TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025111017
公報種別
公開特許公報(A)
公開日
2025-07-30
出願番号
2024005147
出願日
2024-01-17
発明の名称
成形型の造形方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
B21D
37/20 20060101AFI20250723BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】強度、精度及び面粗度の要件を満たした成形型を造形できる造形方法を提供する。
【解決手段】モータ用のセグメントコイル10を成形するための成形型20を造形する造形方法であって、造形する成形型20のスライスデータを生成する生成工程と、生成工程によって生成したスライスデータに基づき、透過型液晶方式またはデジタルミラーデバイス方式による光造形によって高機能樹脂からなる成形型20を造形する造形工程と、を含み、生成工程におけるスライスデータの生成時に、アンチエイリアス処理を織り込む。
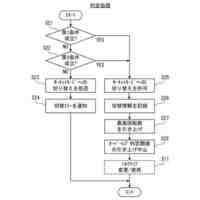
【選択図】図7
特許請求の範囲
【請求項1】
モータ用のコイルを成形するための成形型を造形する造形方法であって、
造形する前記成形型のスライスデータを生成する生成工程と、
前記生成工程によって生成したスライスデータに基づき、透過型液晶方式またはデジタルミラーデバイス方式による光造形によって高機能樹脂からなる前記成形型を造形する造形工程と、
を含み、
前記生成工程における前記スライスデータの生成時に、アンチエイリアス処理を織り込む、
成形型の造形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形型の造形方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、開口幅が溝幅より短い凹部を有し、この凹部にチューブを嵌め込んで成形するための3次元形状のプロファイルを有する曲げ型を製造する技術が開示されている。この製造方法では、凹部を有する略円形形状の第1の閉曲線を含むプロファイルを三次元空間内で仮想的に連続的に移動させることにより形成される滑らかな形状を設計し、その形状のデータ求め、そのデータに基づき三次元プリンティングの技法でその形状の曲げ型を製造する。
【先行技術文献】
【特許文献】
【0003】
特開2019-142162号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、セグメントコイルなどのモータ用コイルを成形するための成形型では、成形荷重やスプリングバックなどの影響を抑えることが要求されるが、上記の特許文献1に記載の方法では、成形荷重やスプリングバックなどの影響を抑えつつ、強度、精度及び面粗度といった要件を十分に満たした成形型を製造することは難しかった。
【0005】
本発明は、上記事情に鑑みてなされたもので、強度、精度及び面粗度の要件を満たした成形型を造形できる造形方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の成形型の造形方法は、
モータ用のコイルを成形するための成形型を造形する造形方法であって、
造形する前記成形型のスライスデータを生成する生成工程と、
前記生成工程によって生成したスライスデータに基づき、透過型液晶方式またはデジタルミラーデバイス方式による光造形によって高機能樹脂からなる前記成形型を造形する造形工程と、
を含み、
前記生成工程における前記スライスデータの生成時に、アンチエイリアス処理を織り込む。
【0007】
この構成の成形型の造形方法によれば、高機能樹脂からなる成形型を、透過型液晶方式またはデジタルミラーデバイス方式による光造形によって造形するので、強度及び寸法精度の向上を図ることができ、しかも、スライスデータの生成時にアンチエイリアス処理を織り込むことで面粗度の悪化を低減できる。これにより、成形荷重やスプリングバックなどの影響を抑えつつ、強度、精度及び面粗度といった要件を十分に満たす必要があるセグメントコイルなどのモータ用コイルを成形するための成形型を造形できる。
【発明の効果】
【0008】
本発明によれば、強度、精度及び面粗度の要件を満たした成形型を造形できる造形方法を提供できる。
【図面の簡単な説明】
【0009】
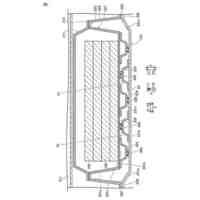
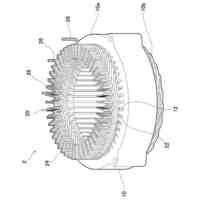
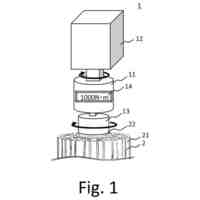
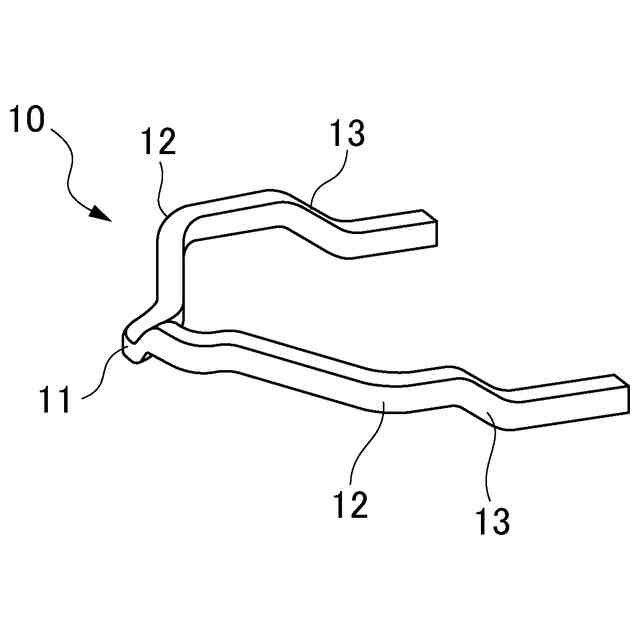
図1は、成形型によって成形されるセグメントコイルの斜視図である。
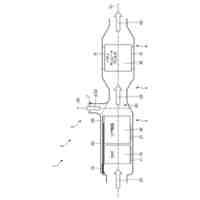
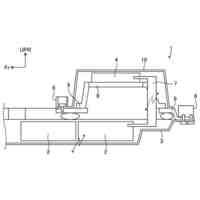
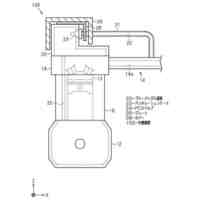
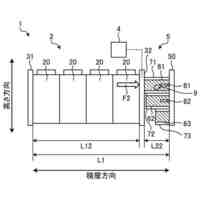
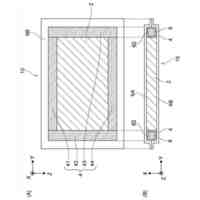
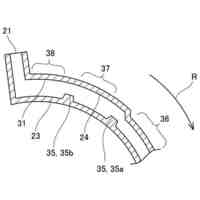
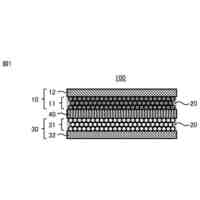
図2は、セグメントコイルを成形する成形型の斜視図である。
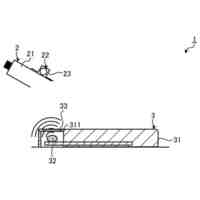
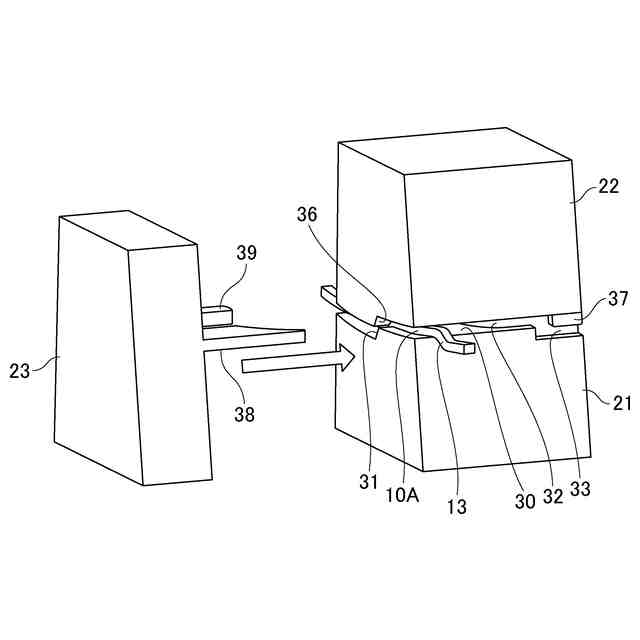
図3Aは、第1屈曲部の成形手順を示す成形型の斜視図である。
図3Bは、第1屈曲部の成形手順を示す成形型の斜視図である。
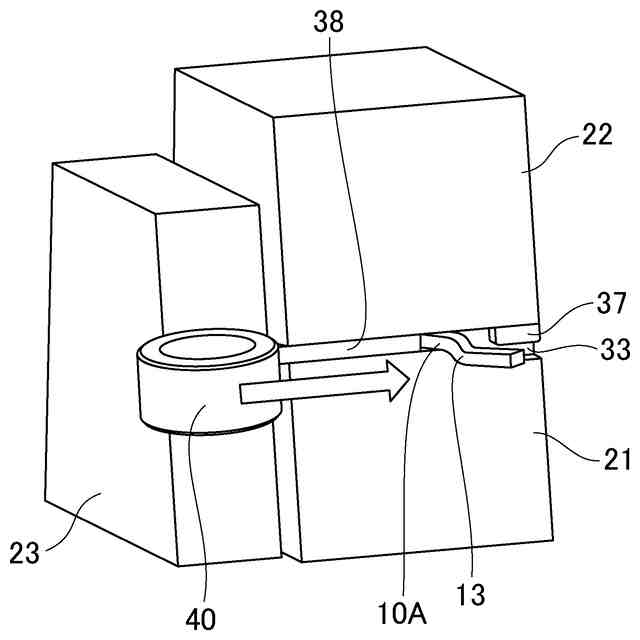
図4Aは、第1屈曲部の成形手順を示す成形型の斜視図である。
図4Bは、第1屈曲部の成形手順を示す成形型の斜視図である。
図5Aは、第2屈曲部の成形手順を示す成形型の斜視図である。
図5Bは、第2屈曲部の成形手順を示す成形型の斜視図である。
図6Aは、第1屈曲部の成形手順を示す導線の斜視図である。
図6Bは、第1屈曲部の成形手順を示す導線の斜視図である。
図6Cは、第2屈曲部の成形手順を示す導線の斜視図である。
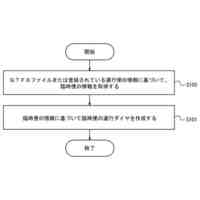
図7は、成形型を造形する本実施形態に係る造形方法を説明するフローチャートである。
図8は、積層造形における積層方向に対する傾斜角を示す図である。
図9は傾斜角と面粗度との関係を示すグラフである。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照して詳細に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
装置
22日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
装置
22日前
トヨタ自動車株式会社
車両
23日前
トヨタ自動車株式会社
車両
26日前
トヨタ自動車株式会社
車両
28日前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
車両
29日前
トヨタ自動車株式会社
モータ
13日前
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
電動車
12日前
トヨタ自動車株式会社
サーバ
6日前
トヨタ自動車株式会社
回転子
13日前
トヨタ自動車株式会社
ロータ
今日
トヨタ自動車株式会社
電動車両
12日前
トヨタ自動車株式会社
溶接装置
26日前
トヨタ自動車株式会社
内燃機関
12日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
制御装置
29日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
ステータ
1か月前
トヨタ自動車株式会社
電動車両
12日前
トヨタ自動車株式会社
液系電池
1か月前
トヨタ自動車株式会社
蓄電装置
29日前
トヨタ自動車株式会社
電源装置
23日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
冷却構造
5日前
トヨタ自動車株式会社
送電装置
29日前
トヨタ自動車株式会社
検査装置
2日前
トヨタ自動車株式会社
蓄電装置
6日前
トヨタ自動車株式会社
水系電池
20日前
トヨタ自動車株式会社
制御装置
26日前
トヨタ自動車株式会社
電源装置
29日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ