TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025134123
公報種別
公開特許公報(A)
公開日
2025-09-17
出願番号
2024031818
出願日
2024-03-04
発明の名称
射出成形機
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
B29C
45/48 20060101AFI20250909BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】生産性を低下させることなく樹脂材料のベントアップを防ぐことができ、且つ、樹脂材料の加熱効率に優れた射出成形機を提供する。
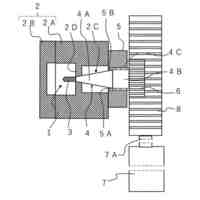
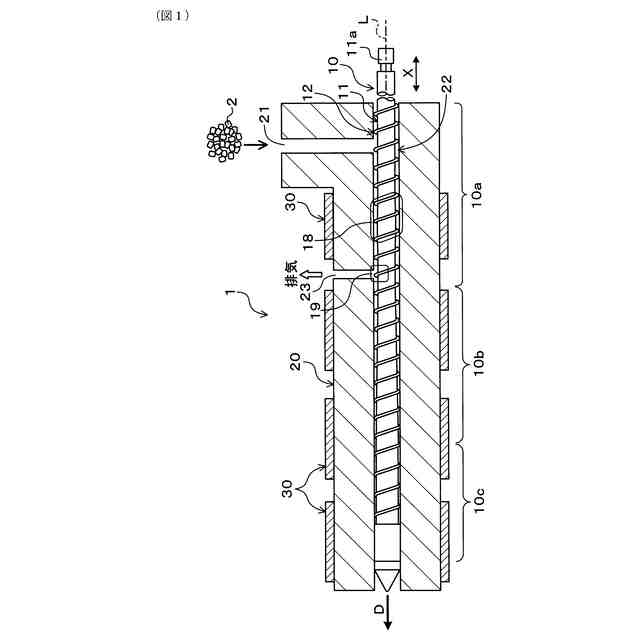
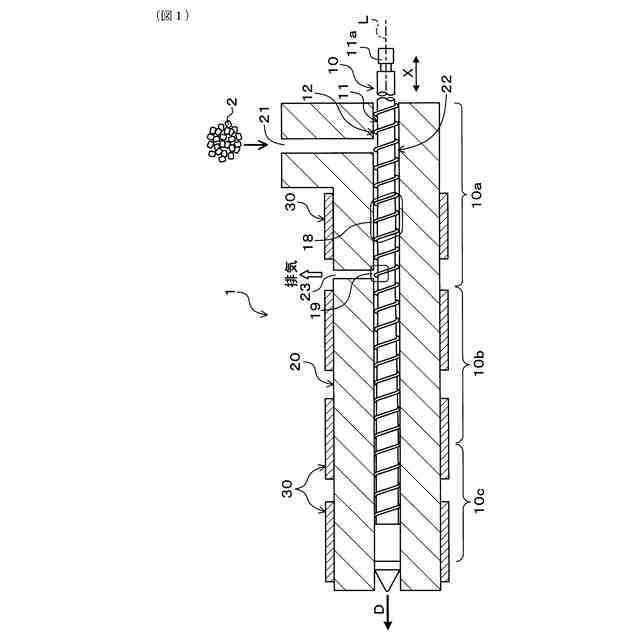
【解決手段】射出成形機1は、軸部11の外周に螺旋状のフライト12を有し回転軸線Lまわりに回転するスクリュ10と、投入口21と、投入口21に連通しておりスクリュ10を収容するシリンダ22と、ベント口23と、を有するバレル20と、を備え、スクリュ10は、樹脂材料2を圧縮溶融させる圧縮溶融部10bと、バレル20の投入口21からシリンダ22に投入された未溶融の樹脂材料2を圧縮溶融部10bに供給する供給部10aと、を有し、バレル20のベント口23は、スクリュ10の供給部10aにおいて開口しており、スクリュ10の供給部10aには、樹脂材料2を未溶融のままで圧縮変形させる圧縮変形部18が設けられている。
【選択図】図1
特許請求の範囲
【請求項1】
軸部の外周に螺旋状のフライトを有し回転軸線まわりに回転するスクリュと、
投入口と、前記投入口に連通しており前記スクリュを収容するシリンダと、ベント口と、を有するバレルと、
を備え、
前記スクリュは、樹脂材料を圧縮溶融させる圧縮溶融部と、前記バレルの前記投入口から前記シリンダに投入された未溶融の前記樹脂材料を前記圧縮溶融部に供給する供給部と、を有し、
前記バレルの前記ベント口は、前記スクリュの前記供給部において開口しており、
前記スクリュの前記供給部には、前記樹脂材料を未溶融のままで圧縮変形させる圧縮変形部が設けられている、
射出成形機。
続きを表示(約 380 文字)
【請求項2】
前記圧縮変形部は、前記スクリュの前記供給部における前記軸部の外径を部分的に拡径することによって構成されている、請求項1に記載の射出成形機。
【請求項3】
前記圧縮変形部は、前記スクリュの前記供給部における前記軸部の外径を前記軸部の軸方向と前記フライトの螺旋方向の少なくとも一方の方向に徐々に拡径することによって構成されている、請求項2に記載の射出成形機。
【請求項4】
前記バレルの前記ベント口は、前記スクリュの前記供給部のうち前記圧縮変形部から前記軸部の軸方向に外れた排気部において開口している、請求項1~3のいずれか一項に記載の射出成形機。
【請求項5】
前記スクリュの前記排気部は、前記圧縮変形部よりも前記樹脂材料の材料送り方向の下流側に位置する部位である、請求項4に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
下記特許文献1には、ベント式射出成型機が開示されている。このベント式射出成型機は、シリンダ部に設けられたスクリュと、ベント部と、を備えている。ベント部には、スクリュの第2ステージである圧縮溶融部において溶融樹脂中の揮発成分を揮散させるためのベント口が上向きに開口形成されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-100875号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記射出成型機は、シリンダ部への樹脂材料の供給量が多くなり過ぎると、スクリュの圧縮溶融部に開口しているベント口から溶融樹脂が溢れる現象、所謂「ベントアップ」が発生するという問題を抱えている。そこで、このような問題に対処するべく、シリンダ部への樹脂材料の供給量を減らすと、今度は成形サイクルが延びることに伴って生産性が低下するという問題が生じ得る。また、この種の射出成型機の設計においては、樹脂材料を射出するまでの加熱にかかる加熱効率を向上させる技術が求められている。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、生産性を低下させることなく樹脂材料のベントアップを防ぐことができ、且つ、樹脂材料の加熱効率に優れた射出成形機を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、
軸部の外周に螺旋状のフライトを有し回転軸線まわりに回転するスクリュと、
投入口と、前記投入口に連通しており前記スクリュを収容するシリンダと、ベント口と、を有するバレルと、
を備え、
前記スクリュは、樹脂材料を圧縮溶融させる圧縮溶融部と、前記バレルの前記投入口から前記シリンダに投入された未溶融の前記樹脂材料を前記圧縮溶融部に供給する供給部と、を有し、
前記バレルの前記ベント口は、前記スクリュの前記供給部において開口しており、
前記スクリュの前記供給部には、前記樹脂材料を未溶融のままで圧縮変形させる圧縮変形部が設けられている、
射出成形機、
にある。
【発明の効果】
【0007】
上述の態様の射出成形機において、バレルのシリンダにはスクリュが収容される。スクリュの供給部は、バレルの投入口からシリンダに投入された未溶融の樹脂材料を圧縮溶融部に供給する部位であり、この供給部においてバレルのベント口が開口しており、そのうえ、この供給部に樹脂材料を未溶融のままで圧縮変形させる圧縮変形部が設けられている。
【0008】
上記構成の射出成形機によれば、バレルのベント口がスクリュの供給部において開口しているため、ベント口がスクリュの圧縮溶融部において開口している場合に溶融樹脂が樹脂内圧によりベント口から溢れ出すようなベントアップを防ぐことができる。したがって、ベントアップを想定してシリンダへの樹脂材料の供給量を減らすような対策を採る必要がなく、生産性が低下するのを防ぐことができる。
【0009】
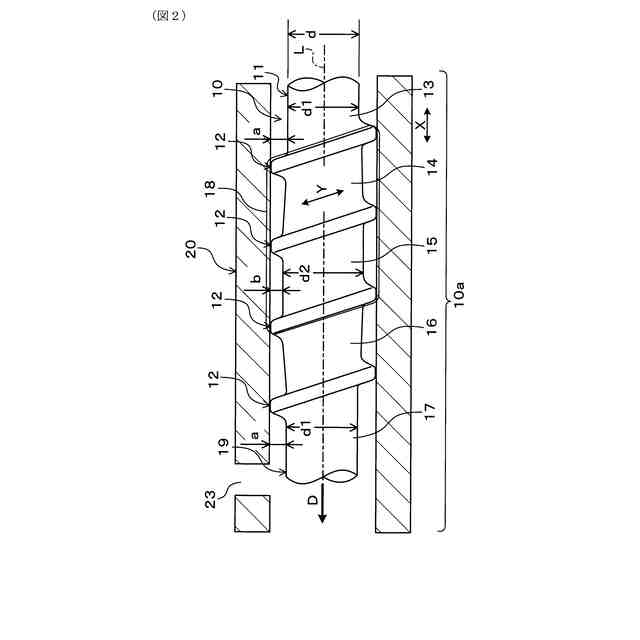
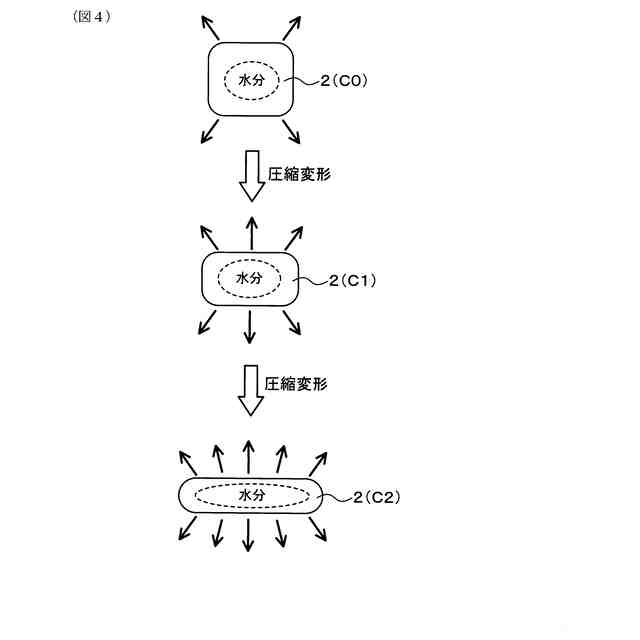
また、上記構成の射出成形機によれば、未溶融の樹脂材料をスクリュの圧縮変形部で圧縮変形させることで樹脂材料にせん断熱を付与することができ、せん断熱による樹脂材料の加熱によって樹脂材料から水分を排出させることができる。これにより、樹脂材料の事前の乾燥処理が不要になり、樹脂材料の加熱に要するエネルギーを低減できる。加えて、未溶融の樹脂材料をスクリュの圧縮変形部で圧縮変形させることで樹脂材料の表面積を増加させることができる。これにより、樹脂材料全体に効率良く熱を伝えて加熱することができる。
【0010】
上述の態様によれば、生産性を低下させることなく樹脂材料のベントアップを防ぐことができ、且つ、樹脂材料の加熱効率に優れた射出成形機を提供することが可能になる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
8日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
9か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
6か月前
株式会社日本製鋼所
押出機
12か月前
東レ株式会社
フィルムの製造方法
3か月前
個人
射出ミキシングノズル
11か月前
グンゼ株式会社
ピン
9か月前
株式会社カワタ
計量混合装置
4か月前
株式会社FTS
ロッド
8か月前
日機装株式会社
加圧システム
5か月前
東レ株式会社
フィルムの製造方法。
2か月前
個人
樹脂可塑化方法及び装置
8か月前
NOK株式会社
樹脂ゴム複合体
29日前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社漆原
シートの成形方法
4か月前
株式会社シロハチ
真空チャンバ
11か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社FTS
成形装置
9か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
5か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社不二越
射出成形機
6か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社コスメック
射出成形装置
4か月前
株式会社FTS
セパレータ
8か月前
株式会社リコー
画像形成システム
10か月前
株式会社不二越
射出成形機
5か月前
日産自動車株式会社
成形装置
2か月前
三和合板株式会社
化粧板の製造装置
1か月前
東レ株式会社
繊維強化プラスチック構造体
1か月前
日東工業株式会社
インサート成形機
10か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ