TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025115528
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2024010027
出願日
2024-01-26
発明の名称
ダイスセットおよび押出機
出願人
東京インキ株式会社
代理人
主分類
B29C
48/345 20190101AFI20250731BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
熱可塑性樹脂を含む原料の混練押出を行った際、原料の変色および熱可塑性樹脂の分子量低下が抑制され、吐出が安定し、ダイス付着物の掃除が容易なダイスセットおよび押出機を提供する。
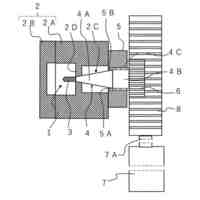
【解決手段】嵌合ダイスの側面が、円柱状の第一の嵌合部、および前記第一の嵌合部より直径の大きい円柱状の第二の嵌合部を有し、前記第二の嵌合部の底部にブレーカープレート取付孔、並びに前記ブレーカープレート取付孔より直径の小さい円を流入口とする原料絞り部および円柱状のノズル部からなる原料流路を有し、さらに原料流入方向に対して垂直な平面である円環状の嵌合平面、および前記ブレーカープレート取付孔と前記流入口の間の段差において原料流入方向に対して垂直な平面である円環状の取付平面を有し、前記嵌合ダイスとの嵌合孔および押出機と締結するダイス締結部を有するダイフランジを特徴とする嵌合ダイスとダイフランジのダイスセット。
【選択図】図3
特許請求の範囲
【請求項1】
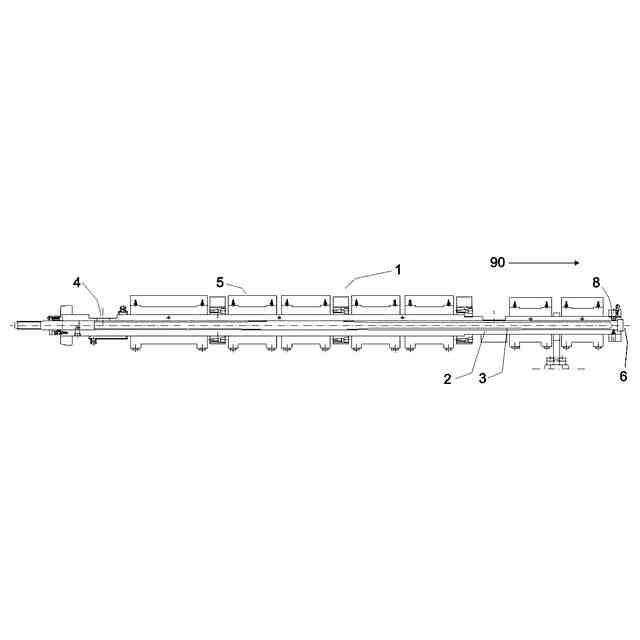
熱可塑性樹脂組成物をストランド状に押し出すための押出機が備えるダイスセットであって、
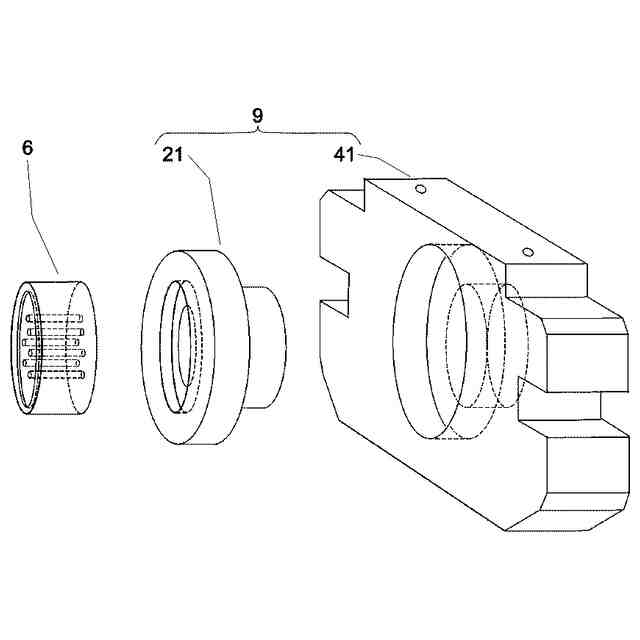
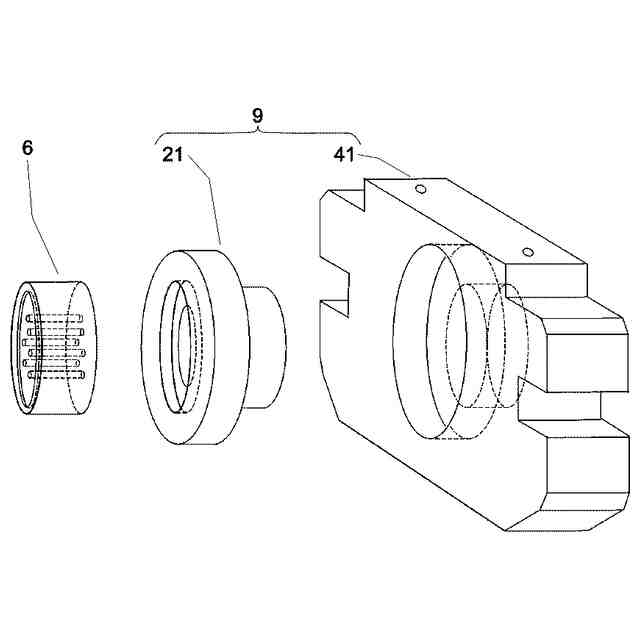
前記ダイスセットは、嵌合ダイスとダイフランジを嵌合することにより構成され、
前記嵌合ダイスの側面は、円柱状の第一の嵌合部、および前記第一の嵌合部より直径の大きい円柱状の第二の嵌合部を有し、
前記嵌合ダイスの内側は、第二の嵌合部の底部にブレーカープレート取付孔、並びに前記ブレーカープレート取付孔より直径の小さい円を流入口とする原料絞り部および円柱状のノズル部からなる原料流路を有し、
前記嵌合ダイスは、第一の嵌合部と第二の嵌合部の側面の間の段差において原料流入方向に対して垂直な平面である円環状の嵌合平面、および前記ブレーカープレート取付孔と前記流入口の間の段差において原料流入方向に対して垂直な平面である円環状の取付平面を有し、
前記ダイフランジは、前記嵌合ダイスの第一の嵌合部、第二の嵌合部、および前記嵌合平面と嵌め合わせる嵌合孔および円環状の平面を有し、
前記ダイフランジは、押出機と締結するダイス締結部を有する
ことを特徴とするダイスセット。
続きを表示(約 240 文字)
【請求項2】
請求項1に記載のダイスセットであって、
前記ダイスセットの側面において、第一の嵌合部と第二の嵌合部の間に、さらに第一の嵌合部の直径と第二の嵌合部の直径の中間の直径の円柱状の側面を有するさらなる嵌合部を一つ以上有し、
前記ダイフランジは、前記嵌合ダイスのさらなる嵌合部と嵌合する一つ以上のさらなる嵌合孔を有する
ダイスセット。
【請求項3】
請求項1または請求項2記載のダイスセットと、ブレーカープレートを備える押出機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂を混練する押出機に使用されるダイスセット、および押出機に関するものである。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
樹脂同士の混練や樹脂と粉体粒子との混練といった2種類以上の原料を混練する場合、特に樹脂として熱可塑性樹脂を使用して混練物を連続的に製造する場合には、量産性の観点から、スクリューを備えた押出機を用いて加熱混練後、ペレットを形成する方法がとられる。
こうした押出機による混練においては、押出機内のスクリューにおいて加熱溶融された原料を十分に混練し、押出機の下流側に設置されたブレーカープレート内のスクリーンで粗大粒子を除去した上で、ダイスから糸状のストランドを吐出して、その後に冷却したストランドをカットすることでペレットが得られる。
押出機により混練してペレットを製造する量産工程では、前記の加熱溶融による混練を長時間連続運転するため、スクリューおよびダイスにおける混練物と接触する表面では、金属と親和性の高い樹脂の劣化物であるヤケや、顔料等といった粉体粒子が付着する。このため、押出機による混練では、長時間運転後、別の配合である次の製品を混合する際には、スクリューやダイスの金属表面をブラシ等でこすり付着成分を落とす、あるいはこれら部品を高温槽に入れて付着成分を焼いて除去する等の掃除の作業が必要であった。しかし、押出機による混練は数MPa~数十MPa下の高圧下で行われるために高圧に耐えるようダイス等も肉厚の金属という重量物となり、掃除のためのパーツの分解作業ならびに清掃作業においては、ダイスをチェーンブロックで持ち上げて分解する等の多くの時間と労力を有した。
【0003】
特許文献1では、樹脂原料中に金属に対する腐食性を持った成分や摩耗性を持った成分が含まれている場合に生じるノズル孔やその出口部のエッジの損傷により発生する目やにを低減するため、ダイプレートに交換可能なノズルピースをネジ止めする押出機ストランドダイスが提案されている。
しかし、特許文献1の発明を前記の長時間運転後の分解掃除の観点から見ると、樹脂温度および細い流路における金属と樹脂の摩擦による長時間の加熱によってネジが焼き付くためにネジの取り外しに多くの労力を要し、特にノズル孔が複数の場合、各穴のネジを外す必要があり、多くの労力を要した。また、特許文献1の図2に開示されるようにダイプレートとノズルピースの流路の境目の隙間に継ぎ目ができるため、継ぎ目に樹脂が滞留する結果、樹脂のヤケの発生が生じ、また複数回ネジの交換を行った際にはダイプレートの流路の端面がネジで押されることで一部のネジ取り付け部分が傷み、結果、樹脂流動が変動してストランドの流れが安定せず、冷却前にストランドが切れる現象が発生した。
また特許文献1の図2に開示されるように、樹脂の流路に絞り部材を設けられ、樹脂の圧縮および開放が行われた後に、さらにノズルピースで樹脂が圧縮されるため、圧縮開放に伴う発熱により樹脂が劣化する問題も見られ、また前記ノズルピース以外の部品もネジで締結する構造のため、押出機ストランドダイスの分解掃除の際に各ネジを外す必要があり、労力を要した。
【0004】
また、特許文献2および特許文献3では、ノズルの先端外側に滞留する目ヤニを風により除去できるようノズル端を先端に向かって細くした突起ノズルや吐出ノズルを各ノズル孔に設けることが提案されており、特許文献2では突起ノズルとエア吹き出し装置に設けた孔とを嵌め合わせることが、また特許文献3では口金が吐出ノズルを有していることが記載されている。
特許文献2および特許文献3では、嵌め合わせがどのようなものであるか具体的な記載はないが、前記の長時間運転後の掃除の観点から、特許文献2および特許文献3に開示される各図を応用した場合、突起ノズルや吐出ノズルは外面がくさび型として上流からの樹脂圧で押さえる構造であるため、樹脂の圧力によって押さえつけられ外面は傷つき易く、傷つきに伴うノズルの変形によって樹脂流動が変動し、また吐出の孔が複数ある場合は各孔のノズルを一つずつ外して掃除を行う労力を要した。また、特許文献2の突起ノズルおよび特許文献3の吐出ノズルとも、ノズルが樹脂の圧力に耐えるよう一定の長さの細い流路のノズルを設ける必要があったが、各ノズルの孔の入り口では樹脂が急激に圧縮され、前記の圧縮ならびに細いノズルにおいて樹脂が発熱するため樹脂の劣化に伴う変色や分子量低下に伴うストランドの不安定化が発生する問題があった。
【0005】
また、ストランドの成形ではないが、特許文献4はリボン状の成形物を押し出す方法において、図8に記載されるようなブッシュ2と、耐摩耗性素材である押出ダイス4を、外側管状本体1と円筒状本体8によって押さえる構造が図1に開示されている。
しかし特許文献4の発明は、押出チャネルの断面が突然変化した場合でも交換できる事を課題としたものであり、前記の掃除の観点からは、ブッシュや押出ダイスを外す際、円筒状本体8という大きな構造物のネジを緩めるための非常に大きなトルクを必要となるために労力を要し、また加熱によってネジの焼き付きが生じる問題があった。
【0006】
特許文献5は、特許文献4と同様に扁平の形状のゴムを押し出す成形機において、エスカレータハンドレール用のC状ダイス穴に複数の突出部を設けることでダイス穴の内部でゴムの混練を行う発明であるが、特許文献5の第3図では、ニップホルダ6をヘッド本体5に差し込むことで、ダイス8を押さえるニップホルダ6とニップル7とを固定する構造が開示されている。しかし、本構造はダイス内の孔における突出部で混練をする構造であるため、ストランドを作成するダイスの孔に突出部を設けた場合、突起を設けた細い孔の流路で急激な樹脂の摩擦による発熱が生じ、ストランドの吐出が安定せず、また押し出される樹脂が劣化により変色する問題があった。また、特許文献5で図示される構造は樹脂の圧力に対抗するようニップホルダ6とヘッド本体5を締結する手段が必要であるが、締結の具体的な方法については記載されておらず、例えばヘッド本体5とニップルホルダ6を締結するよう樹脂の流れの直角方向にネジを締結した場合、高圧の樹脂圧力に伴いネジが曲がる等の問題があった。
【0007】
特許文献6では、ケーブルのような導体をプラスチックで被覆するプラスチック絶縁心線を製造する装置のクロスヘッドに係る発明が開示されている。本装置は第1図の上部に示されるスクリューから押出されたプラスチックの流動を直角方向に曲げて、プラスチックを導体に被覆するクロスヘッドであって、無調整で電線を均一な厚みで被覆するためにクロスヘッド先端のニップルホルダの加工精度を上げるよう各部品に分離し、押出ダイス22をダイ固定キャップ29に押さえ、ダイ固定キャップをネジ30によりスリープ8に固定することが記載されている。
しかし、前記の構造は押出用ニップル18とダイス22の間の原料流路が示すようにケーブルの被覆のような少量のプラスチックを吐出する際には有効であるが、ストランドを作成するダイスのような大量に樹脂を押し出す押出機の先端に応用した場合、ネジ山が樹脂の圧力に耐えられず樹脂流動方向の下流側へダイ固定キャップ29および押出ダイス22がずれ、樹脂漏れが発生する問題があった。
【先行技術文献】
【特許文献】
【0008】
特開2000-52403号公報
特開2003-136579号公報
WO2010/140310号公報
特表2005-516795号公報
実開昭63-068420号公報
特開昭56-9910号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、熱可塑性樹脂を含む原料の混練押出を行った際、混練された原料の劣化による変色および熱可塑性樹脂の分子量低下が抑制され、また吐出を安定してストランドを押し出すことができ、またダイス付着物の掃除が容易なダイスセットおよび押出機を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明者らは、下記に記載する嵌合ダイスとダイフランジを嵌合するダイスセットとすることにより、上記目的を達成できることを見出し、本発明を完成するに至った。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
16日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社FTS
ロッド
8か月前
株式会社カワタ
計量混合装置
4か月前
日機装株式会社
加圧システム
5か月前
個人
樹脂可塑化方法及び装置
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社FTS
成形装置
9か月前
トヨタ自動車株式会社
射出装置
7か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社シロハチ
真空チャンバ
11か月前
株式会社漆原
シートの成形方法
4か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
6か月前
株式会社リコー
画像形成システム
10か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社コスメック
射出成形装置
4か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社FTS
セパレータ
8か月前
株式会社バルカー
シートガスケット
11日前
日産自動車株式会社
成形装置
3か月前
トヨタ自動車株式会社
3Dプリンタ
10か月前
日東工業株式会社
インサート成形機
10か月前
コイト電工株式会社
フレーム成形品
1か月前
個人
ノズルおよび熱風溶接機
9か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ