TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025127798
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2024024709
出願日
2024-02-21
発明の名称
回転工具、回転工具の位置姿勢算出方法及び回転工具の位置姿勢算出システム
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
20/12 20060101AFI20250826BHJP(工作機械;他に分類されない金属加工)
要約
【課題】回転する軸部を有する回転工具の位置及び姿勢を高精度で算出するために使用される回転工具、該回転工具の位置及び姿勢を高精度で算出することができる回転工具の位置姿勢算出方法、並びに回転工具の位置姿勢算出システムを提供する。
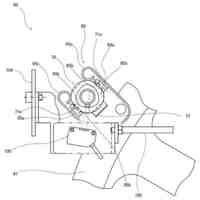
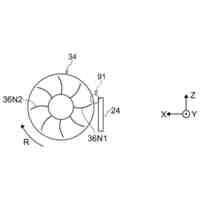
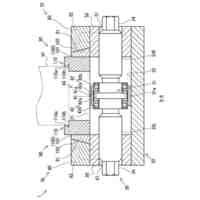
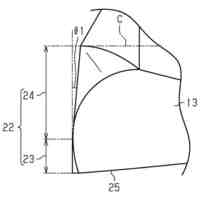
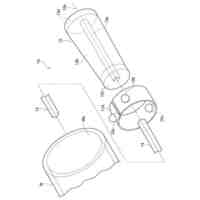
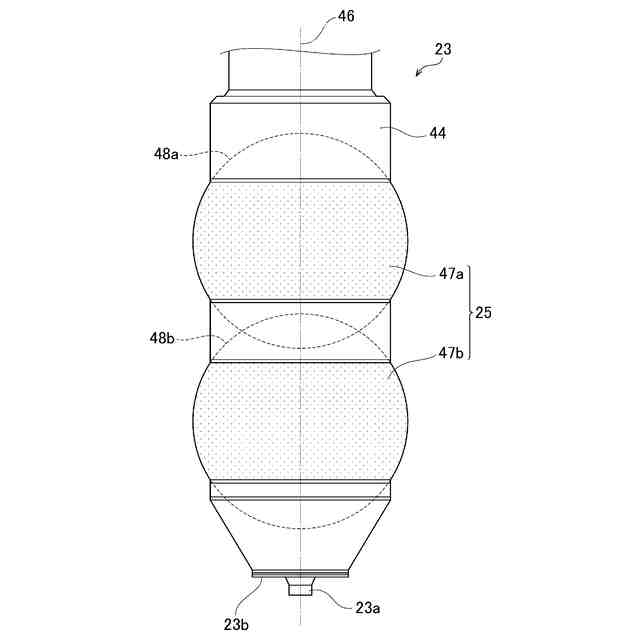
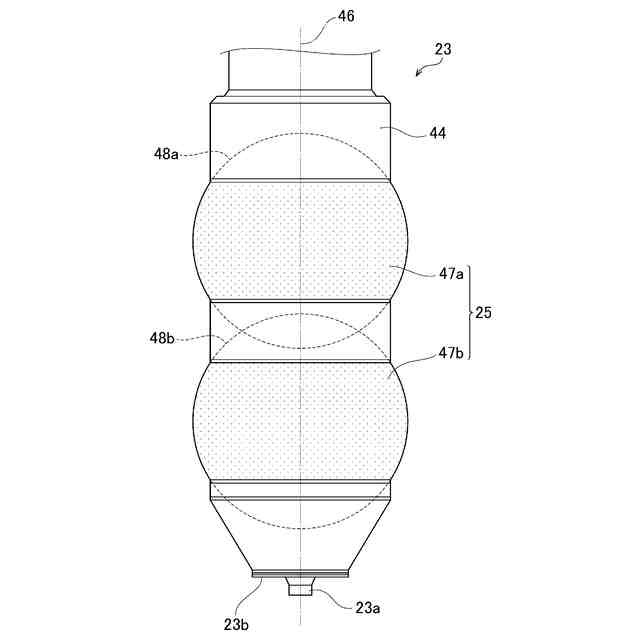
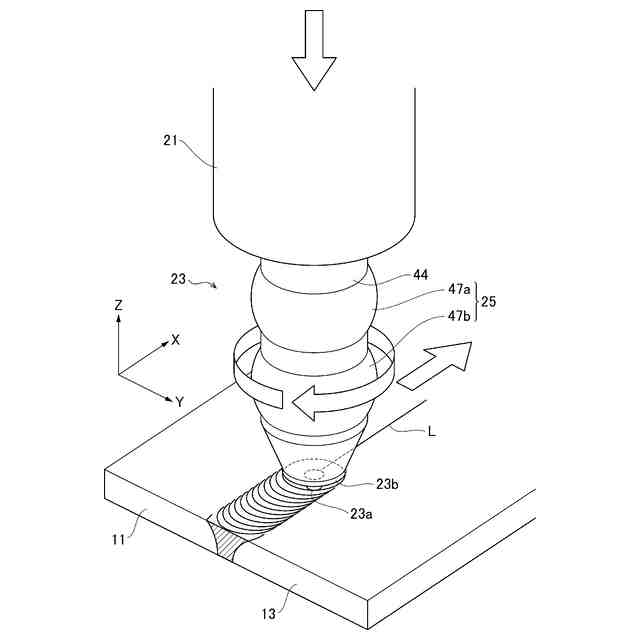
【解決手段】接合ツール(回転工具)23は、回転する軸部44を有する。軸部44は、その表面に、接合ツール23の位置情報を検出するための位置情報検出用マーカ25を有する。位置情報検出用マーカ25は、軸部44の回転軸46を中心として軸部44の周方向に連続して設けられた第1マーカ47aと、第1マーカ47aから軸部44の軸方向に離隔した位置に、軸部44の回転軸を中心として軸部44の周方向に連続して設けられた第2マーカ47bと、を有する。これらの第1マーカ及び第2マーカは、上記位置情報に基づき、接合ツールの先端位置及び姿勢を算出するために用いられる。
【選択図】図2
特許請求の範囲
【請求項1】
回転する軸部を有する回転工具であって、
前記軸部は、その表面に、前記回転工具の位置情報を検出するための位置情報検出用マーカを有し、
前記位置情報検出用マーカは、前記軸部の回転軸を中心として前記軸部の周方向に連続して設けられた第1マーカと、前記第1マーカから前記軸部の軸方向に離隔した位置に、前記軸部の回転軸を中心として前記軸部の周方向に連続して設けられた第2マーカと、を有し、
前記第1マーカ及び前記第2マーカは、前記位置情報に基づき、前記回転工具の先端位置及び姿勢を算出するために用いられることを特徴とする、回転工具。
続きを表示(約 1,400 文字)
【請求項2】
前記第1マーカ及び前記第2マーカは、それぞれ、前記軸部の回転軸上の点を中心とした球体の一部を構成する球面形状を有することを特徴とする、請求項1に記載の回転工具。
【請求項3】
前記第1マーカ及び前記第2マーカには、有色塗料又は反射塗料が被着されていることを特徴とする、請求項1に記載の回転工具。
【請求項4】
マーカ検出装置を用いて、請求項1~3のいずれか1項に記載の回転工具の先端位置及び姿勢を算出する、回転工具の位置姿勢算出方法であって、
前記マーカ検出装置により、前記第1マーカ及び前記第2マーカの位置を検出する検出工程と、
前記検出工程において検出された前記第1マーカ及び前記第2マーカの前記位置情報に基づき、前記回転工具の先端位置及び姿勢を算出する位置姿勢算出工程と、と有することを特徴とする、回転工具の位置姿勢算出方法。
【請求項5】
前記第1マーカ及び前記第2マーカの前記位置情報と、前記回転工具の先端位置及び姿勢とを関係付けた対応位置テーブルを予め求めておき、
前記位置姿勢算出工程において、前記位置情報に対応する前記回転工具の位置及び姿勢を、前記対応位置テーブルを参照して算出することを特徴とする、請求項4に記載の回転工具の位置姿勢算出方法。
【請求項6】
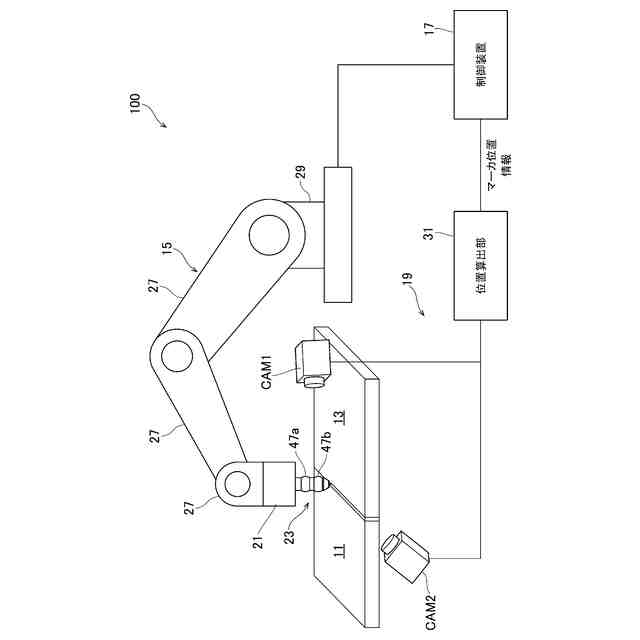
請求項1~3のいずれか1項に記載の回転工具の位置及び姿勢を算出する回転工具の位置姿勢算出システムであって、
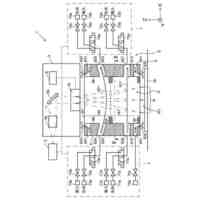
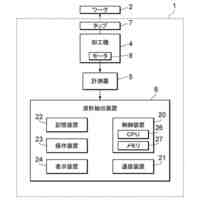
前記位置情報検出用マーカが形成された前記回転工具の位置及び姿勢を制御する制御装置と、
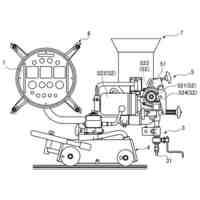
前記位置情報検出用マーカを互いに異なる方向から検出する複数の検出部を有するマーカ検出装置と、を有し、
前記制御装置は、前記マーカ検出装置によって検出された前記第1マーカ及び前記第2マーカの前記位置情報に基づき、前記回転工具の先端位置及び姿勢を算出する位置姿勢算出部を有することを特徴とする、回転工具の位置姿勢算出システム。
【請求項7】
前記制御装置は、前記第1マーカ及び前記第2マーカの前記位置情報と、前記回転工具の先端位置及び姿勢とを関係付けた対応位置テーブルを記憶する記憶部を備え、
前記位置姿勢算出部は、前記位置情報に対応する前記回転工具の位置及び姿勢を、前記対応位置テーブルを参照して算出することを特徴とする、請求項6に記載の回転工具の位置姿勢算出システム。
【請求項8】
前記複数の検出部は、前記第1マーカ及び前記第2マーカを互いに異なる方向から撮像するように配置された複数のカメラであることを特徴とする、請求項6に記載の回転工具の位置姿勢算出システム。
【請求項9】
前記第1マーカ及び前記第2マーカには、有色塗料が被着されており、
前記検出部は、前記有色塗料を撮像するカメラであることを特徴とする、請求項6に記載の回転工具の位置姿勢算出システム。
【請求項10】
前記第1マーカ及び前記第2マーカには、赤外線を反射する反射塗料が被着されており、
前記マーカ検出装置は、前記第1マーカ及び前記第2マーカに赤外線を照射する赤外線照射部を有し、
前記検出部は、前記第1マーカ及び前記第2マーカにより反射された赤外線を撮像するカメラであることを有することを特徴とする、請求項6に記載の回転工具の位置姿勢算出システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転工具、回転工具の位置姿勢算出方法及び回転工具の位置姿勢算出システムに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
自動車の車体等の構造体に用いる接合方法として、近年、摩擦撹拌接合(FSW;Friction Stir Welding)が採用されつつある。摩擦撹拌接合では、摩擦撹拌接合工具(ツールともいう)を被接合部材に押し付けながら回転させて線状に前進させる。これによるツールと被接合部材との摩擦、及び被接合部材の塑性流動による入熱及び撹拌によって被接合部材同士が接合される。しかし、接合中のツールには、回転による材料抵抗と前進による材料抵抗がかかり、ツールの進行方向(X方向)に直交するY方向及びZ方向に狙い位置がずれることがある。
【0003】
特に、低剛性な多関節装置を用いて摩擦撹拌接合する場合には、上記のY方向及びZ方向に加え、ツールから受ける力による装置のしなりによってX方向にもずれが生じやすい。さらに、XYZの3軸方向のずれに伴い、各軸の回転方向(Rx、Ry、Rz方向)にもずれが生じる。このようなツールの位置ずれは、被接合部材同士の接合位置となる境界面からのツール位置のずれとなり、接合不良の発生要因の一つとなることがある。ツール位置のずれが発生すると、接合の深さも変化して溶接構造物の品質に大きく影響を及ぼすため、多関節装置を用いた摩擦撹拌接合は、突合せ溶接に適用することが困難である。
【0004】
特許文献1には、接合ツールを被接合部材に挿入する前段階である接合条件設定段階において、接合ツールのZ軸方向(鉛直方向)の初期位置を精度よく設定可能な摩擦撹拌接合装置及び摩擦撹拌接合方法が提案されている。上記特許文献1に記載の摩擦撹拌接合方法は、接合前に、接合ツール部の画像を取得することにより、接合時のツール鉛直方向の位置の補正を行う方法である。
【0005】
また、非特許文献1には、移動する物体の動作を測定する方法として、モーションキャプチャを使用して物体の3次元動作を分析する方法が開示されている。上記非特許文献に開示された3次元動作分析・測定方法においては、測定対象物に複数の球体のマーカを貼付し、マーカをカメラで撮影することにより測定対象物の動作を測定する。また、必要に応じて、互いの位置関係の変わらない複数のマーカで剛体を設定することにより、マーカが貼付されていない場所についても測定することができる。
【先行技術文献】
【特許文献】
【0006】
特開2020-49533号公報
【非特許文献】
【0007】
“モーションキャプチャを使った3次元動作分析・測定、チュートリアル、4.キャプチャ”,[online],[令和5年11月8日検索],アキュイティー株式会社,インターネット<URL:https://help.acuity-inc.co.jp/hc/ja/articles/360049530191-4-%E3%82%AD%E3%83%A3%E3%83%97%E3%83%81%E3%83%A3>
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に記載の方法は、施工前に接合ツール部の位置を測定する方法であるため、施工中の正確な位置を獲得することができない。
【0009】
また、非特許文献1の技術を使用してツールの位置を測定しようとした場合に、測定したい点であるツールの先端からマーカまでの距離が大きくなるほど、ツールの先端からマーカ位置までのたわみ等が大きくなり、計測精度が低下する。また、接合ツールは回転により摩擦熱が発生し、この熱によってツール先端部の長さが変化することがあるため、ツールの先端からマーカまでの距離が大きくなるほど、実際のツール先端部の位置との誤差が生じるおそれがある。
【0010】
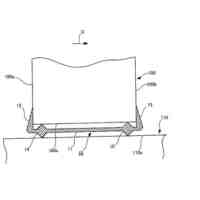
なお、回転部分の側面にマーカを貼付することも可能であるが、接合ツールの回転部分は、ツールの先端の狭い領域であるため、回転部分にカメラで認識しやすい球体のマーカを貼付すると、治具と接触しやすくなり、位置の測定又は接合を実施することが困難となる。また、回転部分におけるマーカの位置はカメラで正確に撮影することができないため、回転半径における数箇所のマーカを測定することになる。その結果、測定された数箇所のマーカ位置から、高精度に軸中心を計算することが困難となる。特に、測定点が滑らかに移動するかどうかも測定精度に影響し、シャッタースピードに対して、回転部分の回転が速いと、測定精度が低下する。さらに、回転する剛体としての認識が可能である場合であっても、回転部分が回転して、マーカがカメラで撮影できない領域に入ると、マーカが連続的に認識されないことがある。すなわち、カメラで撮影できない領域に入ったマーカと、再び撮影可能な位置に現れたマーカとが、同じマーカであるかどうかの認識が難しくなる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
12日前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
27日前
株式会社ダイヘン
溶接電源装置
1か月前
個人
切削油供給装置
9日前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
1か月前
キヤノン電子株式会社
加工システム
22日前
株式会社トヨコー
被膜除去方法
3か月前
株式会社ツガミ
工作機械
1日前
大見工業株式会社
ドリル
1か月前
村田機械株式会社
レーザ加工機
3か月前
村田機械株式会社
レーザ加工機
3か月前
株式会社不二越
ブローチ盤
16日前
有限会社 ナプラ
ソルダペースト
2か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
トヨタ自動車株式会社
溶接マスク
2か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
住友重機械工業株式会社
加工装置
2か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
津田駒工業株式会社
センタリングバイス
16日前
株式会社不二越
摩耗判定装置
2か月前
株式会社タマリ工業
レーザ加工装置
21日前
大見工業株式会社
エンドミル
8日前
日東精工株式会社
はんだこて先の製造方法
2か月前
株式会社不二越
波形抽出装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社IHI
支持機構
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
DMG森精機株式会社
工作機械
2か月前
株式会社向洋技研
プロジェクション溶接部材
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ