TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025134063
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2025120698,2021171876
出願日
2025-07-17,2021-10-20
発明の名称
ワークキャリアの設計方法
出願人
スピードファム株式会社
代理人
弁護士法人クレオ国際法律特許事務所
主分類
B24B
37/28 20120101AFI20250904BHJP(研削;研磨)
要約
【課題】研磨剤の流れ方を考慮した第2開口部がデザインされたワークキャリアを形成するためのワークキャリアの設計方法を提供すること。
【解決手段】第1開口部が形成される保持孔領域を設定し、保持孔領域の内側に研磨剤の供給を必要とする研磨剤供給領域を設定し、キャリア基板の周方向に沿った研磨剤供給領域の面積割合を、キャリア基板の径方向位置ごとに算出し、キャリア基板の全域から保持孔領域を差し引いた領域を、第2開口部を形成可能な可能領域として設定し、キャリア基板の周方向に沿った可能領域の面積割合を、キャリア基板の径方向位置ごとに算出し、研磨剤供給領域の面積割合と可能領域の面積割合を比較して、少ない方を設計割合として設定し、設計割合に基づいて、キャリア基板の周方向に沿った第2開口部の面積の割合を、キャリア基板の径方向位置ごとに設定し、設定した面積の割合を満足する第2開口部を可能領域の内側に設計する。
【選択図】図2
特許請求の範囲
【請求項1】
キャリア基板に、ワークを保持する第1開口部と、前記ワークを保持しない第2開口部と、を形成するためのワークキャリアの設計方法であって、
前記キャリア基板に、前記第1開口部が形成される保持孔領域を設定する第1工程と、
前記保持孔領域の内側に、研磨剤の供給を必要とする研磨剤供給領域を設定する第2工程と、
前記キャリア基板の周方向に沿った前記研磨剤供給領域の面積の割合を、前記キャリア基板の径方向位置ごとに算出する第3工程と、
前記キャリア基板の全域から少なくとも前記保持孔領域を差し引いた領域を、前記第2開口部を形成可能な可能領域として設定する第4工程と、
前記キャリア基板の周方向に沿った前記可能領域の面積の割合を、前記キャリア基板の径方向位置ごとに算出する第5工程と、
前記研磨剤供給領域の面積割合と前記可能領域の面積割合とを、前記キャリア基板の径方向位置ごとに比較して、少ない方を設計割合として設定する第6工程と、
前記設計割合に基づいて、前記キャリア基板の周方向に沿った前記第2開口部の面積の割合を、前記キャリア基板の径方向位置ごとに設定する第7工程と、
前記第7工程で設定した面積の割合を満足する前記第2開口部を、前記可能領域の内側に設計する第8工程と、
を備えることを特徴とするワークキャリアの設計方法。
続きを表示(約 680 文字)
【請求項2】
請求項1に記載されたワークキャリアの設計方法において、
前記第7工程では、前記設計割合とほぼ同じ値を、前記キャリア基板の周方向に沿った前記第2開口部の面積の割合として設定する
ことを特徴するワークキャリアの設計方法。
【請求項3】
請求項1又は請求項2に記載されたワークキャリアの設計方法において、
前記第2工程では、前記保持孔領域の内側に前記研磨剤の供給を抑制する研磨剤抑制領域の設定の要否を判断し、
前記研磨剤抑制領域の設定が必要と判断した場合は、前記保持孔領域の内側に前記研磨剤抑制領域を設定し、前記保持孔領域から前記研磨剤抑制領域を差し引いた領域を前記研磨剤供給領域として設定し、
前記研磨剤抑制領域の設定が不要と判断した場合は、前記保持孔領域の全域を前記研磨剤供給領域として設定する
ことを特徴とするワークキャリアの設計方法。
【請求項4】
請求項1又は請求項2に記載されたワークキャリアの設計方法において、
前記第4工程では、前記キャリア基板に前記第2開口部の形成を制限する制限領域の設定の要否を判断し、
前記制限領域の設定が必要と判断した場合は、前記キャリア基板の全域から前記保持孔領域及び前記制限領域を差し引いた領域を前記可能領域とし、
前記制限領域の設定が不要と判断した場合は、前記キャリア基板の全域から前記保持孔領域を差し引いた領域を前記可能領域とする
ことを特徴とするワークキャリアの設計方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークキャリアの設計方法に関する発明である。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来から、研磨装置でワークを研磨加工する際にワークの保持に使用されるワークキャリアとして、ワークを保持する第1開口部と、ワークを保持せずに研磨剤を通過させる(研磨剤を保持する)第2開口部と、がキャリア基板に形成されたワークキャリアが知られている(例えば、特許文献1及び特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
特開2016-22542号公報
特開2018-47552号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
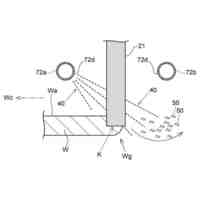
ところで、ワークキャリアにおいて、第2開口部の大きさや配置等のデザインが異なると、ワークの加工精度が異なる傾向が確認されている。すなわち、キャリア基板に形成された第2開口部の大きさや配置等によって、研磨装置の研磨面とワークキャリア及びワークの間に供給された研磨剤の流れ方が異なると考えられる。しかしながら、従来のワークキャリアでは、キャリア基板の変形を抑えつつ、研磨剤を十分に供給することを目標として第2開口部の大きさや配置等が設定されており、研磨剤の流れ方がワークの加工精度に及ぼす影響については考慮されていなかった。
【0005】
本発明は、上記問題に着目してなされたもので、研磨剤の流れ方を考慮した第2開口部がデザインされたワークキャリアを形成するためのワークキャリアの設計方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明は、キャリア基板に、ワークを保持する第1開口部と、前記ワークを保持しない第2開口部と、を形成するためのワークキャリアの設計方法であって、前記キャリア基板に、前記第1開口部が形成される保持孔領域を設定する第1工程と、前記保持孔領域の内側に、研磨剤の供給を必要とする研磨剤供給領域を設定する第2工程と、前記キャリア基板の周方向に沿った前記研磨剤供給領域の面積の割合を、前記キャリア基板の径方向位置ごとに算出する第3工程と、前記キャリア基板の全域から少なくとも前記保持孔領域を差し引いた領域を、前記第2開口部を形成可能な可能領域として設定する第4工程と、前記キャリア基板の周方向に沿った前記可能領域の面積の割合を、前記キャリア基板の径方向位置ごとに算出する第5工程と、前記研磨剤供給領域の面積割合と前記可能領域の面積割合とを、前記キャリア基板の径方向位置ごとに比較して、少ない方を設計割合として設定する第6工程と、前記設計割合に基づいて、前記キャリア基板の周方向に沿った前記第2開口部の面積の割合を、前記キャリア基板の径方向位置ごとに設定する第7工程と、前記第7工程で設定した面積の割合を満足する前記第2開口部を、前記可能領域の内側に設計する第8工程と、を備えることを特徴とする。
【発明の効果】
【0007】
これにより、研磨剤の流れ方を考慮した第2開口部がデザインされたワークキャリアを形成するためのワークキャリアの設計方法を提供することができる。
【図面の簡単な説明】
【0008】
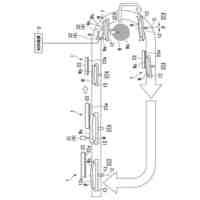
実施例1のワークキャリアを示す平面図である。
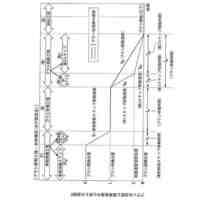
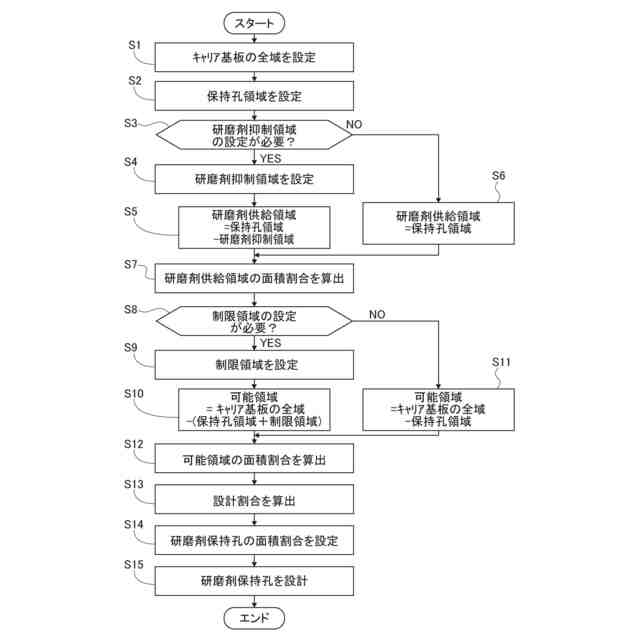
実施例1の研磨剤保持孔の設計手順の流れを示すフローチャートである。
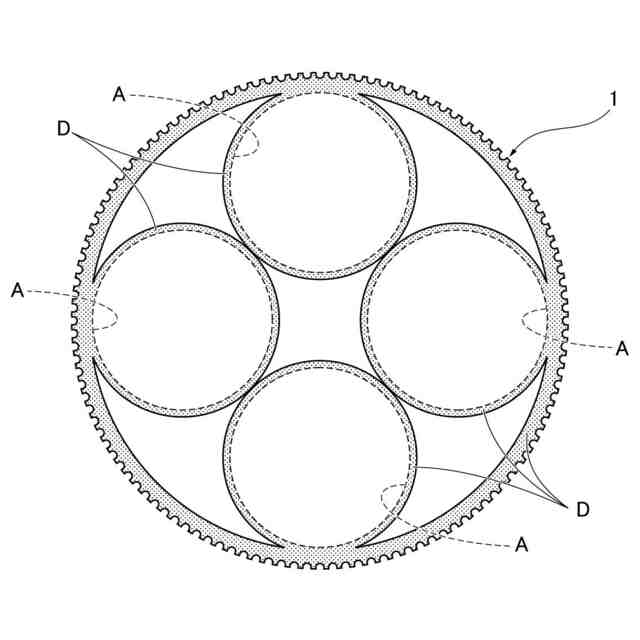
実施例1のワークキャリアに設定される保持孔領域を示す説明図である。
実施例1のワークキャリアに設定される研磨剤抑制領域及び研磨剤供給領域を示す説明図である。
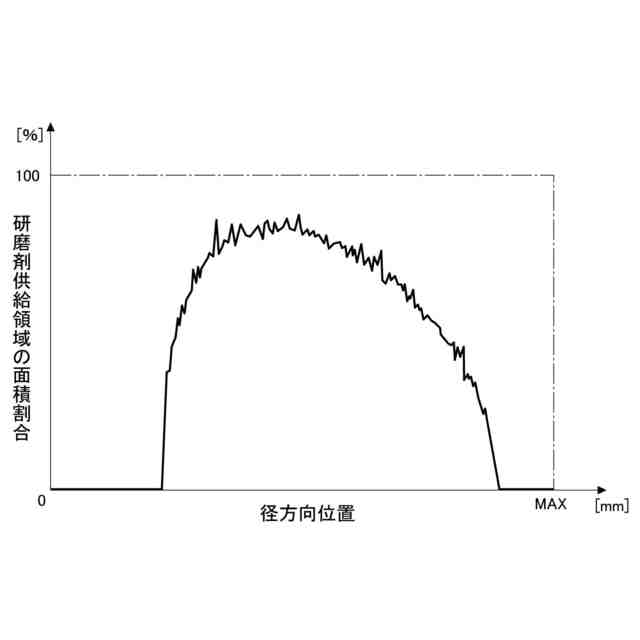
実施例1の研磨剤供給領域の面積割合を示すマップである。
実施例1のワークキャリアに設定される制限領域を示す説明図である。
実施例1のワークキャリアに設定される可能領域を示す説明図である。
実施例1の可能領域の面積割合を示すマップである。
実施例1の設計割合を示すマップである。
実施例1の研磨剤保持孔の面積割合を示すマップである。
実施例1の研磨剤保持孔の設計例を示す説明図である。
(a)は第1変形例のワークキャリアを示す平面図であり、(b)は第1変形例のワークキャリアに設定される保持孔領域、研磨剤供給領域、制限領域、可能領域を示す説明図である。
(a)は第1変形例の研磨剤供給領域の面積割合と、可能領域の面積割合と、設計割合を示すマップであり、(b)は第1変形例の研磨剤保持孔の面積割合を示すマップである。
(a)は第2変形例のワークキャリアを示す平面図であり、(b)は第2変形例のワークキャリアに設定される保持孔領域、研磨剤抑制領域、研磨剤供給領域、制限領域、可能領域を示す説明図である。
(a)は第3変形例のワークキャリアを示す平面図であり、(b)は第3変形例のワークキャリアに設定される保持孔領域、研磨剤抑制領域、研磨剤供給領域、制限領域、可能領域を示す説明図である。
(a)は第3変形例の研磨剤供給領域の面積割合と、可能領域の面積割合と、設計割合を示すマップであり、(b)は第3変形例の研磨剤保持孔の面積割合を示すマップである。
(a)は第4変形例のワークキャリアを示す平面図であり、(b)は第4変形例の研磨剤保持孔の面積割合を示すマップである。
(a)は第5変形例のワークキャリアを示す平面図であり、(b)は第5変形例の研磨剤保持孔の面積割合を示すマップである。
(a)~(e)は、研磨剤保持孔の変形例を示すワークキャリアの平面図である。
(a)は第6変形例のワークキャリアの研磨剤供給領域の面積割合を示すマップであり、(b)は第6変形例の研磨剤供給領域の面積割合と、可能領域の面積割合と、設計割合を示すマップである。
第6変形例のワークキャリアを示す平面図である。
【発明を実施するための形態】
【0009】
以下、本発明のワークキャリアの設計方法を実施するための形態を、図面に示す実施例1に基づいて説明する。
【0010】
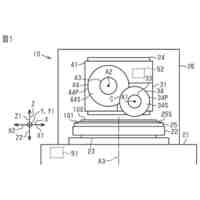
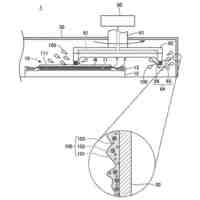
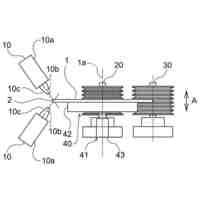
実施例1のワークキャリア10は、薄板状のワークの両面又は片面を研磨加工する平面研磨装置に装着して使用される。例えばワークの両面を研磨加工する平面研磨装置は、定盤である上定盤及び下定盤と、上定盤及び下定盤の中心部に配置されたサンギアと、上定盤及び下定盤の外周側に配置されたインターナルギアとを備えている。上定盤、下定盤、サンギア及びインターナルギアは、それぞれ回転自在となっている。また、ワークの研磨中には、上定盤を貫通する孔を通じて上下定盤間に研磨剤が供給される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
1か月前
個人
研磨体
3か月前
個人
バレル研磨用メディア材
5か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
3か月前
シンクス株式会社
ボード切断装置
3か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
株式会社リブラ
ブラスト加工装置
5か月前
株式会社ニッチュー
ブラスト装置
2か月前
不二空機株式会社
可搬型動力工具
3か月前
オークマ株式会社
円筒研削盤
2か月前
トヨタ自動車株式会社
バリ取り装置
5か月前
株式会社ディスコ
砥石
2か月前
株式会社IHI
ブラストガン
6か月前
トヨタ自動車株式会社
回転砥石の製造方法
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
5か月前
株式会社精工技研
研磨装置および研磨方法
5か月前
株式会社ディスコ
加工方法、及び、切削装置
5か月前
株式会社東京精密
研削装置
12日前
株式会社アイドゥス企画
受動変形内面研磨ホイール
1か月前
旭化成株式会社
研磨パッド
18日前
Mipox株式会社
研磨部材の製造方法
17日前
Mipox株式会社
研磨部材の製造方法
17日前
信越半導体株式会社
洗浄処理装置
7か月前
Mipox株式会社
研磨部材の製造方法
17日前
株式会社ディスコ
加工装置
6か月前
嘉澤端子工業股分有限公司
グラインダー
3か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工方法
3か月前
中村留精密工業株式会社
レンズ保持装置
3か月前
日本特殊研砥株式会社
超弾性砥石
5か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
4か月前
リックス株式会社
ドライアイス噴射装置
7か月前
NTN株式会社
加工装置
6か月前
株式会社東京精密
ワーク加工装置
4か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ