TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025137335
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024107425
出願日
2024-07-03
発明の名称
筐体材直角折り曲げ加工方法
出願人
深セン市富泰シン科技有限公司
,
Shenzhen Futaixin Technology Co.,Ltd
代理人
弁理士法人コスモス国際特許商標事務所
主分類
B21D
5/01 20060101AFI20250911BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ノートパソコン筐体の外観をきれいにするとともに、全体の強度も高い。筐体材直角折り曲げ加工方法を提供する。
【解決手段】本発明は、アルミニウム合金をブランク本体に裁断し、ブランク本体の外側に逃がし切欠きを設け、裁断後のアルミニウム合金を下向きに押出して、ブランク本体の外側に側折り曲げ及び回転軸折り曲げを形成し、側折り曲げを回転軸折り曲げに向けて圧力を印加し、側折り曲げと回転軸折り曲げとを互いに垂直に接続し、側折り曲げ及び回転軸折り曲げの頂部にブランク本体の中心軸方向に向かう圧力を印加し、次に、側折り曲げの頂部に下向きの圧力を印加し、側折り曲げの頂部をブランク本体の頂面と平行にする。
【選択図】図9
特許請求の範囲
【請求項1】
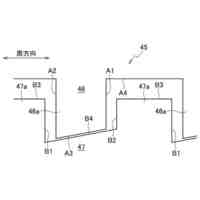
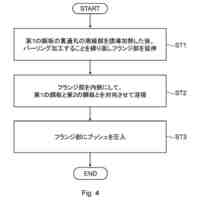
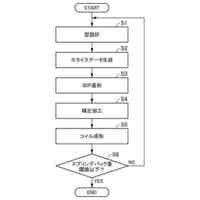
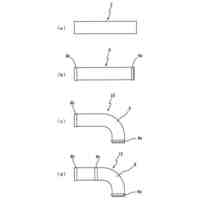
アルミニウム合金板を必要な寸法と形状に合わせてブランク本体(1)に裁断し、ブランク本体(1)の外側に逃がし切欠き(2)を設ける切り取りステップS1と、
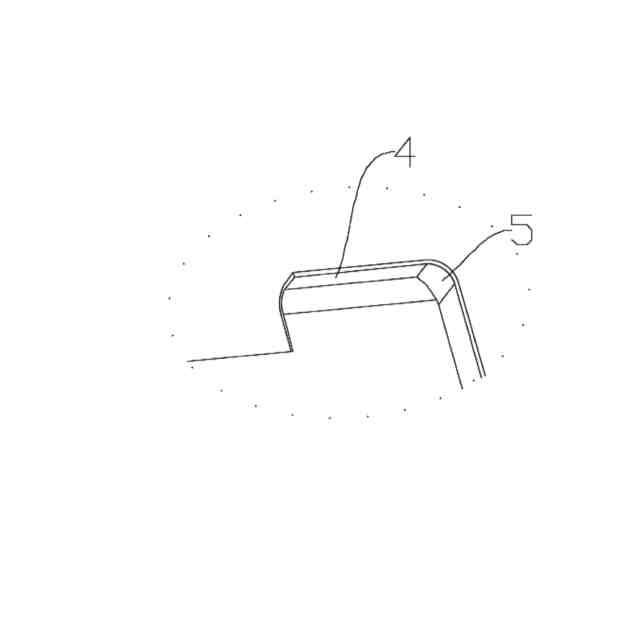
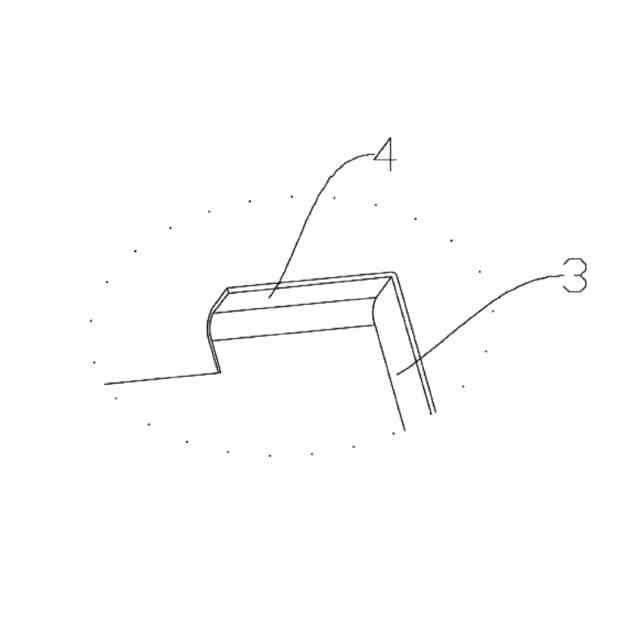
裁断後のアルミニウム合金を下向きに押出して、ブランク本体(1)の外側に折り曲げ部を形成する引張エンボス加工であって、前記折り曲げ部は、側折り曲げ(3)及び回転軸折り曲げ(4)を含み、前記逃がし切欠き(2)は前記側折り曲げ(3)と前記回転軸折り曲げ(4)との間に設置される引張エンボス加工ステップS2と、
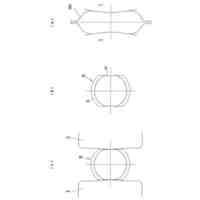
前記側折り曲げ(3)を回転軸折り曲げ(4)方向に向けて圧力を印加し、回転軸折り曲げ(4)において折り曲げが発生することを制限するために、回転軸折り曲げ(4)において位置規制し、圧力によって、側折り曲げ(3)を回転軸折り曲げ(4)に向けて押圧し、このとき、側折り曲げ(3)と前記回転軸折り曲げ(4)との接続箇所に歪みを発生させて、側折り曲げ(3)と回転軸折り曲げ(4)とを互いに垂直に接続する整形ステップS3と、
側折り曲げ(3)をブランク本体(1)の中心軸の方向に向けて圧力を印加し、圧力によって、前記側折り曲げ(3)を前記ブランク本体(1)の中心軸の方向に向けて押圧し、このとき、前記側折り曲げ(3)と前記ブランク本体(1)との接続箇所に徐々に歪みを発生させて、前記側折り曲げ(3)と前記ブランク本体(1)とを互いに垂直に接続する押圧戻しステップS4と、
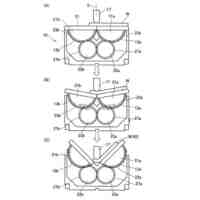
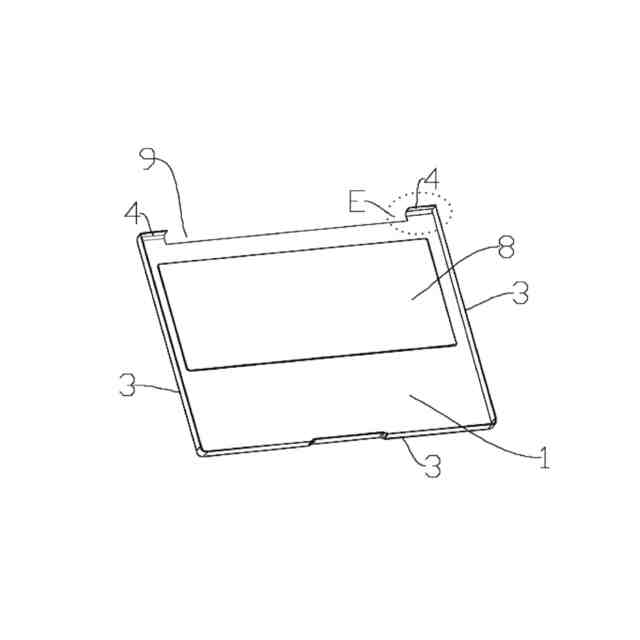
前記側折り曲げ(3)及び前記回転軸折り曲げ(4)の頂部に絞り部(7)を設け、側折り曲げ(3)及び回転軸折り曲げ(4)の頂部にブランク本体(1)の中心軸方向に向かう圧力を印加し、側折り曲げ(3)及び回転軸折り曲げ(4)の頂部がブランク本体(1)の中心に向かって30~60度傾斜したときに圧力の印加を停止する一次絞りステップS5と、
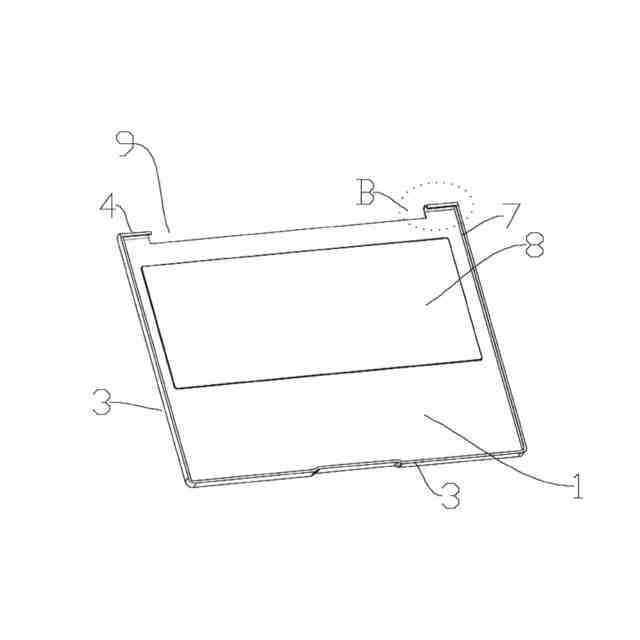
絞り部に上から下へ下向きの圧力を印加し、絞り部(7)を前記ブランク本体(1)の頂面と平行になるまで下向きに屈曲させる二次絞りステップS6と、を含むことを特徴とする筐体材直角折り曲げ加工方法。
続きを表示(約 920 文字)
【請求項2】
前記ステップS3において、前記ブランクの外側に折り曲げ予定部が設けられ、前記折り曲げ予定部は、側折り曲げ(3)を前記ブランク本体(1)の中心軸の方向に押圧するにつれて、側折り曲げ(3)は折り曲げ予定部を圧縮することを特徴とする請求項1に記載の筐体材直角折り曲げ加工方法。
【請求項3】
前記折り曲げ予定部の幅は10mm~15mmであることを特徴とする請求項1に記載の筐体材直角折り曲げ加工方法。
【請求項4】
前記アルミニウム合金は五系アルミニウム合金であることを特徴とする請求項1に記載の筐体材直角折り曲げ加工方法。
【請求項5】
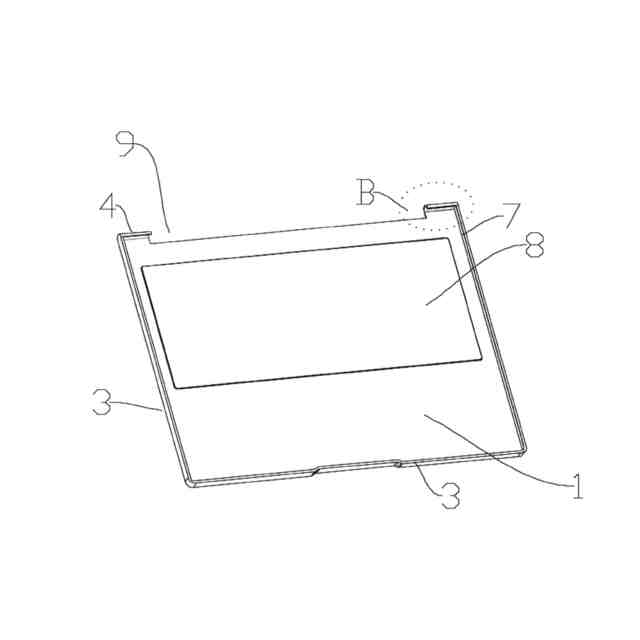
前記ステップS2において、裁断後のアルミニウム合金を下向きに押出する時、前記ブランクの頂面に槽体(8)が窪んで成形されることを特徴とする請求項1に記載の筐体材直角折り曲げ加工方法。
【請求項6】
前記ブランクは方形状アルミニウム板を含み、前記方形状アルミニウム板の片側には装着溝(9)が開設されていることを特徴とする請求項1に記載の筐体材直角折り曲げ加工方法。
【請求項7】
回転軸折り曲げ(4)は、前記方形状アルミニウム板の前記装着溝(9)が開設されている側に設置されていることを特徴とする請求項6に記載の筐体材直角折り曲げ加工方法。
【請求項8】
前記アルミニウム合金の硬度は65HB~75HBであることを特徴とする請求項6に記載の筐体材直角折り曲げ加工方法。
【請求項9】
前記ステップS2において、前記側折り曲げと前記回転軸折り曲げとの間の角はR=1mm~1.5mmであることを特徴とする請求項1に記載の筐体材直角折り曲げ加工方法。
【請求項10】
前記ステップS4において、側折り曲げ(3)が回転軸折り曲げ(4)に向かって押圧されるとき、前記逃がし切欠き(2)は、側折り曲げ(3)と回転軸折り曲げ(4)とのスタックを防止するために絶えず大きさを調整することができることを特徴とする請求項1~9のいずれかに記載の筐体材直角折り曲げ加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は筐体材加工の技術分野に関し、具体的には、筐体材直角折り曲げ加工方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
社会の絶えずの進歩、通信技術の発展に伴い、ノートパソコンの応用はますます一般的になり、ノートパソコンに対する人々の要求も日増しに高まっており、従来のノートパソコン筐体の多くはアルミニウム製材料で作られており、通常はCNCのアルミニウム合金の一枚全体でしか作ることができない。これにより、製造コストが高くなり、ノートパソコンの操作パネルの筐体は上筐体と下筐体で構成され、上筐体について、製造過程で、外側は折り曲げプロセスによる一次成形が行われ、折り曲げ箇所にはしわ、ひび割れが発生することが多く、製品の合格率は非常に低く、消費者の高い基準要求をまったく満たすことができず、しかも折り曲げが完成した後、折り曲げ技術の欠陥により、折り曲げ接続箇所は一般的に円角状を呈しているため、製品は見栄えがよくなく、さらに、アルミニウム製ノートパソコンの上筐体は回転軸組立側を直角に折り曲げる場合にも亀裂及びストック問題が発生しやすい。
【発明の概要】
【0003】
本発明が解決しようとする技術問題は、ノートパソコンの操作パネルの上筐体について、製造過程で、外側は折り曲げプロセスによる一次成形が行われ、折り曲げ箇所にはしわ、ひび割れが発生することが多く、製品の合格率は非常に低く、消費者の高い基準要求をまったく満たすことができず、しかも折り曲げが完成した後、折り曲げ技術の欠陥により、折り曲げ接続箇所は一般的に円角状を呈しているため、製品は見栄えがよくなく、さらに、アルミニウム製ノートパソコンの上筐体について、回転軸組立側を直角に折り曲げる場合にも亀裂及びストック問題が発生しやすいということであり、従来技術の上記欠陥に対して、筐体材直角折り曲げ加工方法を提供する。
【0004】
本発明その技術問題を解決するために採用された技術案は下記の通りである。
【0005】
筐体材直角折り曲げ加工方法を提供し、当該筐体材直角折り曲げ加工方法は、
アルミニウム合金板を必要な寸法と形状に合わせてブランク本体に裁断し、ブランク本体の外側に逃がし切欠きを設ける切り取りステップS1と、
裁断後のアルミニウム合金を下向きに押出して、ブランク本体の外側に折り曲げ部を形成する引張エンボス加工であって、前記折り曲げ部は、側折り曲げ及び回転軸折り曲げを含み、前記逃がし切欠きは前記側折り曲げと前記回転軸折り曲げとの間に設置される引張エンボス加工ステップS2と、
前記側折り曲げを回転軸折り曲げ方向に向けて圧力を印加し、回転軸折り曲げにおいて折り曲げが発生することを制限するために、回転軸折り曲げにおいて位置規制し、圧力によって、側折り曲げを回転軸折り曲げに向けて押圧し、このとき、側折り曲げと前記回転軸折り曲げとの接続箇所に歪みを発生させて、側折り曲げと回転軸折り曲げとを互いに垂直に接続する整形ステップS3と、
側折り曲げをブランク本体の中心軸の方向に向けて圧力を印加し、圧力によって、前記側折り曲げを前記ブランク本体の中心軸の方向に向けて押圧し、このとき、前記側折り曲げと前記ブランク本体との接続箇所に徐々に歪みを発生させて、前記側折り曲げと前記ブランク本体とを互いに垂直に接続する押圧戻しステップS4と、
前記側折り曲げ及び前記回転軸折り曲げの頂部に絞り部を設け、向側折り曲げ及び回転軸折り曲げの頂部にブランク本体の中心軸方向に向かう圧力を印加し、側折り曲げ及び回転軸折り曲げの頂部がブランク本体の中心に向かって30~60度傾斜したときに圧力の印加を停止する一次絞りステップS5と、
絞り部に上から下へ下向きの圧力を印加し、絞り部を前記ブランク本体の頂面と平行になるまで下向きに屈曲させる二次絞りステップS6と、を含む。
【0006】
好ましくは、前記ステップS3において、前記ブランクの外側に折り曲げ予定部が設けられ、前記折り曲げ予定部は、側折り曲げを前記ブランク本体の中心軸の方向に押圧するにつれて、側折り曲げは折り曲げ予定部を圧縮する。
【0007】
好ましくは、前記折り曲げ予定部の幅は10mm~15mmである。
【0008】
好ましくは、前記アルミニウム合金は五系アルミニウム合金である。
【0009】
好ましくは、前記ステップS2において、裁断後のアルミニウム合金を下向きに押出する時、前記ブランクの頂面に槽体が窪んで成形される。
【0010】
好ましくは、前記ブランクは方形状アルミニウム板を含み、前記方形状アルミニウム板の片側には装着溝が開設されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ヘッダー加工機
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
2か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
10日前
株式会社アマダ
曲げ金型
1か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
ユニプレス株式会社
プレス加工装置
1か月前
株式会社三明製作所
転造装置
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社TMEIC
誘導加熱装置
3か月前
株式会社TMEIC
制御システム
3か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
東京精密発條株式会社
金属板の曲げ加工装置
20日前
株式会社アマダ
プレスブレーキ
2か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
24日前
トヨタ自動車株式会社
金属部材の製造方法
21日前
株式会社今井金箔
金属箔製造方法、及び、金属箔
1か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
今日
トリックス株式会社
セレーションの製造方法
1か月前
三協オイルレス工業株式会社
リフタユニット
2か月前
株式会社SIMA.I
転造盤
4日前
トヨタ自動車株式会社
成形型の造形方法
2か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社アマダ
板材保護シートの剥離用金型
2か月前
株式会社ジェイテクト
転造盤
3か月前
株式会社ジェイテクト
転造盤
3か月前
株式会社佐藤製作所
エルボ製品の製造方法及び装置
1か月前
株式会社放電精密加工研究所
位置補正情報処理装置
1か月前
株式会社ジェイテクト
転造盤
3か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ