TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025116299
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2025095744,2022100214
出願日
2025-06-09,2022-06-22
発明の名称
ツルアー成形方法
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
B24B
53/00 20060101AFI20250731BHJP(研削;研磨)
要約
【課題】 ツルアーの作成にかかる時間と費用の節減と品質の均一化を図ると共に、ツルーイングの転写率、加工性、ツルアーに形成される溝の精度を向上し、特に、ツルアーのエッジ形状の精度をより一層向上させるツルアー形成方法の提供。
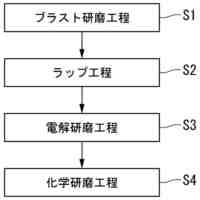
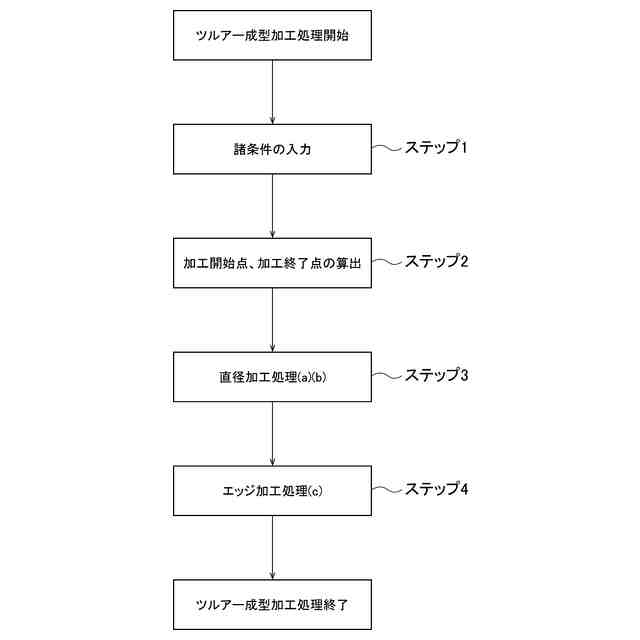
【解決手段】 ウェーハの面取り部を研削する砥石の溝を円盤状のツルアーによって形成するツルーイングにおけるツルアー成形方法であって、上記ツルアーを成形するマスター砥石によって、上記ツルアーの直径、及び、粗形状を整える工程Aと、上記ツルアーのエッジを目標の形状に成形する工程Bと、を含み、上記工程A、及び、上記工程Bは、上記マスター砥石が有する、形状の異なる複数のマスター溝のそれぞれを用いて行われるか、又は、上記工程A、及び、上記工程Bは、上記マスター砥石が有する、少なくとも1つのマスター溝における形状の異なる部分のそれぞれを用いて行われる、ツルアー成形方法。
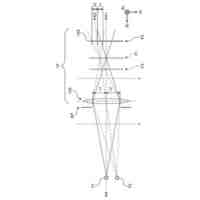
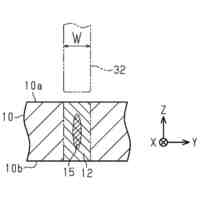
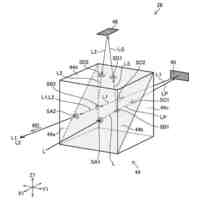
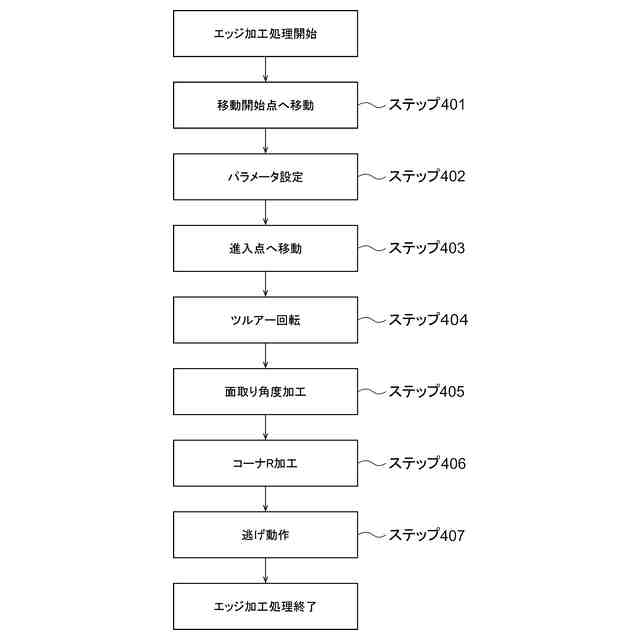
【選択図】図4
特許請求の範囲
【請求項1】
ウェーハに形状を転写して面取りするための研削砥石の溝のツルアーの成形方法であって、
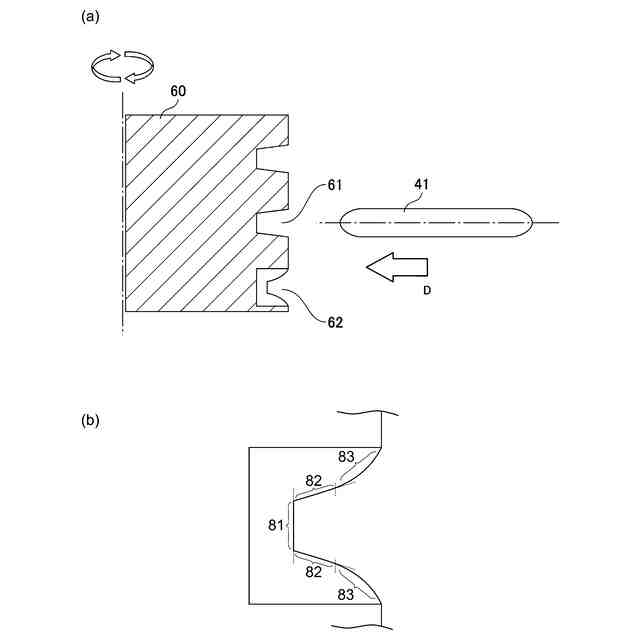
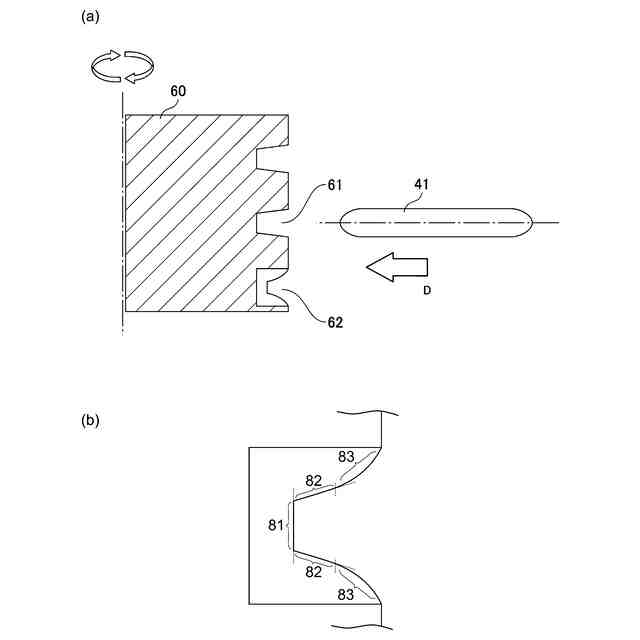
回転するマスター砥石が有するマスター溝に、円盤状の前記ツルアーを接触させて成形することを含み、
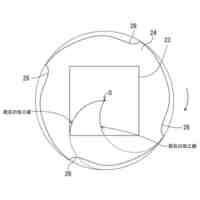
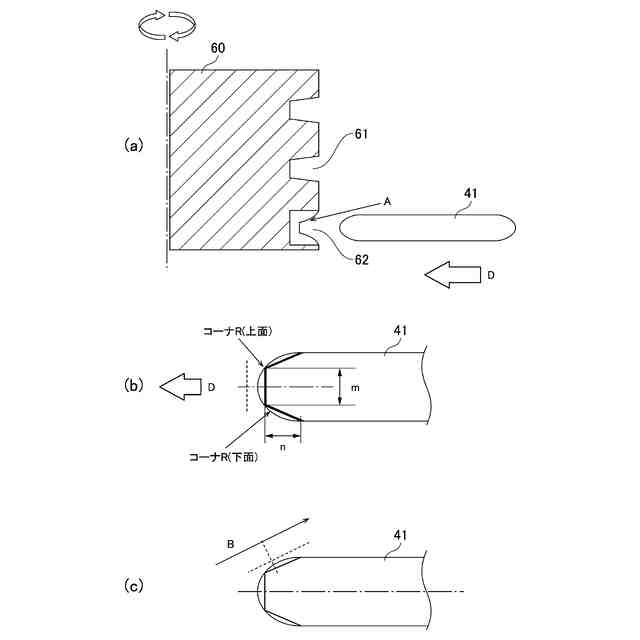
前記マスター溝は、前記マスター溝の内側に向かって凸形状となるR状部を備える、ツルアーの成形方法。
続きを表示(約 330 文字)
【請求項2】
前記ツルアーの成形において、前記ツルアーのエッジの形状の調整は、前記R状部に前記エッジを接触させた状態で、前記ツルアーを前記R状部に沿って移動させることにより行われる、請求項1に記載のツルアーの成形方法。
【請求項3】
前記マスター溝は、断面視において、直線状の底部と、前記底部の両端からそれぞれ放射状に広がる直線状の斜面部と、前記斜面部のそれぞれに続く前記R状部とを備える、請求項2に記載のツルアーの成形方法。
【請求項4】
前記ツルアーの成形において、前記ツルアーの直径、及び/又は、粗形状の調整は、前記底部、及び、前記斜面部に前記ツルアーを接触させることにより行われる、請求項3に記載のツルアーの成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シリコン、サファイア、化合物、ガラス等の様々な素材、特に半導体ウェーハ、ガラスパネル等の板状被加工材の端面における高精度な面取り装置のツルーイングに関し、板状被加工材を面取り研削する砥石の加工溝を形成するツルーイングにおけるツルアー成形方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
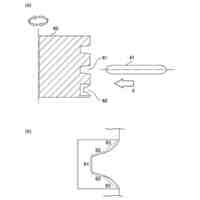
従来、半導体ウェーハ等の板状被加工材の面取り研削を行うために、板状被加工材の外周部に砥石を押し当てて加工を行っている。通常、砥石の外周部は、板状被加工材の目標形状に対応した形状及び寸法の溝が形成される。そして、板状被加工材の外周部の研削は、溝内に板状被加工材の外周部を挿入して溝の内周面によって行われる。溝の形状及び寸法は、面取り加工を繰り返すことによって溝の内周面が摩耗又は破損して形状及び寸法が変化して加工精度が低下する。
【0003】
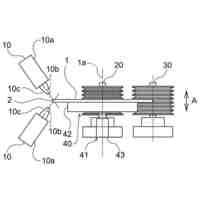
長期間に渡って面取り加工を行う場合、砥石は交換又は整形し直す必要が生じる。そのため、砥石はツルーイング砥石(ツルアー)を用いて加工される、つまりツルーイングが行われる。ツルーイング砥石は、ツルーイングにおいて板状被加工材の目標形状に対応した総形溝を有するマスター砥石の溝の内周面に当接させて研削することにより作製される。そして、実際のワークの面取り加工に用いるための砥石は、ツルーイング砥石の外周部が当接されることにより、マスター砥石と同様な総形溝が形成され、形状及び寸法が成形される。ツルーイング砥石は面取り用の砥石(例えばレジンボンド砥石)よりも硬い材料(例えばGC砥石)とされ、マスター砥石はツルーイング砥石よりも硬い材料(例えばメタルボンド砥石)とされる。
【0004】
板状物の面取り装置に用いられる面取り砥石の溝形状を、容易に、所望の形状に、ツルーイングするために、マスター砥石の溝形状をツルーイング砥石の外周に転写し、このツルーイング砥石の外周形状を面取り砥石に転写して、面取り砥石に溝を形成することが知られ、例えば特許文献1に記載されている。
【0005】
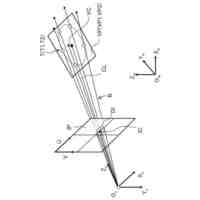
また、通常の研削ではレジン砥石の回転軸に対してウェーハの主面が垂直となる状態で面取り部を研削するが、この場合、面取り部には円周方向の研削痕が発生し易い。そこで、ウェーハに対して例えばレジンボンド砥石を傾けてウェーハの面取り部を研削する、いわゆるヘリカル研削を行うことが知られている。
【0006】
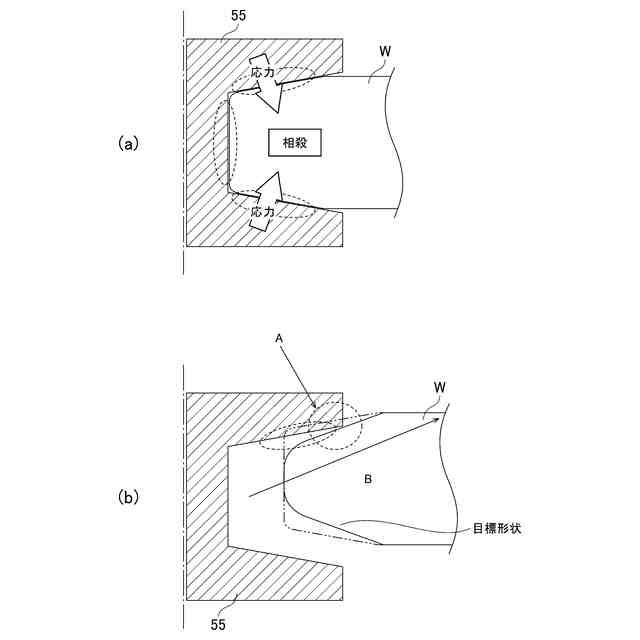
ヘリカル研削を行う場合、レジン砥石に対し、縁部を上下対称形状に形成したツルアーを用いて溝の形成あるいは修正(ツルーイング)を行うと、レジン砥石に傾斜がついているため、ツルアーにねじれが生じるため、レジン砥石の溝が上下に非対称の形状に加工されてしまう。そのため、ウェーハの面取り部を研削する砥石の溝の幅より厚さが小さくされたツルアーで溝の予定位置における上部あるいは下部を加工し、その後、ツルアーを砥石に対して相対的に厚さ方向に下降あるいは上昇させて加工してツルーイングの転写率、加工性を向上すると共に、ツルアーによって形成される溝の精度を向上することが特許文献2に記載されている。
【0007】
また、面取り加工を容易に効率良くかつ高精度に行い、ワーク及び砥石を支持、駆動する機構が簡単であって、しかも砥石の整形を容易にするため、砥石外周部の凸状研削部分とワークとの接触部分が砥石の円弧状部分の曲率半径に基づいて算出された移動条件に従って、砥石をワークに対して相対的に移動させることが特許文献3に記載されている。
【先行技術文献】
【特許文献】
【0008】
特開2005-153085号公報
特開2018-167331号公報
特開2021-181151号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記従来技術において、特許文献1に記載の方法は、ツルアーをツルアー成形用砥石であるマスター砥石の溝にそのまま切り込むことにより、その溝形状をツルアーのエッジに転写するので、マスター砥石の溝一つにつき、対応できる形状は1種類のみである。従って、ツルアーの形状を変更することが困難であり、面取り装置の加工条件、例えば、研削砥石の回転軸の設定が変化した場合等に対応することができなかった。
【0010】
特許文献2、3に記載の方法は、ツルアーの形状を変更することが可能となるが、所望の加工形状に近づけるために微細な補正を行うこと、及びツルアーのエッジ形状の精度をより向上させるには充分ではなかった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
研削装置
27日前
株式会社東京精密
加工装置
10日前
株式会社東京精密
ロッカー
21日前
株式会社東京精密
プローバ
10日前
株式会社東京精密
加工装置
10日前
株式会社東京精密
プローバ
今日
株式会社東京精密
電池検査装置
今日
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
カーフ洗浄装置
1か月前
株式会社東京精密
スラリー供給装置
11日前
株式会社東京精密
検査装置、及び、検査方法
1か月前
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
測定機の管理方法及び管理装置
今日
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
CMP装置、及び、CMP方法
1か月前
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
カメラのキャリブレーション方法
2か月前
株式会社東京精密
カメラのキャリブレーション方法
2か月前
株式会社東京精密
プローバ、及び、プローブ検査方法
20日前
株式会社東京精密
コントローラ、及び、監視システム
3日前
株式会社東京精密
校正データの管理方法及び形状測定機
2か月前
株式会社東京精密
ダイシング方法およびダイシングシステム
21日前
株式会社東京精密
非接触温度測定装置及び非接触温度測定方法
2か月前
株式会社東京精密
エッチングシステム、及び、エッチング方法
3日前
株式会社東京精密
スタイラス姿勢決定方法及びスタイラス姿勢決定装置
26日前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
光変調装置
27日前
株式会社東京精密
カメラのキャリブレーション方法及びキャリブレーション装置
2か月前
株式会社東京精密
ツルアー成形方法
1か月前
株式会社東京精密
チャックテーブル
2か月前
株式会社東京精密
吸着装置及びその制御方法
2か月前
株式会社東京精密
ウェーハ試験装置のチャックの表面処理方法及びウェーハ試験装置のチャック
今日
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ