験方法に従って測定することができる。いくつかの実施形態では、熱処理アルミニウム合金製品は、500MPa~650MPaの極限引張強度を示し得る。例えば、熱処理アルミニウム合金製品は、焼入れ速度が約125℃/秒またはそれ以下である場合、605MPa~615MPaの極限引張強度を示し得る。いくつかの実施形態では、熱処理アルミニウム合金製品は、400MPa~600MPaの降伏強度を示し得る。例えば、熱処理アルミニウム合金製品は、焼入れ速度が約125℃/秒以下である場合、560MPa~580MPaの降伏強度を示し得る。いくつかの実施形態では、熱処理アルミニウム合金製品は、7.50%~10.50%までの均一な伸び率を示し得る。例えば、熱処理アルミニウム合金製品は、焼入れ速度が約125℃/秒以下である場合、9.00%~9.60%の均一な伸び率を示し得る。いくつかの実施形態では、熱処理アルミニウム合金製品は、10.00%~15.00%の総伸び率を示し得る。
例えば、熱処理アルミニウム合金製品は、焼入れ速度が約125℃/秒以下である場合、13.80%~14.20%の総伸び率を示し得る。いくつかの実施形態では、熱処理アルミニウム合金製品は、10nm~110nmの無析出ゾーン幅を示し得る。例えば、熱処理アルミニウム合金製品は、焼入れ速度が約125℃/秒以下である場合、10nm~13nmの無析出物ゾーン幅を示し得る。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
高強度せん断補強筋用の鋼材
3か月前
宏幸株式会社
金属回収方法
3か月前
株式会社神戸製鋼所
鋼材
2か月前
株式会社クボタ
比重分離装置
4か月前
株式会社クボタ
比重分離装置
4か月前
株式会社クボタ
比重分離装置
4か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼材
9日前
大同メタル工業株式会社
摺動材料
2日前
日本製鉄株式会社
鋼材
5か月前
住友金属鉱山株式会社
銅の製造方法
25日前
JFEスチール株式会社
浸炭鋼部品
4か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本精線株式会社
銅合金
4か月前
JFEスチール株式会社
亜鉛回収方法
27日前
JFEスチール株式会社
鋼および鋼部品
2日前
NTN株式会社
転動部材
4か月前
日本製鉄株式会社
軸受用鋼管
1か月前
NTN株式会社
転動部材
4か月前
日本製鉄株式会社
ステンレス鋼材
4日前
日本製鉄株式会社
ステンレス鋼材
5日前
株式会社プロテリアル
合金部材及び合金部材の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
株式会社村田製作所
スズイオンの分離方法
2か月前
日本製鉄株式会社
熱間圧延鋼材
4か月前
日本製鉄株式会社
ステンレス鋼材
4日前
個人
セラックを用いた成型体及び構造体の製造方法
4か月前
株式会社小松製作所
耐摩耗部品
2か月前
中部リサイクル株式会社
銅含有物の製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ