TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025126383
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024022514
出願日
2024-02-19
発明の名称
押出プレス装置および押出プレス方法
出願人
UBEマシナリー株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21C
29/00 20060101AFI20250822BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】成形品の酸化を抑えつつ、押出プレス装置の構成要素の腐食を抑えることのできる押出プレス装置を提供すること。
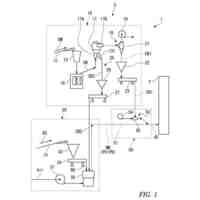
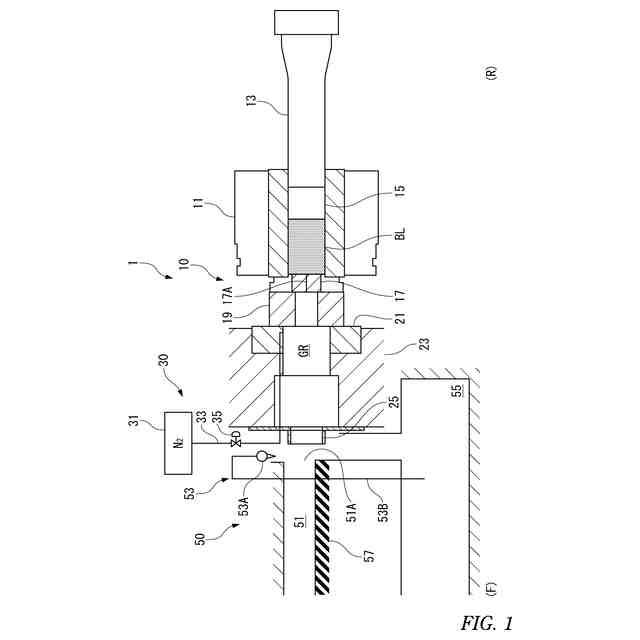
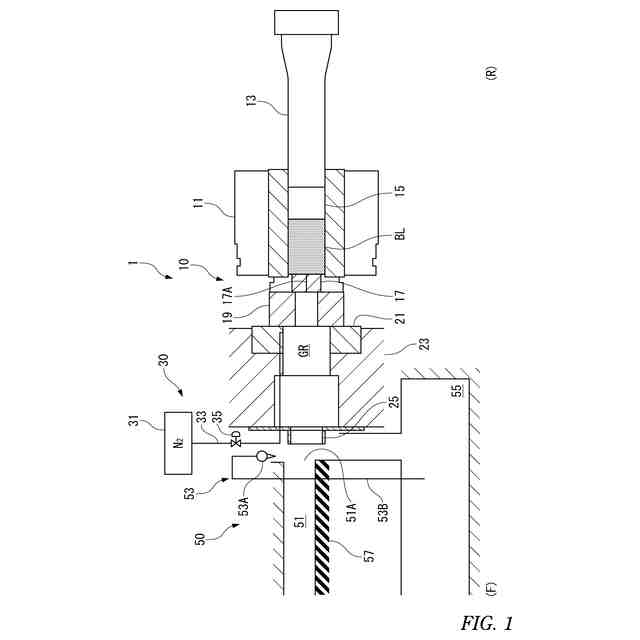
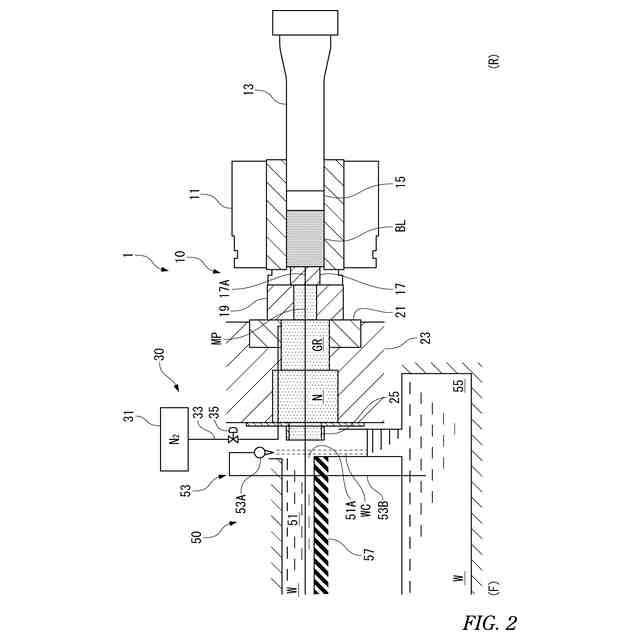
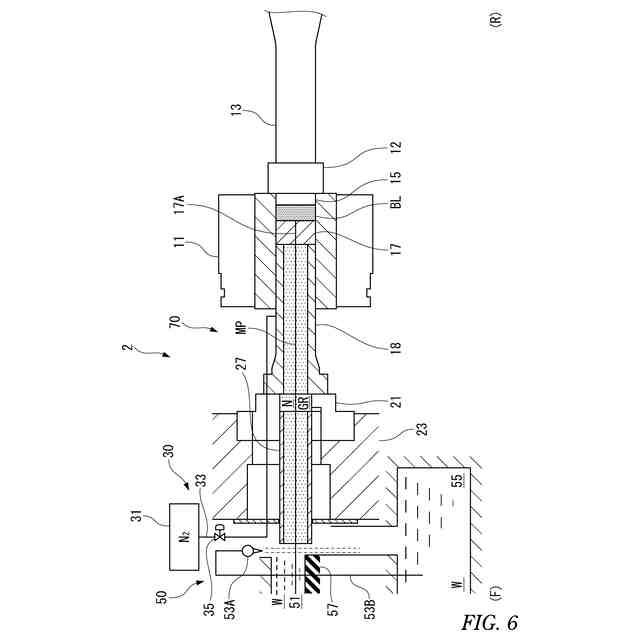
【解決手段】押出プレス装置(1,2)は、
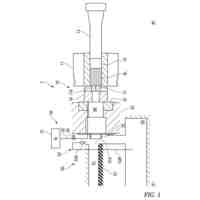
被成形材(BL)が収納されるコンテナ(11)と、被成形材(BL)を前方に向けて押出成形するダイス(17)と、ダイス(17)からの押圧力を受けるプレッシャリング(21)と、プレッシャリング(21)を保持するエンドプラテン(23)と、有する成形部(10)と、
成形部(10)で成形される成形品(MP)について後処理が行われる後面設備(50)と、
成形部(10,70)におけるダイス(17)よりも後方の中空部分であるガス室(GR)に不活性ガス(N)を供給するガス供給器(30)と、
後面設備(50)に設けられ、成形品(MP)が導入される水冷環境(51)と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
被成形材が収納されるコンテナと、後方から押圧力を受ける前記被成形材を前方に向けて押出成形するダイスと、前記ダイスからの前記押圧力を受けるプレッシャリングと、前記プレッシャリングを保持するエンドプラテンと、を少なくとも有する成形部と、
前記成形部で成形される成形品について後処理が行われる後面設備と、
前記成形部における前記プレッシャリングと前記エンドプラテンの連通する中空部分であるガス室に不活性ガスを供給するガス供給器と、
前記後面設備に設けられる、前記成形品が導入される水冷環境と、
を備える押出プレス装置。
続きを表示(約 610 文字)
【請求項2】
前記成形部は、
前方に向けて前記被成形材に前記押圧力を加えるステムを備える、
請求項1に記載の押出プレス装置。
【請求項3】
前記成形部は、
間接押出により前記成形品を成形し、
前記ダイスと前記プレッシャリングの間にダイステムを備え、
前記ガス供給器は、
前記ダイステム、前記前記プレッシャリングおよび前記エンドプラテンの連通する中空部分である前記ガス室に前記不活性ガスを供給する、
請求項1に記載の押出プレス装置。
【請求項4】
前記水冷環境は水槽であり、
前記水槽の前記成形品の導入口をその後方において塞ぐ水カーテンを生成するための水噴射ノズルを備える、
請求項1~請求項3のいずれか一項に記載の押出プレス装置。
【請求項5】
ダイスを介してコンテナに収容される被成形材を前方に向けて押出成形する押出プレス方法であって、
前記ダイスから押し出された成形品を不活性ガスの雰囲気下において前記成形品について後処理が行われる後面設備まで搬送する第1ステップと、
前記後面設備において、前記成形品を水冷する第2ステップと、を備える押出プレス方法。
【請求項6】
前記被成形材は、
銅または銅合金である、
請求項5に記載の押出プレス方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属、特には銅、銅合金の押出成形に適する押出プレス装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
押出プレス装置により金属材料を押出成形するには、加熱されたビレットをダイスに押しあてることで、長尺な押出成形品を得る。押出成形の対象となる代表的な金属材料として銅および銅合金、ならびに、アルミニウムおよびアルミニウム合金が挙げられる。銅および銅合金を以下では銅合金と総称し、アルミニウムおよびアルミニウム合金を以下ではアルミニウム合金と総称する。
【0003】
押出成形する際に被成形材であるビレットが加熱されるので、成形品は酸化されやすい。例えば銅合金であれば、成形品の表面に黒色の酸化膜が形成される。成形品について酸化を抑えるために、例えば特許文献1に開示されるように、成形品を後面設備において水に浸す無酸化押出が知られている。
【先行技術文献】
【特許文献】
【0004】
特開昭61-42418号公報
特開2023-67735号公報
特開2023-48407号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
この無酸化押出は成形品の酸化を抑えるためには有効であるが、水は押出プレス装置の構成要素に対しては腐食の要因となる。
【0006】
以上より、本発明は、成形品の酸化を抑えつつ、押出プレス装置の構成要素の腐食を抑えることのできる押出プレス装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の押出プレス装置は、
被成形材が収納されるコンテナと、後方から押圧力を受ける被成形材を前方に向けて押出成形するダイスと、ダイスからの押圧力を受けるプレッシャリングと、プレッシャリングを保持するエンドプラテンと、を少なくとも有する成形部と、
成形部で成形される成形品について後処理が行われる後面設備と、
成形部におけるプレッシャリングとエンドプラテンの連通する中空部分であるガス室に不活性ガスを供給するガス供給器と、
後面設備に設けられ、成形品が導入される水冷環境と、
を備える。
【0008】
成形部は、
前方に向けて被成形材に押圧力を加えるステムを備える、ことが好ましい。
【0009】
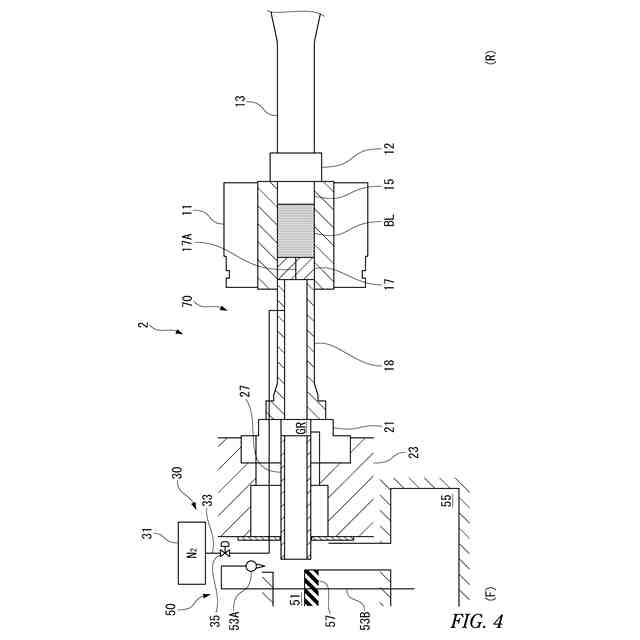
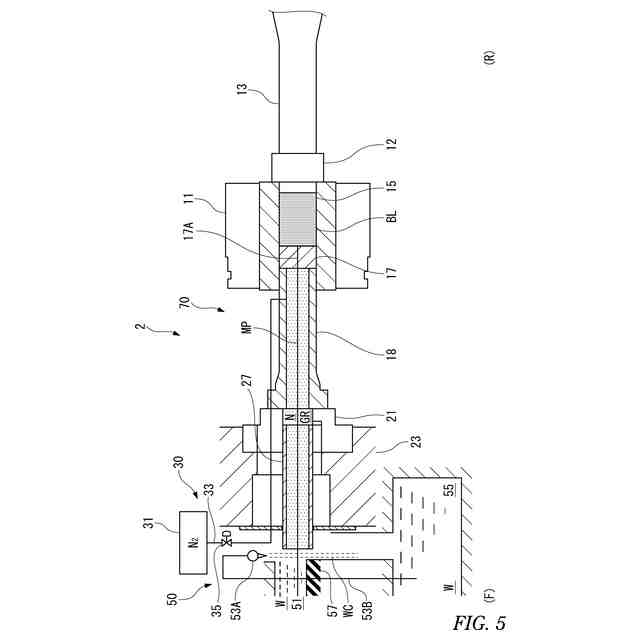
成形部は、
間接押出により成形品を成形し、
ダイスとプレッシャリングの間にダイステムを備え、
ガス供給器は、
ダイステム、プレッシャリングおよびエンドプラテンの連通する中空部分であるガス室に不活性ガスを供給する、ことが好ましい。
【0010】
押出プレス方法水冷環境は水槽であり、
水槽の成形品の導入口をその後方において塞ぐ水カーテンを生成するための水噴射ノズルを備える、ことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
UBEマシナリー株式会社
押出プレス装置および押出プレス方法
3日前
UBEマシナリー株式会社
押出プレス装置のシャーナイフスプレー装置
12日前
UBEマシナリー株式会社
バイオマスの処理装置、処理方法および燃焼システム
6日前
UBEマシナリー株式会社
除塵装置用塵芥バスケット、除塵装置で捕集した塵芥の脱水方法
7日前
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
5か月前
株式会社不二越
NC転造盤
1か月前
日伸工業株式会社
プレス加工装置
2か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
株式会社不二越
NC転造盤
5か月前
オムロン株式会社
導線折り曲げ治具
4日前
トヨタ紡織株式会社
プレス金型
4か月前
トヨタ紡織株式会社
プレス装置
3か月前
工機ホールディングス株式会社
ニブラ
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
株式会社西田製作所
パンチャーヘッド
3か月前
株式会社アマダ
曲げ金型
3日前
株式会社トラバース
パンチング加工装置
4か月前
株式会社アマダ
曲げ加工機
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
3か月前
株式会社TMEIC
監視装置
4か月前
株式会社アマダ
曲げ加工機
5か月前
日産自動車株式会社
逐次成形方法
6か月前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
トヨタ紡織株式会社
プレス金型装置
3か月前
ユニプレス株式会社
プレス加工装置
1か月前
株式会社吉野機械製作所
プレス機械
7か月前
浙江飛剣工貿有限公司
二重片口の製造方法
2か月前
株式会社三明製作所
転造装置
7か月前
株式会社カネミツ
筒張出部形成方法
7か月前
株式会社吉野機械製作所
プレス機械
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ