TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025122442
公報種別
公開特許公報(A)
公開日
2025-08-21
出願番号
2024017917
出願日
2024-02-08
発明の名称
パネル成形装置
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
B21D
39/02 20060101AFI20250814BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】アウタパネルとインナパネルをヘミングローラで一体成形するとき、成形体の面品質を向上させることができ且つヘミングローラの成形時の加工点の位置を把握することができるパネル成形装置を提供する。
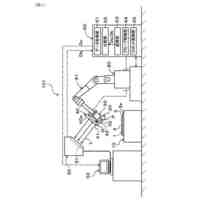
【解決手段】パネル成形装置101は、下型10と、ヘミングローラ20と、ロボットアーム81に取り付けられるローラヘッド30と、ローラヘッド30に取り付けられる被検出部材40と、被検出部材40にヘミングローラ20の加工点Pの位置を間接的にあらわすように設けられた測定点Qを検出する検出器50と、検出器50による測定点Qの検出結果に基づいてヘミングローラ20を下型10から浮かせた状態で加工点Pをフランジ部3の先端3a側から押し当ててフランジ部3をインナパネル4側に曲げ加工するようにロボットアーム81を制御する制御装置60と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
アウタパネルとインナパネルを一体成形するパネル成形装置であって、
前記アウタパネルに前記インナパネルを重ねてセットするための下型と、
前記アウタパネルのフランジ部を曲げ加工するヘミングローラと、
ロボットアームに取り付けられ前記ヘミングローラを回転可能に保持するローラヘッドと、
前記ローラヘッドに取り付けられる被検出部材と、
前記被検出部材に前記ヘミングローラの加工点の位置を間接的にあらわすように設けられた測定点を検出する検出器と、
前記検出器による前記測定点の検出結果に基づいて前記ヘミングローラを前記下型から浮かせた状態で前記加工点を前記フランジ部の先端側から押し当てて前記フランジ部を前記インナパネル側に曲げ加工するように前記ロボットアームを制御する制御装置と、
を備える、パネル成形装置。
続きを表示(約 610 文字)
【請求項2】
前記被検出部材に前記ローラヘッドと交換可能に取り付けられる教示用治具を備え、
前記教示用治具には、前記被検出部材に取り付けられた状態で前記測定点に対して前記加工点と同一の相対位置関係となる教示点が設けられている、請求項1に記載のパネル成形装置。
【請求項3】
前記制御装置は、前記測定点の検出結果に基づいて前記加工点の軌跡データを取得するデータ取得部と、前記データ取得部で取得した前記軌跡データと前記測定点と前記教示点の相対位置関係を示す教示データとを比較して前記加工点と前記教示点との乖離を比較結果として出力する比較部と、を有する、請求項2にパネル成形装置。
【請求項4】
前記ローラヘッドは前記ヘミングローラの数が異なるものが複数種類準備され、前記教示用治具は前記ローラヘッドの種類に応じて複数種類準備される、請求項2または3に記載のパネル成形装置。
【請求項5】
前記被検出部材は、レーザー光を照射する照射面を有するプローブであり、
前記検出器は、前記プローブが照射した前記レーザー光を検出するレーザーカメラである、請求項1~3のいずれか一項に記載のパネル成形装置。
【請求項6】
前記プローブの前記照射面には、前記レーザー光を互いに離れた位置から照射する複数の照射部が設けられている、請求項5に記載のパネル成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パネル成形装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
下記特許文献1には、自動車の車両ドアのアウタパネルのフランジ部を折り返してインナパネルと一体化するための従来のヘミング加工方法が開示されている。このヘミング加工方法は、概して、アウタパネルをインナパネルが重ねられた状態で下型にセットし、アウタパネルのフランジ部を、ロボットアームの先端に設けられたヘミングローラによってインナパネル側に折り曲げながら加圧し、これによりインナパネルとアウタパネルを折り曲げ接合するものである。このヘミング加工方法では、アウタパネルのフランジ部を起立位置からインナパネル側に概ね45°の第1位置まで折り曲げる仮曲げ工程と、仮曲げ工程の後でフランジ部を第1位置からインナパネルに沿った第2位置まで折り曲げる本曲げ工程と、が順次実行される。
【先行技術文献】
【特許文献】
【0003】
特開2014-188577号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記ヘミング加工方法では、仮曲げ工程においてアウタパネルのフランジ部を外周縁部(フランジ部の根本の部位)側から折り曲げるのが一般的である。フランジ部をこのように折り曲げると、塑性変形時の応力が大きいことが要因で外周縁部が顕著に押し上げられる。これにより、フランジ部に、所謂「面ダレ」と称される面品質の不具合が発生することが懸念される。そこで、アウタパネルのフランジ部をヘミングローラで先端側から折り曲げる工法を採用すれば、塑性変形時の応力を低く抑えることができ、これにより品質不具合の発生を抑制することが可能になる。ところが、ヘミングローラの加工点は円弧面上の点であるため、加工時にヘミングローラの姿勢や位置が変化したときにその加工点の位置を把握するのが難しいという問題がある。とりわけ、ヘミングローラを下型から浮かせた状態でフランジ部に押し当てる工法を採用した場合には、ロボットアームの撓みなどの影響を受け易くなり、上記問題がより顕著になる。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、アウタパネルとインナパネルをヘミングローラで一体成形するとき、成形体の面品質を向上させることができ且つヘミングローラの成形時の加工点の位置を把握することができるパネル成形装置を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、
アウタパネルとインナパネルを一体成形するパネル成形装置であって、
前記アウタパネルに前記インナパネルを重ねてセットするための下型と、
前記アウタパネルのフランジ部を曲げ加工するヘミングローラと、
ロボットアームに取り付けられ前記ヘミングローラを回転可能に保持するローラヘッドと、
前記ローラヘッドに取り付けられる被検出部材と、
前記被検出部材に前記ヘミングローラの加工点の位置を間接的にあらわすように設けられた測定点を検出する検出器と、
前記検出器による前記測定点の検出結果に基づいて前記ヘミングローラを前記下型から浮かせた状態で前記加工点を前記フランジ部の先端側から押し当てて前記フランジ部を前記インナパネル側に曲げ加工するように前記ロボットアームを制御する制御装置と、
を備える、パネル成形装置、
にある。
【発明の効果】
【0007】
上述の態様のパネル成形装置において、アウタパネルのフランジ部を曲げ加工するヘミングローラは、ロボットアームに取り付けられるローラヘッドによって回転可能に保持される。検出器は、ローラヘッドに取り付けられる被検出部材の測定点を検出することによって、ヘミングローラの加工点の位置を間接的に把握するのに使用される。制御装置は、被検出部材の測定点の検出結果に基づいてロボットアームを制御する。この制御によりヘミングローラを下型から浮かせた状態でその加工点をフランジ部の先端側から押し当ててフランジ部をインナパネル側に曲げ加工する。
【0008】
このパネル成形装置によれば、ヘミングローラを下型から浮かせてその加工点をフランジ部の先端側から押し当てるため、フランジ部を外周縁部側から折り曲げるのに比べて塑性変形時の応力を低く抑えることができる。これにより、フランジ部において面ダレと称される面品質不具合が発生するのを抑制することが可能になる。また、このパネル成形装置によれば、ヘミングローラの加工点を直接検出するのではなく、その加工点の位置を間接的にあらわす測定点を検出することで、ヘミングローラを下型から浮かせた状態でフランジ部を曲げ加工する場合であっても、加工点がどこを通過しているかを間接的に把握することが可能になる。
【0009】
以上のごとく、上述の態様によれば、アウタパネルとインナパネルをヘミングローラで一体成形するとき、成形体の面品質を向上させることができ且つヘミングローラの成形時の加工点の位置を把握することができるパネル成形装置を提供することが可能になる。
【図面の簡単な説明】
【0010】
実施形態1のパネル成形装置の全体構造を示す図。
アウタパネルとインナパネルが一体形成された成形体の斜視図。
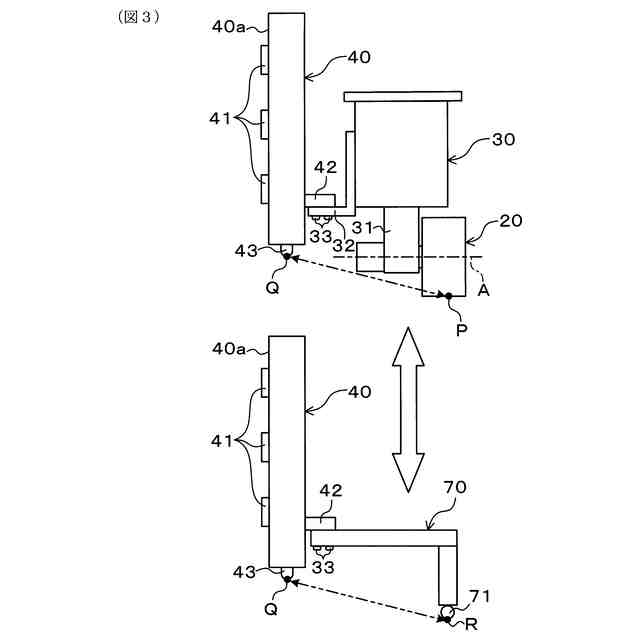
図1中のローラヘッドと被検出部材にローラヘッドに代えて取り付けられた教示用治具とのそれぞれの側面図。
実施形態1のパネル成形方法のフローチャート図。
図4の第1ステップの様子を示す側面図。
図4の第2ステップの様子を示す側面図。
図4の第3ステップの様子を示す斜視図。
図4の第4ステップの曲げ加工中の様子を示す斜視図。
図8をパネル幅方向から見た側面図。
図4の第4ステップの曲げ加工完了後の様子を示す側面図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ車体株式会社
工具搬送設備
16日前
トヨタ車体株式会社
車両の骨格構造
5日前
トヨタ車体株式会社
パネル成形装置
9日前
トヨタ車体株式会社
車両用シート装置
18日前
トヨタ車体株式会社
車両用シート装置
23日前
トヨタ車体株式会社
車両用シート装置
23日前
トヨタ車体株式会社
燃料タンク取付構造
1か月前
トヨタ車体株式会社
スペアタイヤ取付装置
23日前
トヨタ車体株式会社
スペアタイヤ取付装置
1か月前
トヨタ車体株式会社
エンドミル、穴加工方法
4日前
トヨタ車体株式会社
パネル成形装置及びパネル成形方法
1か月前
トヨタ車体株式会社
衝突試験測定装置および衝突試験測定方法
23日前
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
NC転造盤
5か月前
日伸工業株式会社
プレス加工装置
2か月前
オムロン株式会社
導線折り曲げ治具
2日前
トヨタ紡織株式会社
プレス装置
3か月前
トヨタ紡織株式会社
プレス金型
4か月前
株式会社西田製作所
パンチャーヘッド
3か月前
工機ホールディングス株式会社
ニブラ
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
株式会社アマダ
曲げ金型
1日前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社アマダ
曲げ加工機
2か月前
株式会社TMEIC
監視装置
4か月前
株式会社トラバース
パンチング加工装置
4か月前
日産自動車株式会社
逐次成形方法
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
3か月前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
株式会社不二越
転造加工用平ダイス
5か月前
株式会社三明製作所
転造装置
1日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ