TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025133013
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024202978
出願日
2024-11-21
発明の名称
鋼板の画像表示方法、鋼板の圧延制御方法、鋼板の製造方法、鋼板の品質管理方法、鋼板の画像表示システム、鋼板の圧延設備および鋼板の製造設備
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B21B
37/72 20060101AFI20250903BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】適用が容易であり、かつ尾端絞りの発生を低減することができる鋼板の画像表示方法、鋼板の圧延制御方法、鋼板の製造方法、鋼板の品質管理方法、鋼板の画像表示システム、鋼板の圧延設備および鋼板の製造設備を提供すること。
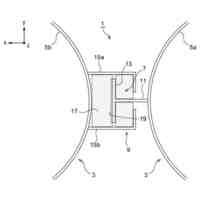
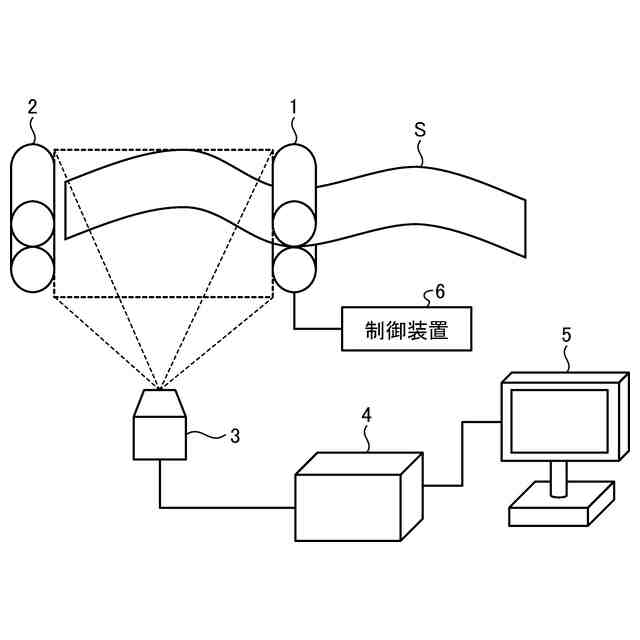
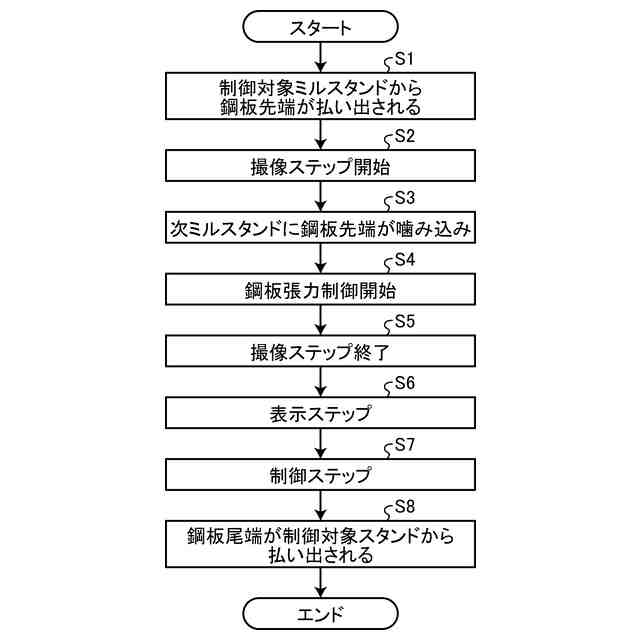
【解決手段】複数のミルスタンドを備えるタンデム圧延機で圧延される鋼板の画像を表示する画像表示方法であって、鋼板のパスラインの外側に設置された毎秒90フレーム以上の撮像フレームレートを有する撮像装置によって、鋼板から発せられる熱輻射光を受光することにより、鋼板の先端が、制御対象となるミルスタンドを抜け、次ミルスタンドに噛み込んでから張力制御が開始されるまでを撮像する撮像ステップと、表示装置によって、前記撮像ステップで得られた画像を時系列で再生する表示ステップと、を含む。
【選択図】図1
特許請求の範囲
【請求項1】
複数のミルスタンドを備えるタンデム圧延機で圧延される鋼板の画像を表示する画像表示方法であって、
前記鋼板のパスラインの外側に設置された毎秒90フレーム以上の撮像フレームレートを有する撮像装置によって、前記鋼板から発せられる熱輻射光を受光することにより、前記鋼板の先端が、制御対象となるミルスタンドを抜け、次ミルスタンドに噛み込んでから張力制御が開始されるまでを撮像する撮像ステップと、
表示装置によって、前記撮像ステップで得られた画像を時系列で再生する表示ステップと、
を含む鋼板の画像表示方法。
続きを表示(約 850 文字)
【請求項2】
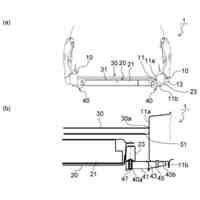
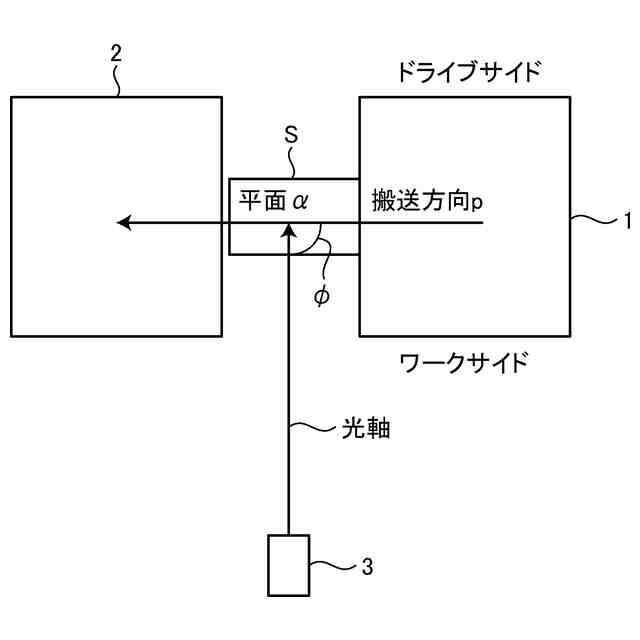
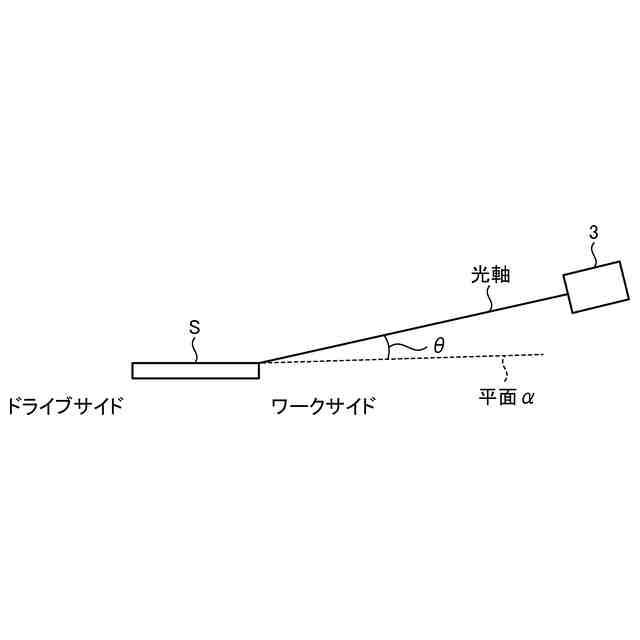
前記鋼板の表面の基準面を平面αとした場合に、前記平面αと前記撮像装置の光軸とがなす角θが、0°~45°の範囲に設定され、
前記撮像装置の光軸の前記平面αへの正射影と前記鋼板の搬送方向pとがなす角φが、70°~110°の範囲に設定されている請求項1に記載の鋼板の画像表示方法。
【請求項3】
前記撮像装置は、連続した複数のミルスタンド間の前記鋼板を撮像するように、複数設置されている請求項1に記載の鋼板の画像表示方法。
【請求項4】
請求項1から請求項3のいずれか一項に記載の鋼板の画像表示方法で得られた画像を用いて、制御装置によって、鋼板が制御対象のミルスタンドで圧延されている間に、前記制御対象のミルスタンドを制御する制御ステップを含む鋼板の圧延制御方法。
【請求項5】
請求項4に記載の鋼板の圧延制御方法によって前記鋼板の通板を制御しながら、前記鋼板を製造する鋼板の製造方法。
【請求項6】
請求項4に記載の鋼板の圧延制御方法によって前記鋼板の通板を制御しながら、前記鋼板の品質を管理する鋼板の品質管理方法。
【請求項7】
複数のミルスタンドを備えるタンデム圧延機で圧延される鋼板の画像を表示する画像表示システムであって、
前記鋼板のパスラインの外側に設置され、毎秒90フレーム以上の撮像フレームレートを有し、前記鋼板から発せられる熱輻射光を受光することにより、前記鋼板の先端が、制御対象となるミルスタンドを抜け、次ミルスタンドに噛み込んでから張力制御が開始されるまでを撮像する撮像装置と、
前記撮像装置で得られた画像を時系列で再生する表示装置と、
を備える鋼板の画像表示システム。
【請求項8】
請求項7に記載の鋼板の画像表示システムを備える鋼板の圧延設備。
【請求項9】
請求項7に記載の鋼板の画像表示システムを備える鋼板の製造設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼板の画像表示方法、鋼板の圧延制御方法、鋼板の製造方法、鋼板の品質管理方法、鋼板の画像表示システム、鋼板の圧延設備および鋼板の製造設備に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
鉄鋼プロセスにおける鋼材の形状制御は、操業安定、製品品質保証等の観点から高いニーズが存在する。特に、製品を目的の形状に作り込むための熱間圧延中の形状測定は、圧延条件の初期設定や、圧延中に圧延制御のためのフィードバックを行うことで、製品品質向上や操業安定化に繋がるため重要である。
【0003】
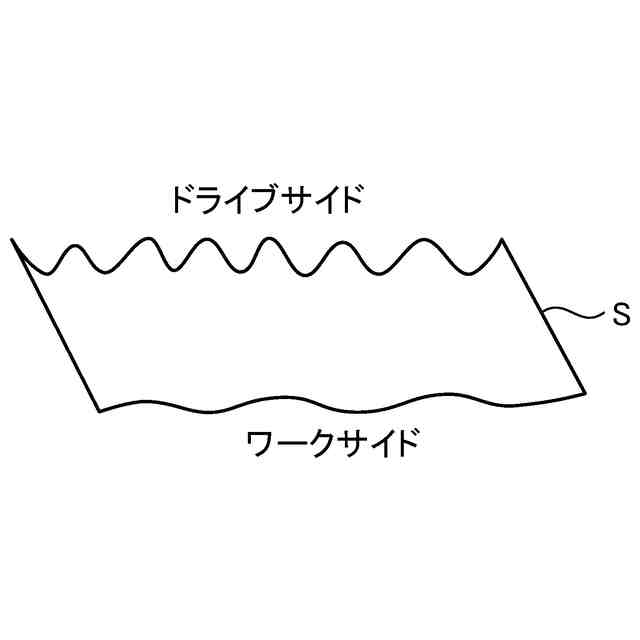
熱延鋼板の製造ラインの仕上げ圧延工程において、尾端絞りと呼ばれるトラブルが発生することがある。尾端絞りとは、具体的には、熱延鋼板の尾端が圧延機を抜ける際に、圧延機入側の鋼板ガイドと接触し、座屈して折れ込んだ状態で圧延されるものである。このトラブルが起こると、尾端の形状が非定常となる上に、圧延ロールに傷を与える可能性がある。これらのことから、尾端絞りの発生は、歩留まりおよび圧延ロールの点検実施による生産性の低下に繋がる。
【0004】
そこで、上記のような尾端絞りを低減するために、例えば特許文献1には、二次元カメラをミルスタンド(圧延スタンド)間の上部に設置し、鋼板の尾端の蛇行量を直接測定することでレベリングフィードバック制御を行い、蛇行を低減する手法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2004-141956号公報
【非特許文献】
【0006】
金重,“放射温度計による熱測定”,成形加工,一般社団法人プラスチック成形加工学会,2020年,32巻4号,p.121-124
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、特許文献1で開示された技術では、鋼板の尾端が前スタンドを抜けて次スタンドを抜けるまでの1秒未満の間に、尾端の検出と制御アクションとを実施するため、非常に高い応答性が求められる。そのため、特許文献1で開示された技術は、実機での適用が非常に困難であった。
【0008】
本発明は、上記に鑑みてなされたものであって、適用が容易であり、かつ尾端絞りの発生を低減することができる鋼板の画像表示方法、鋼板の圧延制御方法、鋼板の製造方法、鋼板の品質管理方法、鋼板の画像表示システム、鋼板の圧延設備および鋼板の製造設備を提供することを目的とする。
【課題を解決するための手段】
【0009】
(1)本発明に係る鋼板の画像表示方法は、複数のミルスタンドを備えるタンデム圧延機で圧延される鋼板の画像を表示する画像表示方法であって、
前記鋼板のパスラインの外側に設置された毎秒90フレーム以上の撮像フレームレートを有する撮像装置によって、前記鋼板から発せられる熱輻射光を受光することにより、前記鋼板の先端が、制御対象となるミルスタンドを抜け、次ミルスタンドに噛み込んでから張力制御が開始されるまでを撮像する撮像ステップと、
表示装置によって、前記撮像ステップで得られた画像を時系列で再生する表示ステップと、
を含む。
【0010】
(2)また、本発明に係る鋼板の画像表示方法は、上記(1)に記載の鋼板の画像表示方法において、
前記鋼板の表面の基準面を平面αとした場合に、前記平面αと前記撮像装置の光軸とがなす角θが、0°~45°の範囲に設定され、
前記撮像装置の光軸の前記平面αへの正射影と前記鋼板の搬送方向pとがなす角φが、70°~110°の範囲に設定されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
鋼管矢板の継手構造
2日前
JFEスチール株式会社
電気自動車の車体下部構造
今日
JFEスチール株式会社
表面検査装置及び表面検査方法
今日
JFEスチール株式会社
高圧ケーブルの劣化判定方法およびガイダンス装置
今日
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
株式会社不二越
NC転造盤
6か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
2か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス装置
4か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
12日前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
3か月前
工機ホールディングス株式会社
ニブラ
4か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社TMEIC
監視装置
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社アマダ
曲げ加工機
6か月前
ユニプレス株式会社
プレス加工装置
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
株式会社三明製作所
転造装置
1か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社不二越
転造加工用平ダイス
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
株式会社TMEIC
制御システム
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ