TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025124148
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024020011
出願日
2024-02-14
発明の名称
エンドミル、穴加工方法
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
B23C
5/10 20060101AFI20250819BHJP(工作機械;他に分類されない金属加工)
要約
【課題】エンドミルでワークに穴加工したときに発生するバリの除去処理作業を廃止するのに有効な技術を提供する。
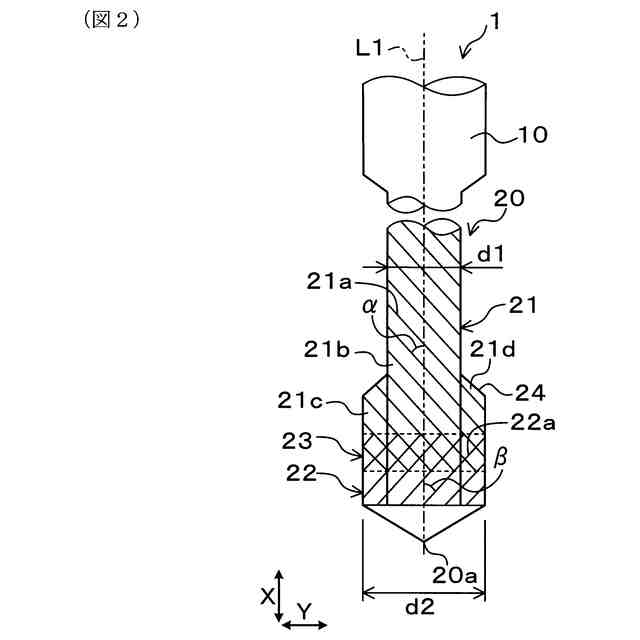
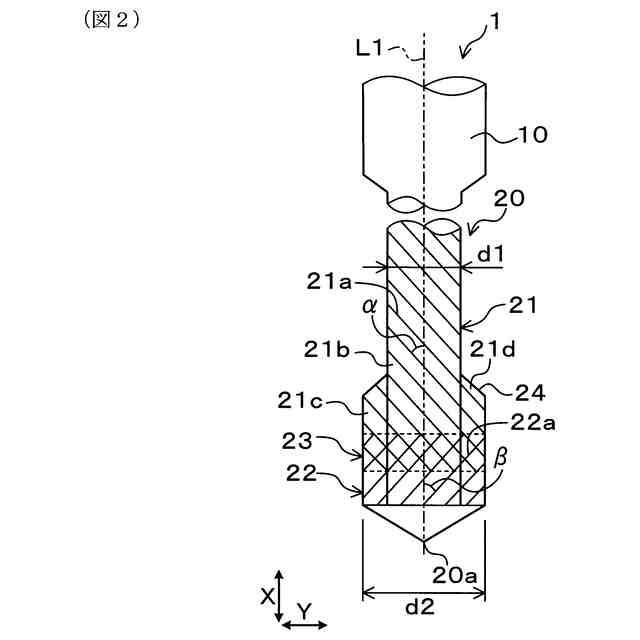
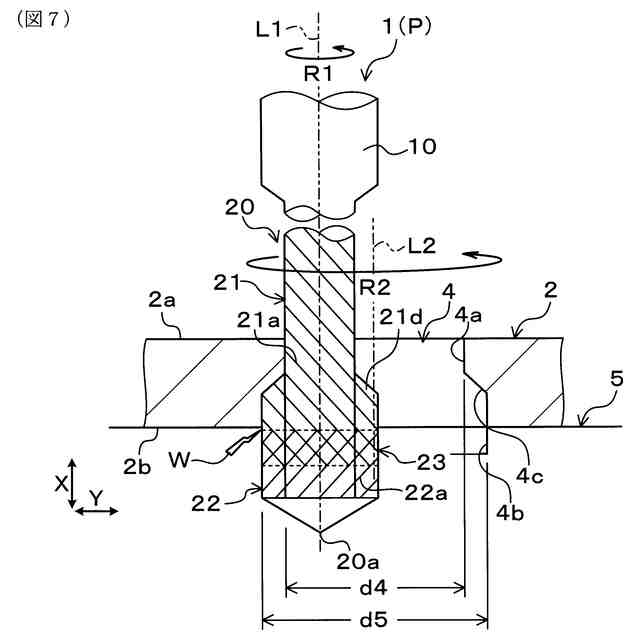
【解決手段】エンドミル1は、ワークの穴加工に用いるものであり、工具中心軸線L1に対して左ねじれの第1切刃21aのみが形成された第1刃部21と、第1刃部21よりも刃先20a側に設けられ工具中心軸線L1に対して右ねじれの第2切刃22aのみが形成された第2刃部22と、を備え、第1刃部21は、一般部21bと、一般部21bの第2刃部22側に設けられ一般部21bを上回り且つ第2刃部22と同一の外径d2を有する拡径部21cと、一般部21bと拡径部21cを段差状に繋ぐ段差部21dと、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
ワークの穴加工に用いるエンドミルであって、
工具中心軸線に対して左ねじれと右ねじれのいずれか一方の第1切刃のみが形成された第1刃部と、
前記第1刃部よりも刃先側に設けられ前記工具中心軸線に対して左ねじれと右ねじれのいずれか他方の第2切刃のみが形成された第2刃部と、を備え、
前記第1刃部は、一般部と、前記一般部の前記第2刃部側に設けられ前記一般部を上回り且つ前記第2刃部と同一の外径を有する拡径部と、前記一般部と前記拡径部を段差状に繋ぐ段差部と、を備える、エンドミル。
続きを表示(約 640 文字)
【請求項2】
前記第1刃部と前記第2刃部との間には、前記第1切刃と前記第2切刃が交差した交差刃部が設けられており、前記交差刃部は、前記第2刃部と同一の外径を有する、請求項1に記載のエンドミル。
【請求項3】
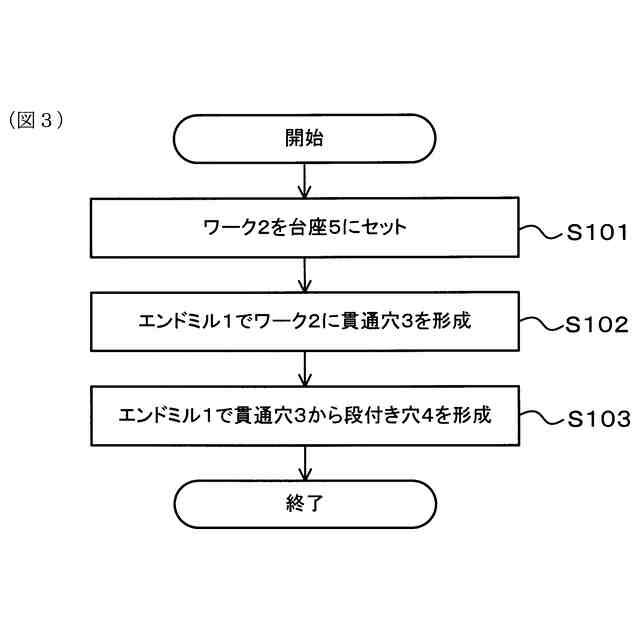
請求項1または2に記載のエンドミルを用いてワークを穴加工する穴加工方法であって、
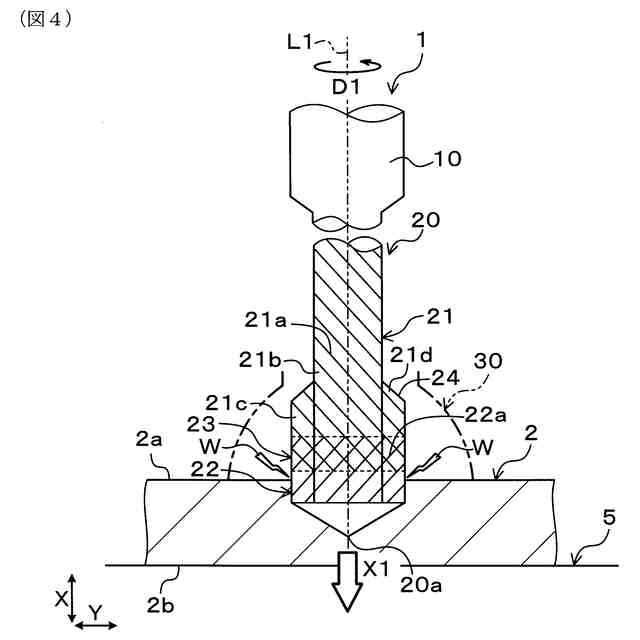
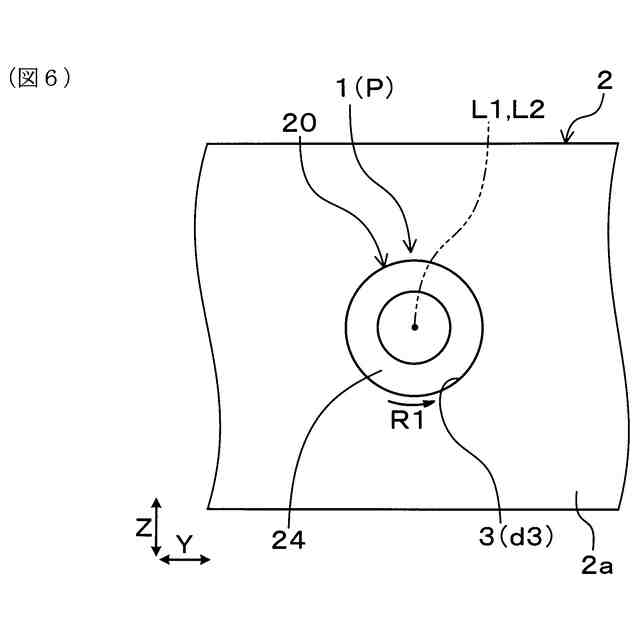
前記工具中心軸線を中心に前記エンドミルを回転方向に自転させながら刃先を前記ワークの意匠面に押し当てて前記第2刃部が前記ワークの裏面側に露出し且つ前記第1刃部の前記段差部が前記ワークの裏面側に露出しない下降位置まで下降方向に動かすことによって前記ワークに貫通穴を形成する貫通穴形成ステップと、
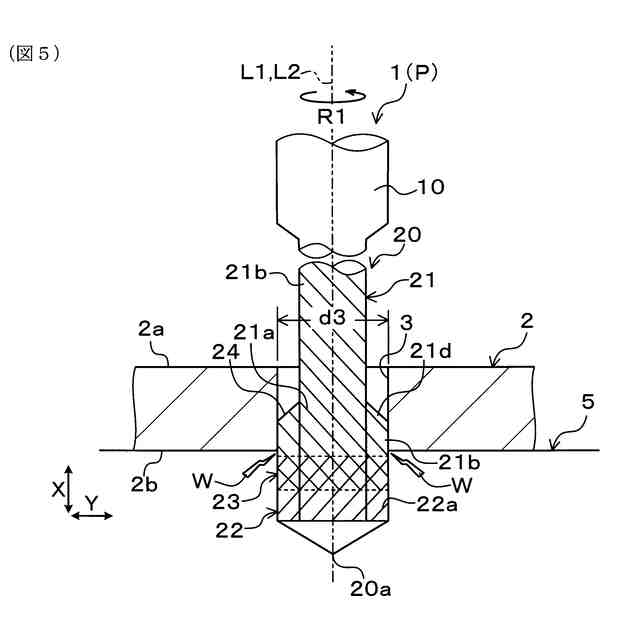
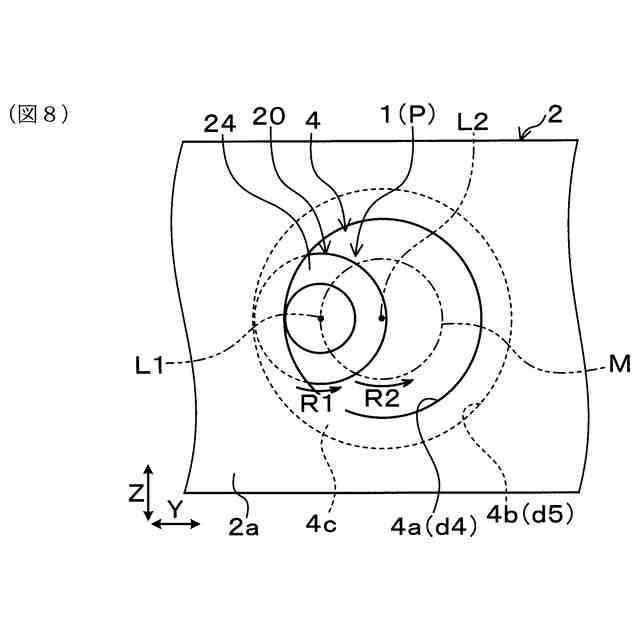
前記貫通穴形成ステップで形成した前記貫通穴内に前記第1刃部の前記段差部を配置した状態で前記工具中心軸線を中心に前記エンドミルを前記回転方向に自転させながら前記工具中心軸線が円軌道を通るように周回方向に周回させることによって前記貫通穴から段付き穴を形成する段付き穴形成ステップと、
を有する、穴加工方法。
【請求項4】
前記エンドミルの前記回転方向は、前記貫通穴形成ステップ及び前記段付き穴形成ステップで同一であり、前記第2刃部による前記ワークの切削によって前記ワークの前記意匠面側に切屑を排出する方向であり、且つ、前記第1刃部による前記ワークの切削によって前記ワークの前記裏面側に切屑を排出する方向である、請求項3に記載の穴加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、エンドミル及び穴加工方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
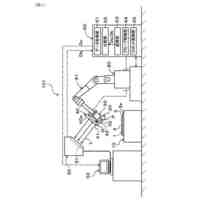
特許文献1には、エンドミルが開示されている。このエンドミルは、ワークの穴加工に用いられるものである。ワークの穴加工では、工具中心軸線を中心にエンドミルを自転させながら工具中心軸線が円軌道を通るように周回方向に周回(公転)させる方法が行われる。この穴加工によってワークに形成された貫通穴に部品が組み付けられる。例えば、ワークが車両用のバンパーである場合、バンパーに形成された貫通穴に部品であるセンサが組み付けられる。
【先行技術文献】
【特許文献】
【0003】
特開2023-60913号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ワークの意匠面にエンドミルを押し当てながら穴加工したときには、貫通穴の裏面側の開口縁にバリが生じることがある。このバリを残したままでワークの裏面側から部品を貫通穴に挿入すると、バリが部品との干渉によって巻き込まれてワークの意匠面側から露出することでワークの外観品質不良が発生する。そこで、ワークの外観品質不良の発生を防ぐために、ワークの穴加工後にバリの除去処理作業を実施する必要がある。バリの除去処理作業は人手による作業であるのが一般的であり、作業工数が増える要因に成り得る。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、エンドミルでワークに穴加工したときに発生するバリの除去処理作業を廃止するのに有効な技術を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、
ワークの穴加工に用いるエンドミルであって、
工具中心軸線に対して左ねじれと右ねじれのいずれか一方の第1切刃のみが形成された第1刃部と、
前記第1刃部よりも刃先側に設けられ前記工具中心軸線に対して左ねじれと右ねじれのいずれか他方の第2切刃のみが形成された第2刃部と、を備え、
前記第1刃部は、一般部と、前記一般部の前記第2刃部側に設けられ前記一般部を上回り且つ前記第2刃部と同一の外径を有する拡径部と、前記一般部と前記拡径部を繋ぐ段差部と、を備える、エンドミル、
にある。
【0007】
本発明の他の態様は、
前記エンドミルを用いてワークを穴加工する穴加工方法であって、
前記工具中心軸線を中心に前記エンドミルを回転方向に自転させながら刃先を前記ワークの意匠面に押し当てて前記第2刃部が前記ワークの裏面側に露出し且つ前記第1刃部の前記段差部が前記ワークの裏面側に露出しない下降位置まで下降方向に動かすことによって前記ワークに貫通穴を形成する貫通穴形成ステップと、
前記貫通穴形成ステップで形成した前記貫通穴内に前記第1刃部の前記段差部を配置した状態で前記工具中心軸線を中心に前記エンドミルを前記回転方向に自転させながら前記工具中心軸線が円軌道を通るように周回方向に周回させることによって前記貫通穴から段付き穴を形成する段付き穴形成ステップと、
を有する、穴加工方法、
にある。
【発明の効果】
【0008】
上述の各態様によれば、エンドミルを用いてワークを穴加工することができる。エンドミルは、第1切刃のみが形成された第1刃部と、第2切刃のみが形成された第2刃部と、を備え、第1刃部は、さらに、一般部と拡径部と段差部とを備える。ワークの穴加工では、先ず、工具中心軸線を中心にエンドミルを回転方向に自転させながら刃先をワークの意匠面に押し当てて第2刃部がワークの裏面側に露出し且つ第1刃部の段差部がワークの裏面側に露出しない下降位置まで下降方向に動かす。これにより、ワークに貫通穴を形成することができる。その後、貫通穴内に第1刃部の段差部を配置した状態で工具中心軸線を中心にエンドミルを回転方向に自転させながら工具中心軸線が円軌道を通るように周回方向に周回させる。これにより、ワークの貫通穴から段付き穴を形成することができる。
【0009】
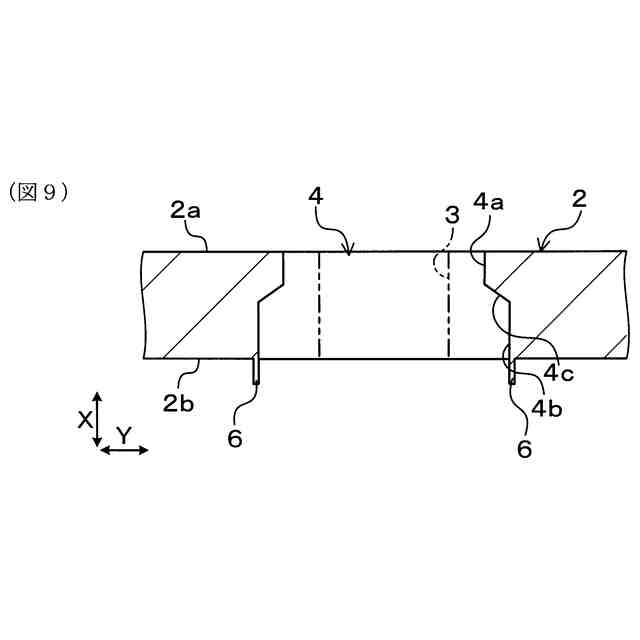
ワークに形成される段付き穴は、貫通穴が第1刃部の一般部によって加工されてなる小径穴部と、貫通穴が第1刃部の拡径部によって加工されてなる大径穴部と、を有する。この段付き穴においてワークの裏面側である大径穴部を通じて小径穴部に部品が挿入されることによってワークに部品が組み付けられる。このとき、段付き穴の大径穴部の開口縁にバリが発生している場合であっても、大径穴部と小径穴部の内径差の効果によって、バリが部品の挿入の邪魔にならず部品との干渉によって段付き穴内に巻き込まれることがない。したがって、バリがワークの意匠面側から露出してワークの外観品質不良が発生するのを防ぐことができる。その結果、ワークに部品を組み付ける前のバリの除去処理作業を不要にできる。
【0010】
以上のごとく、上述の態様によれば、エンドミルでワークに穴加工したときに発生するバリの除去処理作業を廃止するのに有効な技術を提供することが可能になる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ車体株式会社
工具搬送設備
16日前
トヨタ車体株式会社
車両の骨格構造
5日前
トヨタ車体株式会社
パネル成形装置
9日前
トヨタ車体株式会社
車両の後部構造
1か月前
トヨタ車体株式会社
車両用シート装置
18日前
トヨタ車体株式会社
車両用シート装置
23日前
トヨタ車体株式会社
車両用シート装置
23日前
トヨタ車体株式会社
燃料タンク取付構造
1か月前
トヨタ車体株式会社
スペアタイヤ取付装置
23日前
トヨタ車体株式会社
スペアタイヤ取付装置
1か月前
トヨタ車体株式会社
エンドミル、穴加工方法
4日前
トヨタ車体株式会社
パネル成形装置及びパネル成形方法
1か月前
トヨタ車体株式会社
衝突試験測定装置および衝突試験測定方法
23日前
株式会社ハイレックスコーポレーション
車椅子固定装置
1か月前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
8日前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
2か月前
株式会社ダイヘン
溶接電源装置
23日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
個人
切削油供給装置
5日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
キヤノン電子株式会社
加工システム
18日前
エフ・ピー・ツール株式会社
リーマ
4か月前
日進工具株式会社
エンドミル
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ