TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025123833
公報種別
公開特許公報(A)
公開日
2025-08-25
出願番号
2024019545
出願日
2024-02-13
発明の名称
優れた耐造形割れ性および高熱伝導率を有する積層造形用Fe系合金粉末およびこれを用いた積層造形体
出願人
山陽特殊製鋼株式会社
代理人
個人
,
個人
主分類
B22F
1/00 20220101AFI20250818BHJP(鋳造;粉末冶金)
要約
【課題】大型の積層造形においても造形体および造形体と積層母材との界面に割れが発生しにくく、高い熱伝導率を有する、積層造形用粉末およびこれを用いた積層造形体の提供。
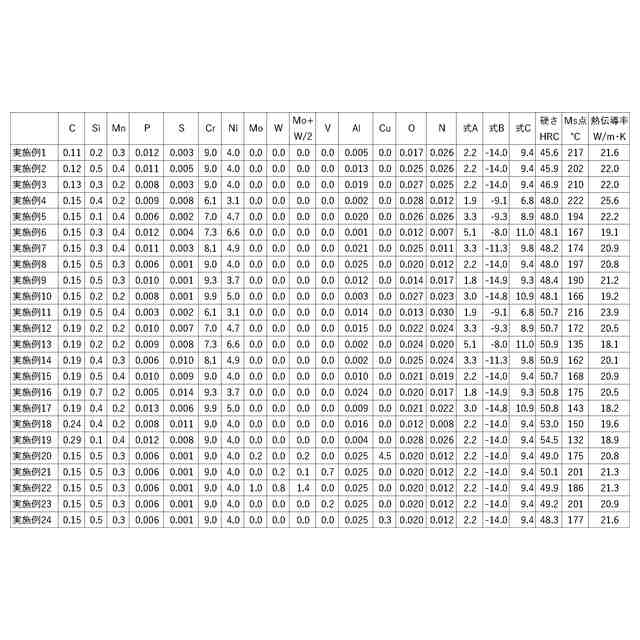
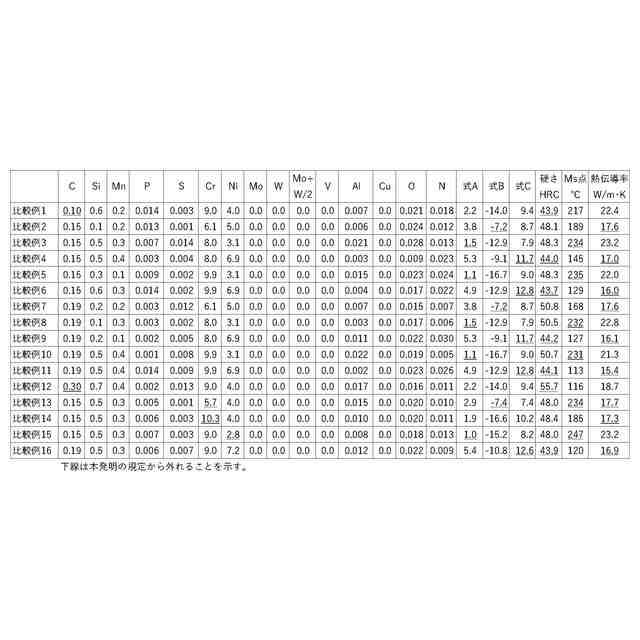
【解決手段】質量%で、C:0.11~0.29%、Si:0.9%以下、Mn:0.9%以下、P:0.024%以下、S:0.024%以下、Cr:6.1~9.9%、Ni:3.1~6.9%、残部Feおよび不可避的不純物からなり、式A:[Ni]-0.2[Cr]≧1.8、式B:[Ni]-2.0[Cr]≦-8.0、式C:[Ni]+0.6[Cr]≦11.0を満足する積層造形用粉末。
【選択図】なし
特許請求の範囲
【請求項1】
質量%で、
C:0.11~0.29%、
Si:0.9%以下、
Mn:0.9%以下、
P:0.024%以下、
S:0.024%以下、
Cr:6.1~9.9%、
Ni:3.1~6.9%、
残部Feおよび不可避的不純物からなり、
式A:[Ni]-0.2[Cr]≧1.8、
式B:[Ni]-2.0[Cr]≦-8.0、
式C:[Ni]+0.6[Cr]≦11.0を満足する積層造形用粉末。
ただし、式中の[Ni]、[Cr]には各成分の質量%の値を代入する。
続きを表示(約 460 文字)
【請求項2】
O:0.10%以下、
N:0.15%以下である、請求項1の積層造形用粉末。
【請求項3】
請求項1または2のいずれかに記載の成分に加えて、
任意的付加的成分として、Mo、W、V、Al、Cuのいずれか1種以上を
Mo+W/2:1.4%以下、
V:0.7%以下、
Al:0.045%以下、
Cu:4.5%以下の範囲で含み、
残部Feおよび不可避的不純物からなり、
式A:[Ni]-0.2[Cr]≧1.8、
式B:[Ni]-2.0[Cr]≦-8.0、
式C:[Ni]+0.6[Cr]≦11.0を満足する積層造形用粉末。
ただし、式中の[Mo]、[W]、[Ni]、[Cr]には各成分の質量%の値を代入する。
【請求項4】
請求項1又は3の積層造形用粉末を用いて積層造形法により製造した造形体。
【請求項5】
請求項2の積層造形用粉末を用いて積層造形法により製造した造形体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層造形法(3Dプリンタ、三次元造形法、Additive Manufacturing、付加製造法などとも呼ばれる)による金型をはじめとした各種工具となる造形体および原料粉末に関し、とりわけ、大型の造形体でも造形割れを起こさない高い耐造形割れ性と高い熱伝導率を示すとともに、高い機械的特性も有する積層造形用粉末に関する。
続きを表示(約 1,600 文字)
【0002】
なお、ここでいう高い耐造形割れ性とは、積層造形による急速溶融、凝固にともなう熱応力などにより、造形体そのもの(特に切欠きとなる部位)や、造形体と造形母材との界面に割れが発生しにくいことを指す。
【背景技術】
【0003】
積層造形法は従来工法と異なり、複雑形状や三次元構造を持つ部材を製造することが可能であり、近年、目覚しい技術発展および適用範囲拡大が実現されている。このなかで、各種工具への検討、適用も進みつつあり、特に内部に三次元構造の複雑な冷却水管を内在するダイカスト金型において実用化が進んでいる。
【0004】
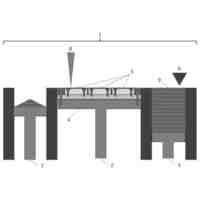
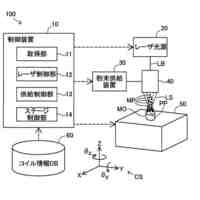
これらの工具は様々な部品の加工に用いられるが、加工方法や部品形状に応じ、その形状や大きさもさまざまである。ここで、一般に積層造形は原料となる粉末やワイヤーをレーザーや電子ビームなどの細く絞られた熱源により短時間加熱することで急速に溶融、凝固させ、その繰り返しにより凝固層を積層することで複雑な三次元形状の部品の製造を可能にする。この工程において、部品の一部分のみが加熱され、溶融、凝固することから、局所的な凝固収縮や熱膨張・熱収縮によって熱応力が発生する。この時、造形される材料や造形母材が硬く、脆い材料であれば、発生する熱応力に耐えられず、造形体そのものや母材との界面に造形割れを発生してしまう。
【0005】
このような熱応力は、大きな造形体を積層造形する場合に更に大きくなり、結果として造形割れが発生しやすくなる。一般に工具にはJIS規格のSKD61のような高硬度合金が多用されるため造形割れが発生しやすい。したがって従来、積層造形の工具への適用は、熱応力が比較的小さい小型のものに限定されてきた。
【0006】
近年では、M
S
点を低く抑えた合金を用い、M
S
点近傍まで予熱した状態で積層造形することにより、造形時に硬質、脆性なマルテンサイト相ではなく、軟質、延性なオーステナイト相を維持することで造形割れを抑制する方法が提案されている。このように、M
S
点を低くすることが耐造形割れ性改善の指標になりうる。
【0007】
ダイカスト金型をはじめとした熱間で使用される工具の表面は、加工される高温の部品(ワーク)に接することから温度が上昇し、ヒートチェックをはじめとした損傷を受ける。また、特に温度上昇の激しい部位では焼付きを起こす。これらを回避するために、金型表面を効率よく冷却することは重要であり、金型の材質としては高い熱伝導率の合金を使用することで、工具内部に配置された水冷管などによる冷却効果を金型表面まで最大限利用することができる。
【0008】
さらに熱間で利用する工具を用いた部品加工においては、ひとつの部品を加工した後、次の部品を加工するまでに工具が冷えている必要があり、効率よく(短時間で)所定の温度まで工具を冷却できると、部品の加工サイクルが短縮でき、部品の生産効率をアップさせるメリットもある。
【0009】
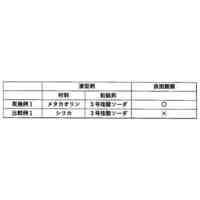
このような高い耐造形割れ性と高い熱伝導率のFe系合金による積層造形体として、特許文献1、2がある。ここで、特許文献1と2の発明の主成分における大きな差異はCr量であり、特許文献1は特許文献2に対し概ね高Cr側である。また、従来例1および2はいずれも変数A(=15C+Mn+0.5Cr+Ni)を一定の範囲にするよう規制している。
【0010】
特許文献1は、各種元素の含有量を規制するとともに変数Aにおいて10を超え20未満としている。上述のように従来例1は高Cr側の範囲であることから、変数Aの制御のためCrとNiのバランスにおいて低Ni側となり、その逆の低Cr(12%以下)高Ni(4%以上)の範囲の特性においては十分に検討されていない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
山陽特殊製鋼株式会社
棒鋼の製造方法
10日前
山陽特殊製鋼株式会社
鋼材端部形状不良の検査方法
18日前
山陽特殊製鋼株式会社
マンネスマン穿孔法による継目無鋼管の製造方法
7日前
山陽特殊製鋼株式会社
オーバーヒートの評価のための圧縮による試験方法
7日前
山陽特殊製鋼株式会社
優れた耐造形割れ性および高熱伝導率を有する積層造形用Fe系合金粉末およびこれを用いた積層造形体
7日前
個人
鋼の連続鋳造用鋳型
5日前
個人
ピストンの低圧鋳造金型
4か月前
トヨタ自動車株式会社
押湯入子
20日前
大阪硅曹株式会社
無機中子用水性塗型剤
7日前
株式会社プロテリアル
合金粉末の製造方法
4か月前
山石金属株式会社
ガスアトマイズ装置
14日前
山石金属株式会社
ガスアトマイズ装置
14日前
トヨタ自動車株式会社
中子の製造方法
1か月前
芝浦機械株式会社
射出装置及び成形機
17日前
株式会社キャステム
鋳造品の製造方法
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
4か月前
芝浦機械株式会社
成形機
6か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
芝浦機械株式会社
成形機
6か月前
トヨタ自動車株式会社
鋳物砂の再生方法
1か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
6か月前
株式会社浅沼技研
鋳型及びその製造方法
5か月前
トヨタ自動車株式会社
突き折り棒
3か月前
トヨタ自動車株式会社
ケースの製造方法
2か月前
旭有機材株式会社
鋳型の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
19日前
トヨタ自動車株式会社
金型冷却構造
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
5か月前
株式会社プロテリアル
金属付加製造物の製造方法
5か月前
株式会社豊田中央研究所
積層造形装置
2か月前
福田金属箔粉工業株式会社
Cu系粉末
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4か月前
株式会社神戸製鋼所
炭素-銅含有粉末
3か月前
日立Astemo株式会社
成形装置
5か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ