TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025123801
公報種別
公開特許公報(A)
公開日
2025-08-25
出願番号
2024019489
出願日
2024-02-13
発明の名称
マンネスマン穿孔法による継目無鋼管の製造方法
出願人
山陽特殊製鋼株式会社
代理人
個人
,
個人
主分類
B21B
19/04 20060101AFI20250818BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ピアサーミルへの噛み込み性の悪化や穿孔速度の低下といった生産性を阻害することなく、穿孔時の加工発熱を低減しオーバーヒート起因の内面疵を防止する継目無鋼管の製造方法を提供すること。
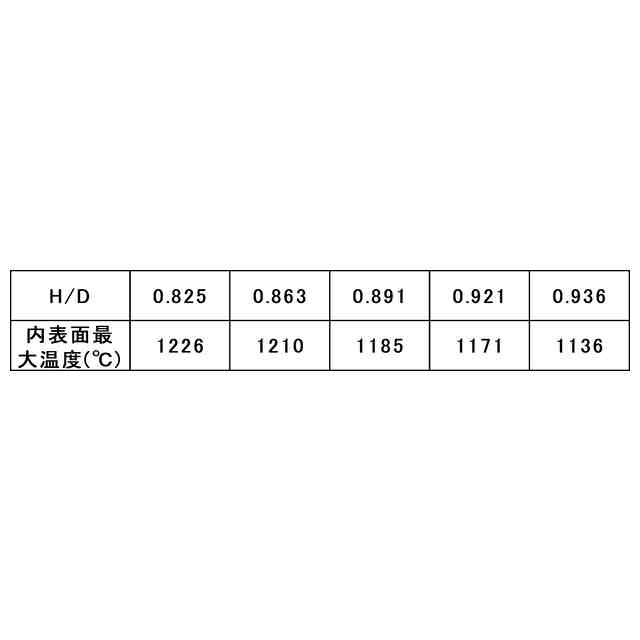
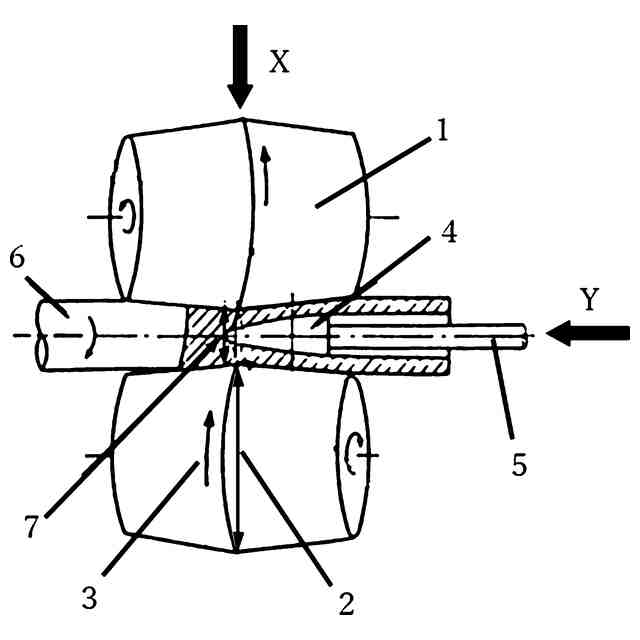
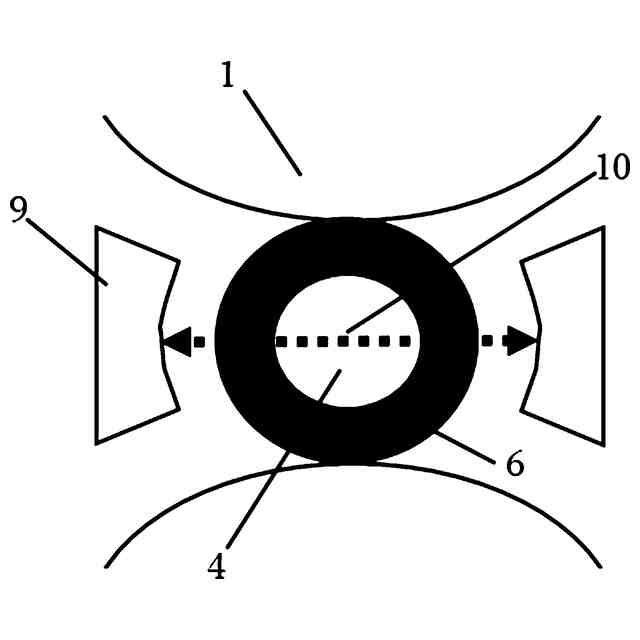
【解決手段】マンネスマン穿孔法で穿孔圧延する継目無鋼管を製造する方法において、プラグ先端位置におけるピアサーロール間隔(H)と、ガイドシュー間隔(D)の比であるH/Dの値が、0.860<H/D<0.940を満たしていることを特徴とする、マンネスマン穿孔法による継目無鋼管の製造方法。
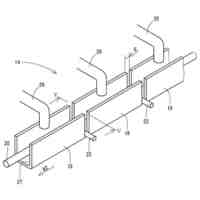
【選択図】図1
特許請求の範囲
【請求項1】
マンネスマン穿孔法で穿孔圧延する継目無鋼管を製造する方法において、プラグ先端位置におけるピアサーロール間隔(H)と、ガイドシュー間隔(D)の比であるH/Dの値が、0.860<H/D<0.940を満たしていることを特徴とする、マンネスマン穿孔法による継目無鋼管の製造方法。
続きを表示(約 260 文字)
【請求項2】
請求項1に記載の方法において、
そのピアサーロール径が800~1000mmであること、
そのピアサーロール回転数が50~180rpmであること、
そのピアサーロール傾斜角度が6~11°であること、
を特徴とするマンネスマン穿孔法による継目無鋼管の製造方法。
【請求項3】
請求項1または2の方法において、
穿孔するビレットの中心温度が1090~1160℃に加熱されていること、
を特徴とするマンネスマン穿孔法による継目無鋼管の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、マンネスマン穿孔法による継目無鋼管の製造において、熱間加工性および穿孔速度の低下による生産性の低下を防ぎ、かつ内面疵の発生を低減させる、マンネスマン穿孔法による継目無鋼管の製造方法に関するものである。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
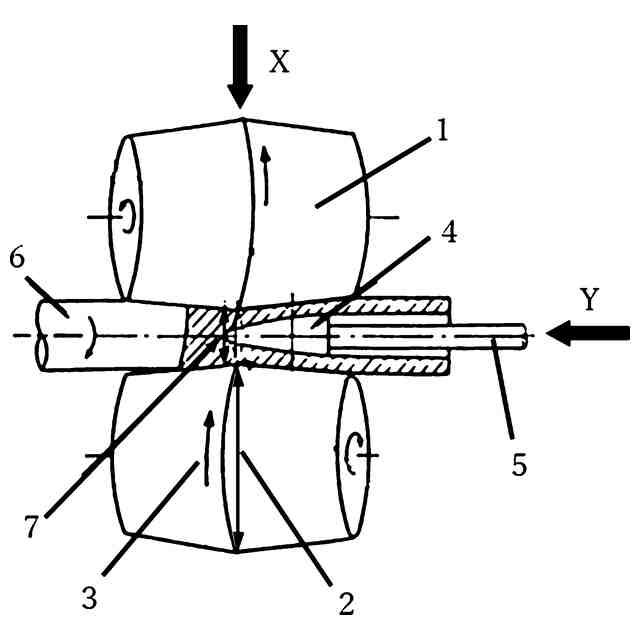
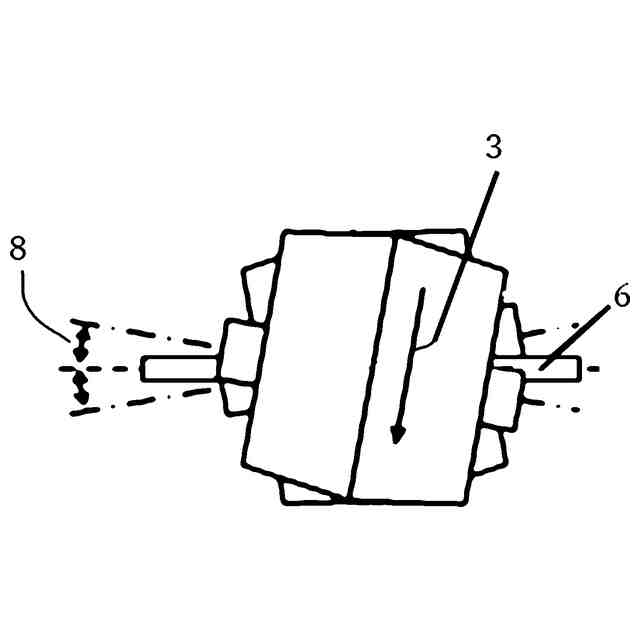
マンネスマン穿孔法では、図1に示すように2つのピアサーロールおよびガイドシューと、1つのプラグおよびマンドレルで構成される穿孔圧延機(ピアサーミル)にて、加熱した丸棒鋼(ビレット)から継目無鋼管を製造する。従来のマンネスマン穿孔法による継目無鋼管の製造では、穿孔時の加工発熱によって被圧延材の中心部およびその近傍が溶融し、これにより穿孔時に内面疵が発生する場合があった。
【0003】
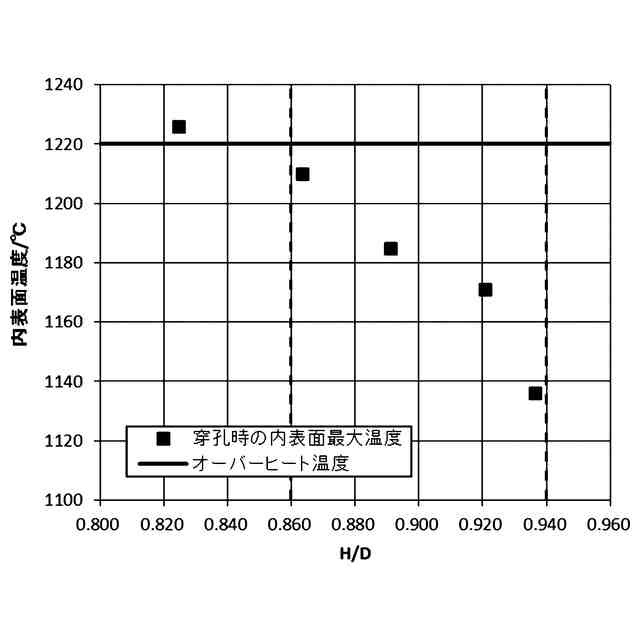
難加工性材料は、変形抵抗が大きくオーバーヒート温度(本願におけるオーバーヒート温度とは、グリーブル試験において高温側で絞り値が最大値に対して5%低下する温度とする。)が低い材料である。そこで、特に、オーバーヒート温度が低い難加工性材料に対してマンネスマン穿孔法を用いて継目無鋼管を製造すると、内面疵が発生しやすいこととなる。
【0004】
内面疵を防止するには、たとえば、穿孔時の管内面温度がオーバーヒート温度を超えないように穿孔温度および穿孔速度を制御する必要がある。
【0005】
そこで、穿孔時の管内面温度を低減する手段として、ビレット加熱温度を1200℃以下とし、軸方向平均ひずみ速度を規制する高炭素継目無鋼管の製造方法が提案されている(例えば、特許文献1参照。)。
【0006】
また、穿孔直後材料温度がオーバーヒート温度より低くなるように穿孔直前材料温度と穿孔速度を制御する製造方法が提案されている(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0007】
特開2001-137913号公報
特開2009-66644号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上述した特許文献1のようにビレットの加熱温度を下げる方法では、ピアサーミルへの噛み込み性が低下してしまうので、穿孔できなくなる場合が生じる。
【0009】
また、上述した特許文献2の方法は、変形抵抗が大きくかつオーバーヒート温度が低い難加工性材料に適用する際に、ピアサーミルへの噛み込み性を維持しつつオーバーヒートを防止しようとすると、加熱温度の制限が厳しいものとなるので、穿孔速度を大幅に低下させざるを得なくなることから、生産性が低下してしまうものであった。
【0010】
そこで、本発明は、ピアサーミルへの噛み込み性の悪化や穿孔速度の低下といった生産性を阻害することなく、穿孔時の加工発熱を低減しオーバーヒート起因の内面疵を防止する継目無鋼管の製造方法を提供することを目的としている。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
山陽特殊製鋼株式会社
棒鋼の製造方法
10日前
山陽特殊製鋼株式会社
照合装置及び照合システム
1か月前
山陽特殊製鋼株式会社
鋼材端部形状不良の検査方法
18日前
山陽特殊製鋼株式会社
マンネスマン穿孔法による継目無鋼管の製造方法
7日前
山陽特殊製鋼株式会社
オーバーヒートの評価のための圧縮による試験方法
7日前
山陽特殊製鋼株式会社
優れた耐造形割れ性および高熱伝導率を有する積層造形用Fe系合金粉末およびこれを用いた積層造形体
7日前
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
日伸工業株式会社
プレス加工装置
2か月前
株式会社不二越
NC転造盤
5か月前
株式会社不二越
NC転造盤
1か月前
オムロン株式会社
導線折り曲げ治具
4日前
株式会社西田製作所
パンチャーヘッド
3か月前
トヨタ紡織株式会社
プレス金型
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
3か月前
トヨタ紡織株式会社
プレス装置
3か月前
株式会社アマダ
曲げ金型
3日前
株式会社トラバース
パンチング加工装置
4か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社アマダ
曲げ加工機
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
3か月前
日産自動車株式会社
逐次成形方法
6か月前
株式会社TMEIC
監視装置
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
株式会社カネミツ
筒張出部形成方法
7か月前
ユニプレス株式会社
プレス加工装置
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
株式会社吉野機械製作所
プレス機械
7か月前
株式会社三明製作所
転造装置
3日前
トヨタ紡織株式会社
プレス金型装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ