TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025109906
公報種別
公開特許公報(A)
公開日
2025-07-25
出願番号
2025083918,2021036480
出願日
2025-05-20,2021-03-08
発明の名称
シリコンウエハのエッジ品質向上方法
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
H01L
21/304 20060101AFI20250717BHJP(基本的電気素子)
要約
【課題】レーザを用いた熱処理によるシリコンウエハの表面欠陥の修復に対して、粗さの除去とうねりの除去を両立する。
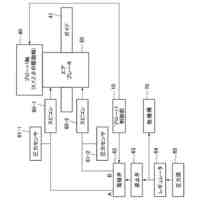
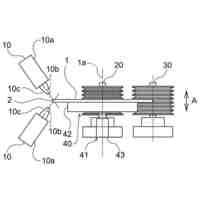
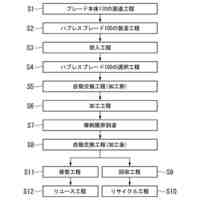
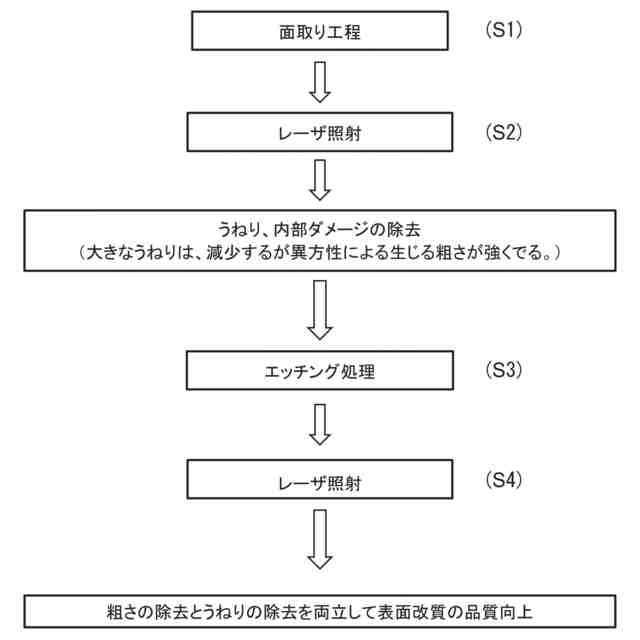
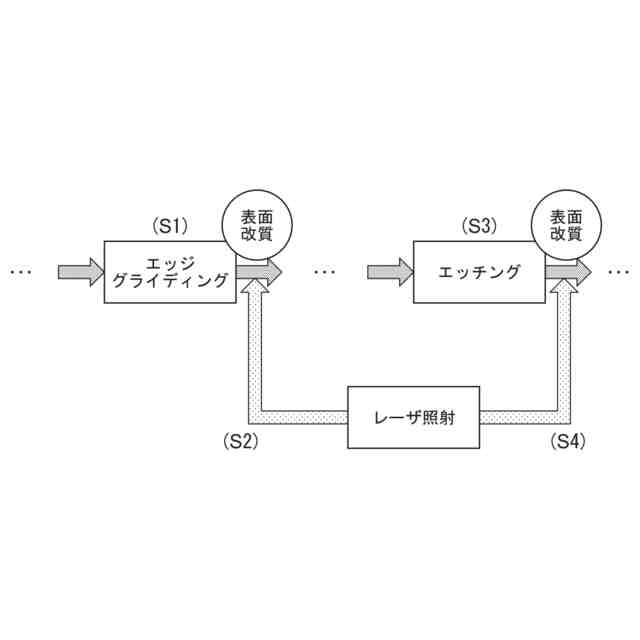
【解決手段】レーザ熱処理を用いたシリコンウエハ1のエッジ品質向上方法であって、シリコンウエハ1の面取り工程(S1)後、その研削面にナノ秒パルスレーザを照射(S2)し、その後、シリコンウエハ1をエッチング処理(S3)し、エッチング処理(S3)後、再び研削面にナノ秒パルスレーザを照射(S4)する。なお、ナノ秒パルスレーザは、波長が355、532、785nmのいずれか一つを選択して照射することが望ましい。
【選択図】図1
特許請求の範囲
【請求項1】
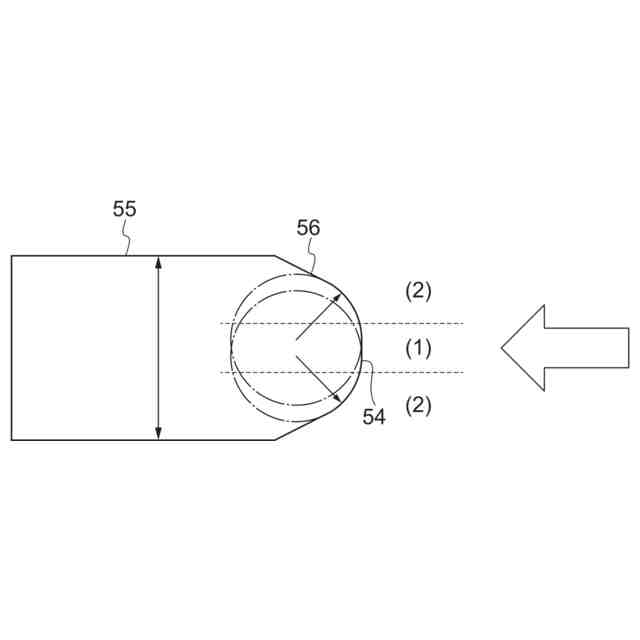
外周の端面、外周の斜面、ノッチ部、及び、オリフラ部からなる群より選択される少なくとも1つのエッジが研削加工されたシリコンウエハの前記研削加工された前記エッジにレーザ照射して表面改質することと、
前記表面改質後の前記シリコンウエハをエッチングすることと、
前記エッチングされた前記シリコンウエハの前記エッジにレーザ照射して表面改質することと、を含む、シリコンウエハのエッジの加工方法。
続きを表示(約 420 文字)
【請求項2】
前記研削加工された前記エッジにレーザ照射して表面改質することは、前記研削加工による前記エッジに対するダメージを修復すること、及び/又は、前記エッジを平坦化することを含む、請求項1に記載のシリコンウエハのエッジの加工方法。
【請求項3】
前記エッチングされた前記シリコンウエハの前記エッジにレーザを照射して表面改質することは、前記エッジの表面を溶融させて、結晶のエピタキシャル成長を促すことを含む、請求項1又は2に記載のシリコンウエハのエッジの加工方法。
【請求項4】
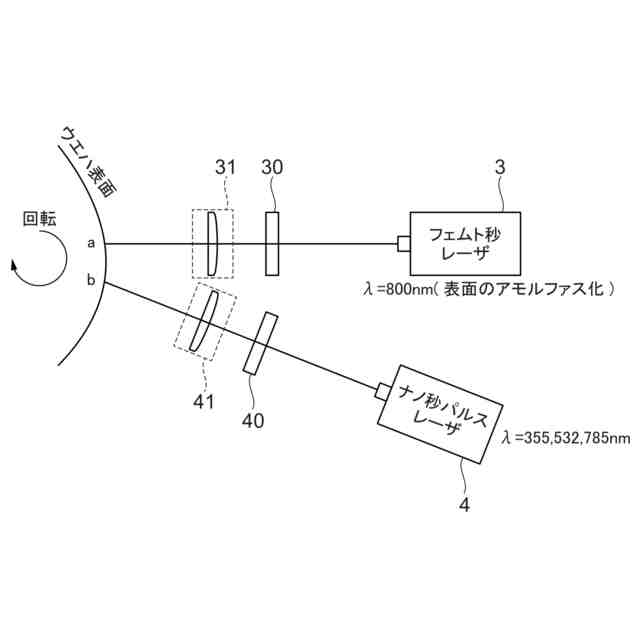
前記エッチングされた前記シリコンウエハの前記エッジにレーザを照射して表面改質することは、前記エッチングされた前記シリコンウエハの前記エッジの表面形状に応じて、355、532、又は、785nmの波長を選択して前記エッジにレーザ照射して表面改質することを含む、請求項1乃至3のいずれか1項に記載のシリコンウエハのエッジの加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シリコンウエハの表面の加工変質層である表面欠陥の修復に係り、特に、レーザ熱処理を用いてエッジ(外周部、ノッチ部、オリフラ部)の品質向上を行うシリコンウエハの品質向上方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
半導体デバイス等の作製に使用されるシリコンウエハ等の半導体ウエハは、切削・研削・ラッピング・ポッリシングなどの機械加工プロセスによって表面加工が行われている。この表面加工により、その表面及び内部は、加工変質層が形成され、一部の加工変質層には、マイクロクラック(微小亀裂)が含まれる。この内部クラック等の除去は、主にエッチングや化学機械研磨(CMP)等の化学的・機械的方法により行われている。
【0003】
そして、レーザ照射を使用することで、シリコンウエハの酸素排除処理及び結晶性の向上が可能であることが知られ、例えば、特許文献1は、単結晶ウエハの表面の加工変質層である表面欠陥の修復方法において、単結晶表面にパルスレーザを照射することを記載している。
【0004】
また、特許文献2は、面取り等の研削加工を行った後、シリコンウエハ表面の加工変質層の修復と粗さの平坦化を行うため、研削後の表面状態をレーザ照射前に調べ、それに応じた条件でレーザ照射を行うことを記載している。
【先行技術文献】
【特許文献】
【0005】
特開2008-147639号公報
特開2020-131218号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記従来技術において、特許文献1に記載のものは、レーザ照射による表面改質として単純な平面に対するものであり、複雑な形状や、研削後のさまざまな表面状態に応じた条件で照射するものではない。そのため、特許文献1に記載のものでは、シリコンウエハのエッジ(外周部、ノッチ部、オリフラ部)の品質向上、例えば、面取り工程のダメージで発生する大きい凹凸の除去を効果的に行うことは困難であった。
【0007】
また、特許文献2に記載のものでは、研削加工による研削痕等のダメージの修復、平坦化処理を行うことが可能となる。しかし、特許文献2に記載のものは、研削後の表面状態に応じた条件でレーザ照射することに限界があり、照射条件や装置構成が複雑化するばかりでなく、内部クラック、表面粗度(特に、異方性により生じる粗さ)等に対する表面改質の品質向上に限界がある。
また、エッチング工程後にレーザ照射しただけでは、粗さは除去できても面取工程のダメージで発生した大きい凹凸、うねりを両立して除去することが困難である。
【0008】
本発明の目的は、上記従来技術の課題を解決し、レーザを用いた熱処理によるシリコンウエハの表面欠陥の修復に対して、照射する面の状態に係らず、粗さの除去とうねりの除去を両立することにある。そして、デバイスの高性能化と共に、後工程における歩留まりの改善、エッチング工程後に行われるエッジポリッシュ工程加工時間の低減、形状崩れを抑制する。
【課題を解決するための手段】
【0009】
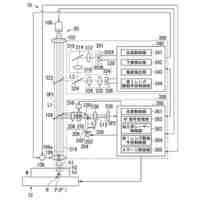
上記目的を達成するため、本発明は、レーザ熱処理を用いたシリコンウエハのエッジ品質向上方法であって、前記シリコンウエハの面取り工程後、その研削面にナノ秒パルスレーザを照射し、その後、前記シリコンウエハをエッチング処理し、前記エッチング処理後、再び前記研削面に前記ナノ秒パルスレーザを照射する。
【0010】
また、上記において、前記ナノ秒パルスレーザは、波長が355、532、785nmのいずれか一つを選択して照射することが望ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
プローバ
19日前
株式会社東京精密
プローバ
5日前
株式会社東京精密
プローバ
6日前
株式会社東京精密
加工装置
今日
株式会社東京精密
加工装置
今日
株式会社東京精密
プローバ
今日
株式会社東京精密
加工装置
5日前
株式会社東京精密
プローバ
9日前
株式会社東京精密
加工装置
19日前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
ロッカー
1か月前
株式会社東京精密
加工装置
19日前
株式会社東京精密
加工方法
今日
株式会社東京精密
電池検査装置
9日前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ハブレスブレード
今日
株式会社東京精密
スラリー供給装置
20日前
株式会社東京精密
校正方法及び校正装置
5日前
株式会社東京精密
ウェーハセンシング装置
今日
株式会社東京精密
面取り装置及び面取り方法
今日
株式会社東京精密
検査装置、及び、検査方法
1か月前
株式会社東京精密
CMP装置、及び、CMP方法
1か月前
株式会社東京精密
測定機の管理方法及び管理装置
9日前
株式会社東京精密
測定装置及び移動体の制御方法
9日前
株式会社東京精密
測定装置及び移動体の制御方法
9日前
株式会社東京精密
測定装置及び移動体の制御方法
9日前
株式会社東京精密
測定装置及び移動体の制御方法
9日前
株式会社東京精密
内径測定装置及びそのシステム
5日前
株式会社東京精密
プローバおよびウェーハ冷却方法
今日
株式会社東京精密
プローバ、及び、プローブ検査方法
29日前
株式会社東京精密
加工装置、搬送装置、及び搬送方法
今日
株式会社東京精密
コントローラ、及び、監視システム
12日前
株式会社東京精密
基板加工装置及び加工済基板の製造方法
5日前
株式会社東京精密
レーザー加工装置及びレーザー加工方法
5日前
株式会社東京精密
自己位置推定装置及び自己位置推定方法
5日前
株式会社東京精密
自己位置推定装置及び自己位置推定方法
5日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ