TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025140958
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024040629
出願日
2024-03-15
発明の名称
異形棒鋼の捻れ抑制方法
出願人
共英製鋼株式会社
代理人
個人
,
個人
主分類
B21D
3/16 20060101AFI20250919BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】全長に捻れがない異形棒鋼を生産することができる異形棒鋼の捻れ抑制方法を提供すること。
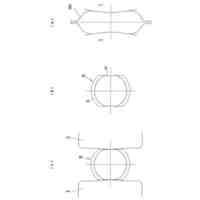
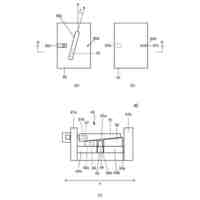
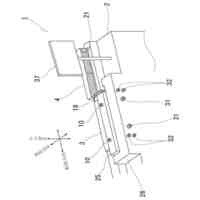
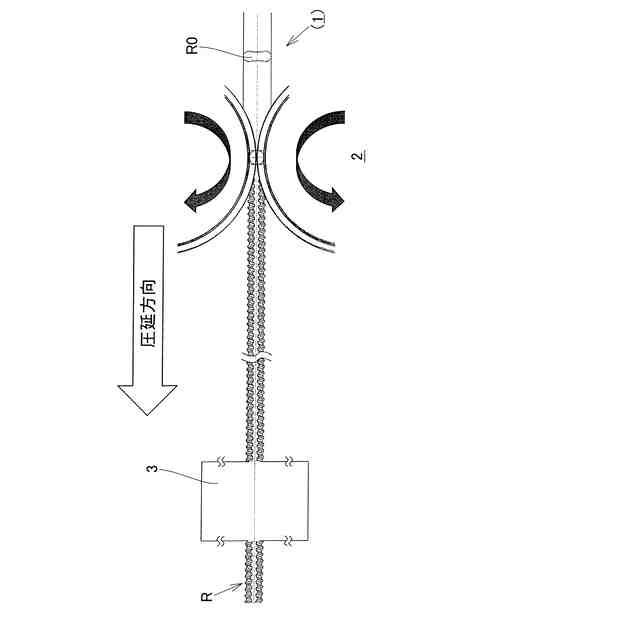
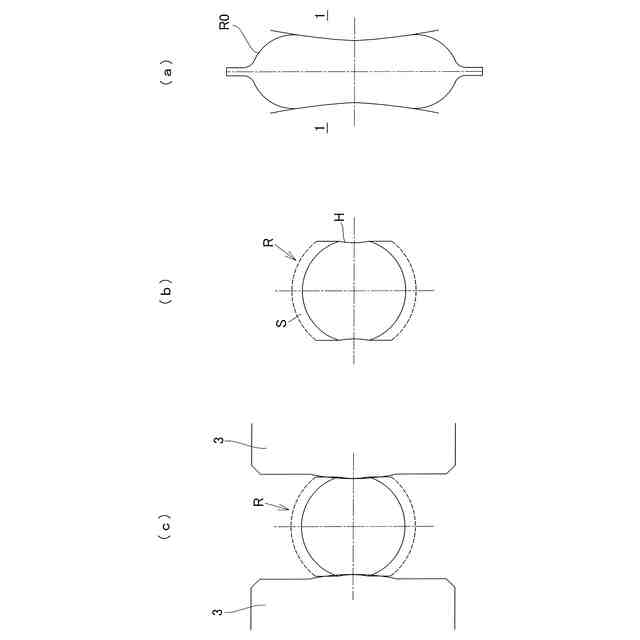
【解決手段】突起成形用圧延ロール2で突起Sを形成した異形棒鋼Rを、突起成形用圧延ロール2の下流側に設置した一対のロールを用いて塑性加工することで、異形棒鋼Rに発生する捻れを矯正するもので、当該一対のロールに、横断面形状が円弧状の凸形をし、かつ、この円弧状の凸形をした凸部の表面に多数の小凸部及び/又は小凹部を形成した凸型ロール3を使用し、異形棒鋼Rの突起Sが形成されていない、横断面形状が円弧状をした凹溝Hの箇所を両側から凸型ロール3の凸部及び小凸部及び/又は小凹部で圧下し、塑性加工を異形棒鋼Rの中心部に加えることで、異形棒鋼Rに発生する捻れを矯正する。
【選択図】図3
特許請求の範囲
【請求項1】
突起成形用圧延機の突起成形用圧延ロールで突起を形成した異形棒鋼を、突起成形用圧延機の下流側に設置した一対のロールを用いて塑性変形させることで、異形棒鋼に発生する捻れを矯正する異形棒鋼の捻れ抑制方法において、
前記突起成形用圧延ロールで突起を形成する工程の後工程として、突起成形用圧延機の下流側に設置した一対のロールに、横断面形状が円弧状の凸形をし、かつ、該円弧状の凸形をした凸部の表面に多数の小凸部及び/又は小凹部を形成した凸型ロールを使用し、異形棒鋼の突起が形成されていない、横断面形状が円弧状をした凹溝の箇所を両側から凸型ロールの凸部及び小凸部及び/又は小凹部で圧下し、塑性加工を異形棒鋼の中心部に加えることで、異形棒鋼に発生する捻れを矯正するようにする工程を含む
ことを特徴とする異形棒鋼の捻れ抑制方法。
続きを表示(約 190 文字)
【請求項2】
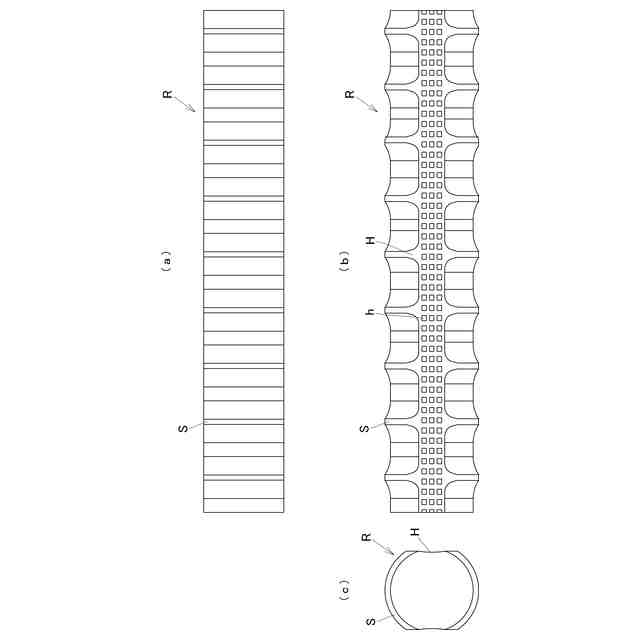
前記小凸部及び/又は小凹部によって異形棒鋼の凹溝の表面に形成される小凹部及び/又は小凸部が、異形棒鋼の長手方向の寸法を表示する目盛り機能を備えることを特徴とする請求項1に記載の異形棒鋼の捻れ抑制方法。
【請求項3】
前記異形棒鋼の凹溝が形成される面にリブが形成されないようにしてなることを特徴とする請求項1又は2に記載の異形棒鋼の捻れ抑制方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、異形棒鋼(表面にリブやねじ状の節等の突起を形成することにより、コンクリートとの付着強度を高めるようにした鉄筋であって、「異形鉄筋」とも呼ばれている。本明細書において、「異形棒鋼」、表面に形成されたリブやねじ状の節等の突起を、単に「突起」という。)を製造する際に、異形棒鋼に発生する捻れを抑制し、異形棒鋼の形状を改善するようにした異形棒鋼の捻れ抑制方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
ところで、異形棒鋼は、圧延により異形棒鋼を製造する際に、表面にリブやねじ状の節等の突起を形成することに起因する捻れを誘発する傾向があり、これによって、異形棒鋼の形状精度が低下するという問題があった。
【0003】
この問題への対策、すなわち、異形棒鋼を製造する際に、異形棒鋼に発生する捻れを抑制する方法として、
1.圧延入口ガイドを逆方向に前もって傾けることで、異形棒鋼に発生する捻れを相殺する方法(例えば、特許文献1参照。)。
2.出口スタンドでローラガイドを用いて異形棒鋼を保持することで、異形棒鋼に発生する捻れを矯正する方法(例えば、特許文献2参照。)。
が提案され、実用化されている。
【0004】
しかしながら、上記従来の異形棒鋼の捻れ抑制方法は、
1.圧延入口ガイドを逆方向に前もって傾ける方法は、左右非対称圧延となり、肩部のねじ山の形状精度が低下する。
2.出口スタンドでローラガイドを用いて異形棒鋼を保持する方法は、ローラガイドのローラと接する2点による捻り戻し矯正となり、全長(先端、中間及び後端)で性状が均一でない製品には捻れが不均一に残る。
という問題があった。
【0005】
ところで、本件出願人は、先に、上記従来の異形棒鋼の捻れ抑制方法の有する問題点に鑑み、全長(先端、中間及び後端)で性状が均一でない製品の場合でも、側面から一様な変形を加えることで全長に捻れがない異形棒鋼を生産することができる異形棒鋼の捻れ抑制方法を提案した(特許文献3参照。)。
【0006】
この異形棒鋼の捻れ抑制方法は、具体的には、ねじ形状成形用圧延ロールでねじ状の節を形成したねじ節鉄筋を、ねじ形状成型用圧延機の下流側に設置した一対のロールを用いて塑性変形させることで、ねじ節鉄筋に発生する捻れを矯正するねじ節鉄筋の捻れ抑制方法において、前記一対のロールに、横断面形状が円弧状をした凸型ロールを使用し、ねじ節鉄筋のねじ状の節が形成されていない箇所を両側から圧下し、塑性加工をねじ節鉄筋の中心部に加えることで、ねじ節鉄筋に発生する捻れを矯正するものであるが、横断面形状が円弧状をした凸型ロールによって塑性加工を行った場合、ねじ節鉄筋の中心部が十分に塑性変形されずに捻れが残ることがあるという問題があった。
【先行技術文献】
【特許文献】
【0007】
特開2001-150017号公報
特開2007-125597号公報
特許第7340677号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記従来の異形棒鋼の捻れ抑制方法の有する問題点に鑑み、特許文献3で開示した異形棒鋼の捻れ抑制方法を改良することで、全長に捻れがない異形棒鋼を生産することができる異形棒鋼の捻れ抑制方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
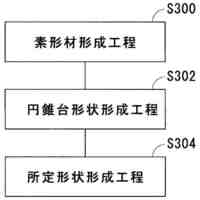
上記目的を達成するため、本発明の異形棒鋼の捻れ抑制方法は、突起成形用圧延機の突起成形用圧延ロールで突起を形成した異形棒鋼を、突起成形用圧延機の下流側に設置した一対のロールを用いて塑性変形させることで、異形棒鋼に発生する捻れを矯正する異形棒鋼の捻れ抑制方法において、前記突起成形用圧延ロールで突起を形成する工程の後工程として、突起成形用圧延機の下流側に設置した一対のロールに、横断面形状が円弧状の凸形をし、かつ、該円弧状の凸形をした凸部の表面に多数の小凸部及び/又は小凹部を形成した凸型ロールを使用し、異形棒鋼の突起が形成されていない、横断面形状が円弧状をした凹溝の箇所を両側から凸型ロールの凸部及び小凸部及び/又は小凹部で圧下し、塑性加工を異形棒鋼の中心部に加えることで、異形棒鋼に発生する捻れを矯正するようにする工程を含むことを特徴とする。
【0010】
この場合において、前記小凸部及び/又は小凹部によって異形棒鋼の凹溝の表面に形成される小凹部及び/又は小凸部が、異形棒鋼の長手方向の寸法を表示する目盛り機能を備えることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
今日
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
6か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
3か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス装置
4か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス金型
10日前
株式会社アマダ
曲げ金型
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社TMEIC
監視装置
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
日産自動車株式会社
逐次成形方法
7か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社三明製作所
転造装置
1か月前
株式会社吉野機械製作所
プレス機械
8か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
株式会社カネミツ
筒張出部形成方法
8か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
株式会社吉野機械製作所
プレス機械
3か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社三明製作所
転造装置
8か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
株式会社不二越
転造加工用平ダイス
6か月前
ユニプレス株式会社
プレス加工装置
1か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ