TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025133931
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2025117023
出願日
2025-07-11
発明の名称
ボールねじ部品の製造方法
出願人
日本精工株式会社
代理人
弁理士法人貴和特許事務所
主分類
B23H
9/00 20060101AFI20250904BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工コストの低減を図れる、ボールねじ部品の製造方法を提供する。
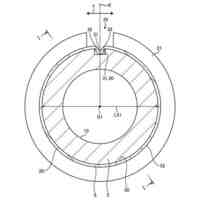
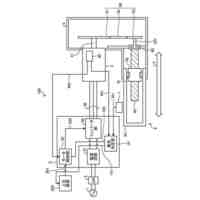
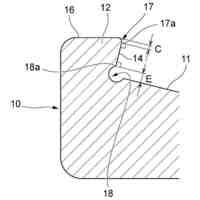
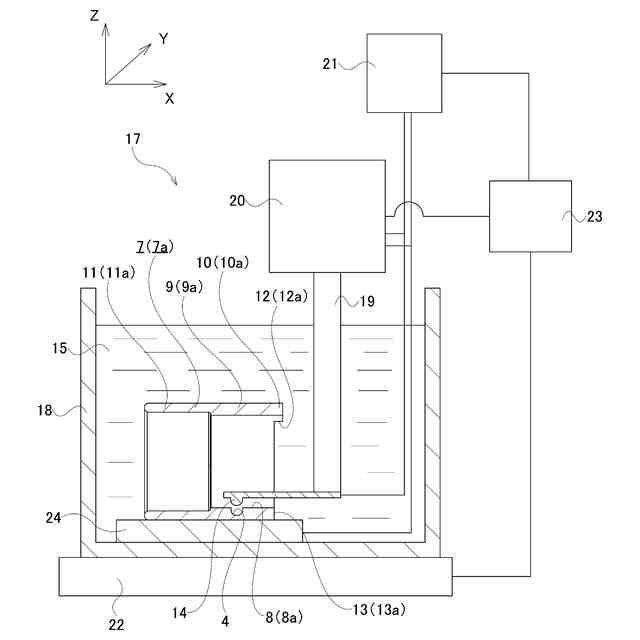
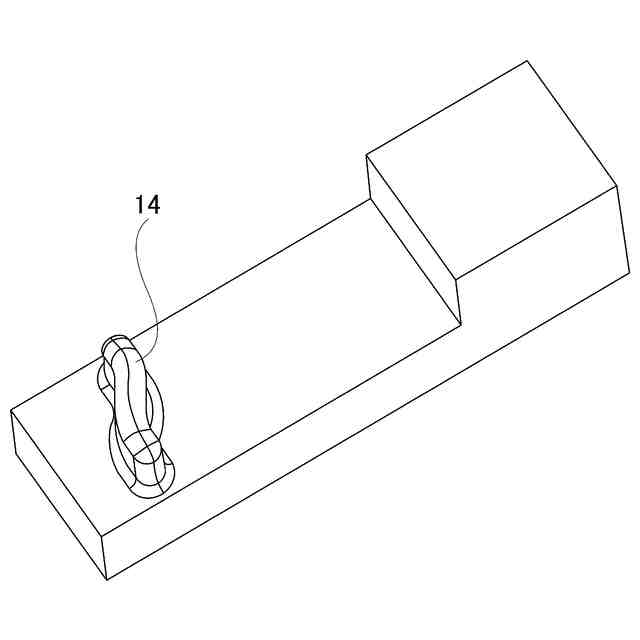
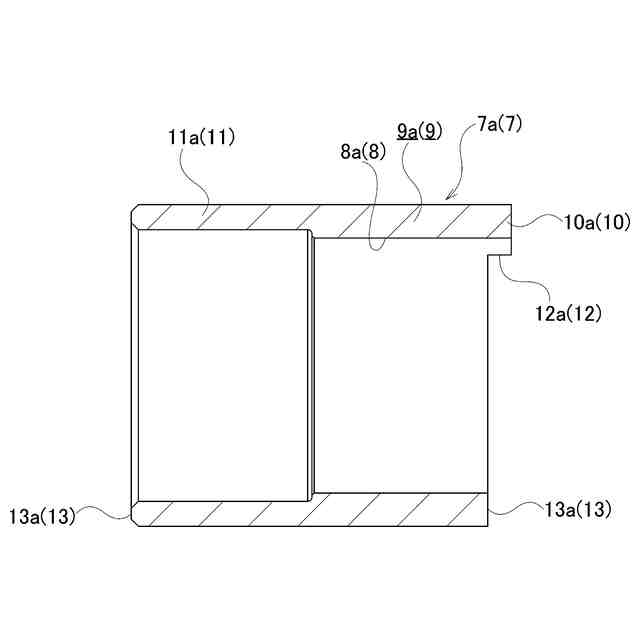
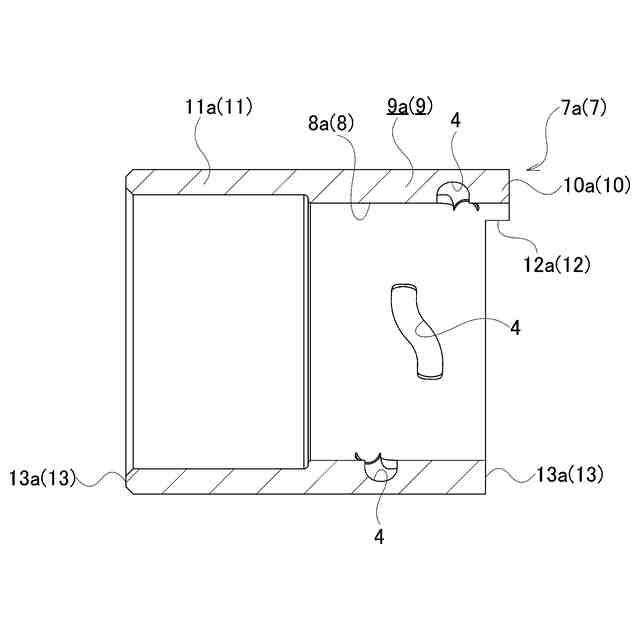
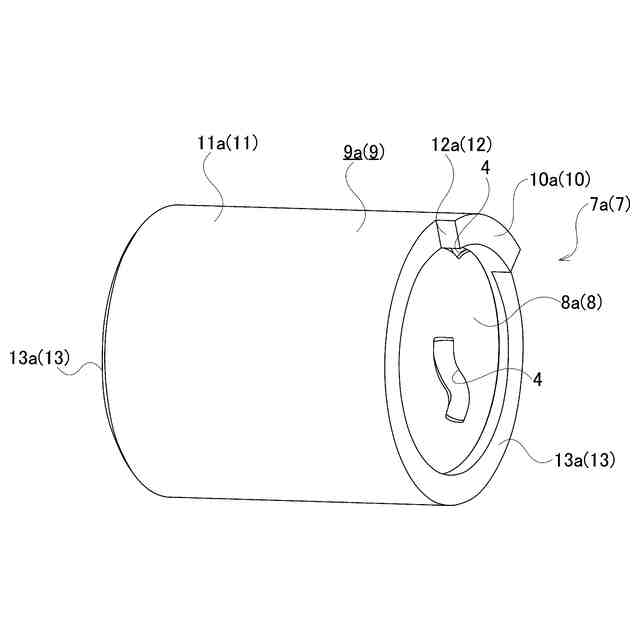
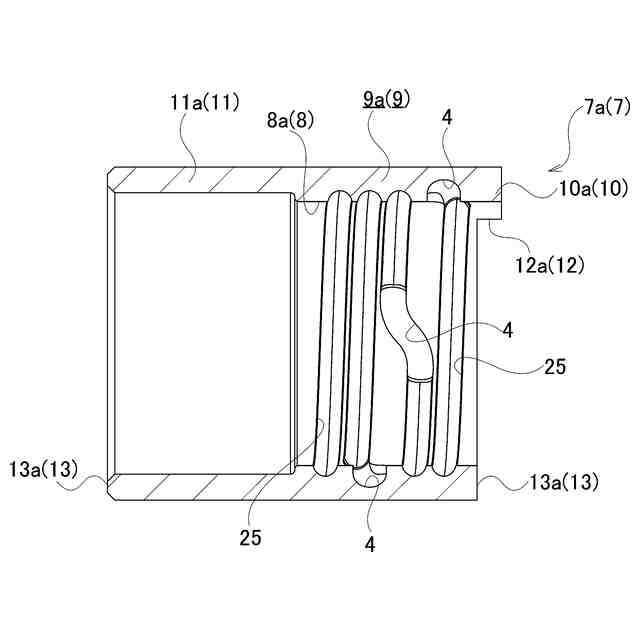
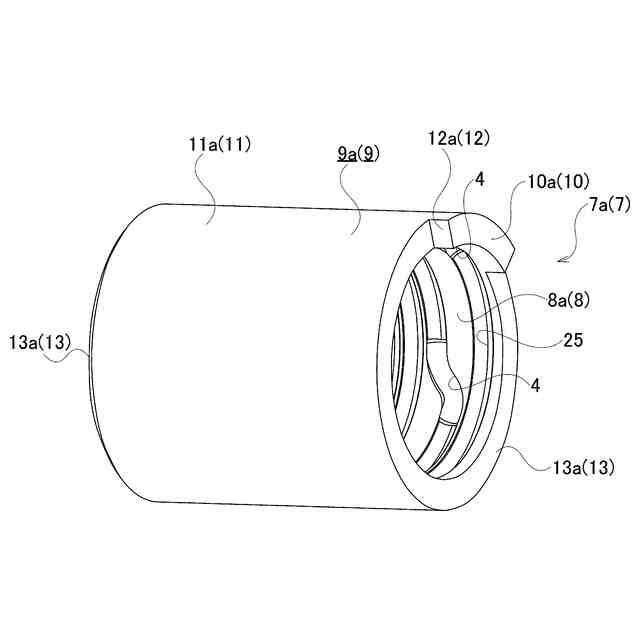
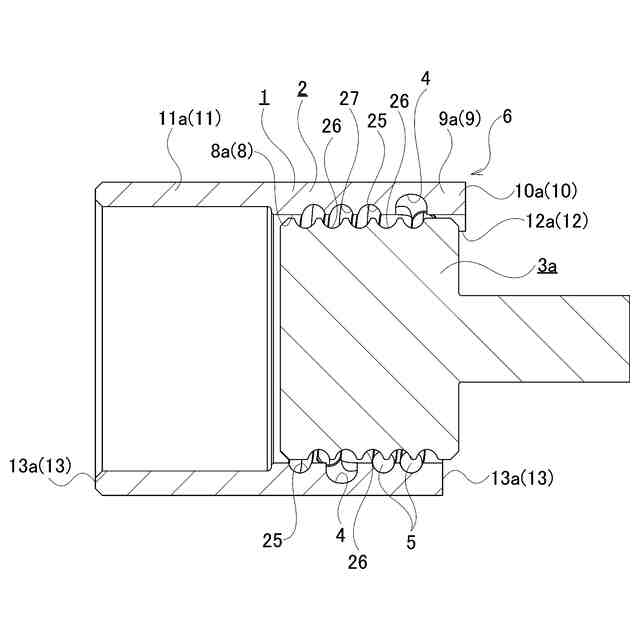
【解決手段】循環溝加工工程において、導電性を有する金属製で、かつ、径方向を向いた環状の被加工面8を有する中間素材7に、型彫放電加工を行い、被加工面8に略S字形状の循環溝4を形成する。
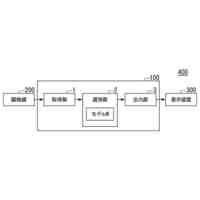
【選択図】図1
特許請求の範囲
【請求項1】
導電性を有する金属製で、かつ、径方向を向いた環状の被加工面を有する中間素材に、型彫放電加工を行い、前記被加工面に略S字形状の循環溝を形成する、循環溝加工工程を備える、ボールねじ部品の製造方法。
続きを表示(約 770 文字)
【請求項2】
前記中間素材は、円周方向を向いた平坦面状の位相基準面を有し、
前記循環溝加工工程では、前記位相基準面を利用して、前記中間素材の円周方向に関する位置決めを行う、
請求項1に記載のボールねじ部品の製造方法。
【請求項3】
前記中間素材は、前記被加工面を有する円筒形状または円柱形状の本体部と、前記本体部の円周方向一部分から軸方向または径方向に突出した突起部とを有し、
前記位相基準面は、前記突起部の円周方向側面により構成される、
請求項2に記載のボールねじ部品の製造方法。
【請求項4】
前記中間素材は、軸方向を向いた平坦面状の軸方向位置基準面を有し、
前記循環溝加工工程では、前記軸方向位置基準面を利用して、前記中間素材の軸方向に関する位置決めを行う、
請求項1に記載のボールねじ部品の製造方法。
【請求項5】
前記被加工面に螺旋溝を形成する螺旋溝加工工程を有する、請求項1に記載のボールねじ部品の製造方法。
【請求項6】
前記循環溝加工工程の後、前記螺旋溝加工工程を行う、請求項5に記載のボールねじ部品の製造方法。
【請求項7】
前記螺旋溝加工工程の後、前記循環溝加工工程を行う、請求項5に記載のボールねじ部品の製造方法。
【請求項8】
前記循環溝加工工程および前記螺旋溝加工工程をそれぞれ行った後、熱処理工程を行う、請求項5に記載のボールねじ部品の製造方法。
【請求項9】
前記ボールねじ部品が、ナットである、請求項1に記載のボールねじ部品の製造方法。
【請求項10】
前記ボールねじ部品が、ねじ軸である、請求項1に記載のボールねじ部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、直線運動を回転運動または回転運動を直線運動に変換するための機械要素であるボールねじ装置を構成する、ボールねじ部品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
ボールねじ装置は、ねじ軸とナットとの間でボールを転がり運動させるため、ねじ軸とナットとを直接接触させる滑りねじ装置に比べて、高い効率が得られる。このため、ボールねじ装置は、たとえば電動モータなどの駆動源の回転運動を直線運動に変換するために、自動車の電動ブレーキ装置やオートマチックマニュアルトランスミッション(AMT)、工作機械の位置決め装置などの各種機械装置に組み込まれている。
【0003】
ボールねじ装置は、軸側螺旋溝を外周面に有するねじ軸と、ナット側螺旋溝を内周面に有するナットと、軸側螺旋溝とナット側螺旋溝との間に転動自在に配置された複数のボールとを備える。
【0004】
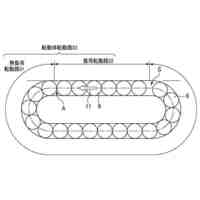
軸側螺旋溝とナット側螺旋溝とは、径方向に互いに対向するように配置され、螺旋状の負荷路を構成する。負荷路の始点と終点とは、循環手段により接続されている。循環手段は、負荷路の終点にまで達したボールを負荷路の始点にまで戻し、ボールを無限循環させる。負荷路の始点と終点とは、ねじ軸とナットとの軸方向に関する相対変位の方向(相対回転方向)に応じて入れ替わる。
【0005】
ボールねじ装置は、用途に応じて、ねじ軸とナットとのうちの一方を回転運動要素とし、ねじ軸とナットとのうちの他方を直線運動要素として用いられる。
【0006】
ボールねじ装置においては、コマ、チューブ、エンドデフレクタなどの循環部品を、循環手段として用いることが従来から行われているが、近年、ボールねじ装置の小型化およびコスト低減を図るために、循環部品を省略し、循環手段として、略S字形状の循環溝を、ナットの内周面またはねじ軸の外周面に直接形成することが行われている。
【0007】
特開2008-281063号公報には、略S字形状の循環溝をナットの内周面に鍛造加工により直接形成した、ボールねじ装置の構造が開示されている。
【0008】
特開2005-282855号公報には、略S字形状の循環溝をねじ軸の外周面に鍛造加工により直接形成した、ボールねじ装置の構造が開示されている。
【先行技術文献】
【特許文献】
【0009】
特開2008-281063号公報
特開2005-282855号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ナットまたはねじ軸に、略S字形状の循環溝を形成する方法としては、たとえば、鍛造加工を採用することができる。鍛造加工に使用する金型は、超硬合金鋼などの高硬度材料から製作されるため、高価である。さらに、鍛造加工により循環溝を形成する場合には、循環溝を加工するための金型の他に、ボールねじ部品を抑えるための治具など、複数の部品が必要になる。このため、鍛造加工により製造する、ボールねじ部品であるナットまたはねじ軸の数量が少ない場合には、ボールねじ部品の製造原価が高くなり、製造コストが上昇するといった問題を生じる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本精工株式会社
温度検出装置
8日前
日本精工株式会社
転がり案内装置
27日前
日本精工株式会社
ボールねじ装置
20日前
日本精工株式会社
アクチュエータ
14日前
日本精工株式会社
円すいころ軸受
19日前
日本精工株式会社
密封型転がり軸受
7日前
日本精工株式会社
密封型転がり軸受
20日前
日本精工株式会社
密封型転がり軸受
20日前
日本精工株式会社
密封型転がり軸受
20日前
日本精工株式会社
密封型転がり軸受
20日前
日本精工株式会社
密封型転がり軸受
20日前
日本精工株式会社
密封型転がり軸受
20日前
日本精工株式会社
密封型転がり軸受
20日前
日本精工株式会社
逆入力遮断クラッチ
13日前
日本精工株式会社
磁歪式トルクセンサ
29日前
日本精工株式会社
モータ制御システム
28日前
日本精工株式会社
アクチュエータシステム
1か月前
日本精工株式会社
直動案内装置の組立方法
1か月前
日本精工株式会社
ラジアルころ軸受用保持器
19日前
日本精工株式会社
ハブユニット軸受の製造方法
8日前
日本精工株式会社
直動案内装置及びその製造方法
1か月前
日本精工株式会社
片持ち回転ローラ配置型円形車輪
19日前
日本精工株式会社
ころ軸受及びころ軸受の設計方法
1か月前
日本精工株式会社
ハブユニット軸受及びその製造方法
19日前
協同油脂株式会社
グリース組成物
1か月前
日本精工株式会社
含油部材付歯車、直動アクチュエータ
1か月前
日本精工株式会社
潤滑剤供給体及び潤滑剤供給体を配設した転動装置
27日前
日本精工株式会社
データ読み取りシステムおよび設備保全管理システム
8日前
日本精工株式会社
圧電アクチュエータおよびマニピュレーションシステム
26日前
日本精工株式会社
磁歪式トルクセンサの組立方法および磁歪式トルクセンサ
19日前
日本精工株式会社
トルクセンサの補正値取得方法および回転軸のトルク測定方法
19日前
日本精工株式会社
ボールねじの偏荷重検出装置、偏荷重検出方法、およびプログラム
19日前
日本精工株式会社
モデル生成プログラム、モデル生成方法、細胞選別装置および学習済みモデル
1か月前
個人
フライス盤
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ