TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139274
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024038111
出願日
2024-03-12
発明の名称
積層コアおよびその製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
H02K
1/18 20060101AFI20250918BHJP(電力の発電,変換,配電)
要約
【課題】本発明は、高強度の珪素鋼板、なかでも板厚が0.2mm未満の高強度珪素鋼板を用いる場合においても、カシメ締結と接着を併用することで高いカシメ締結力と優れた磁気特性が得られる、最外周長が315mm以下の積層コアとその製造方法を提供する。
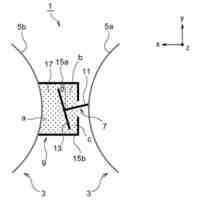
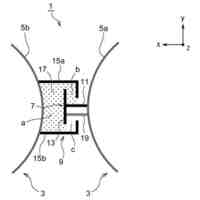
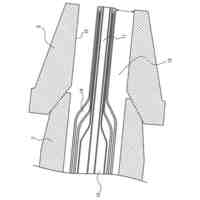
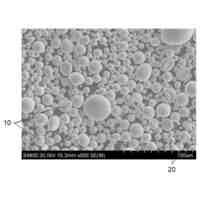
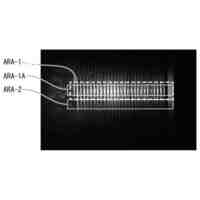
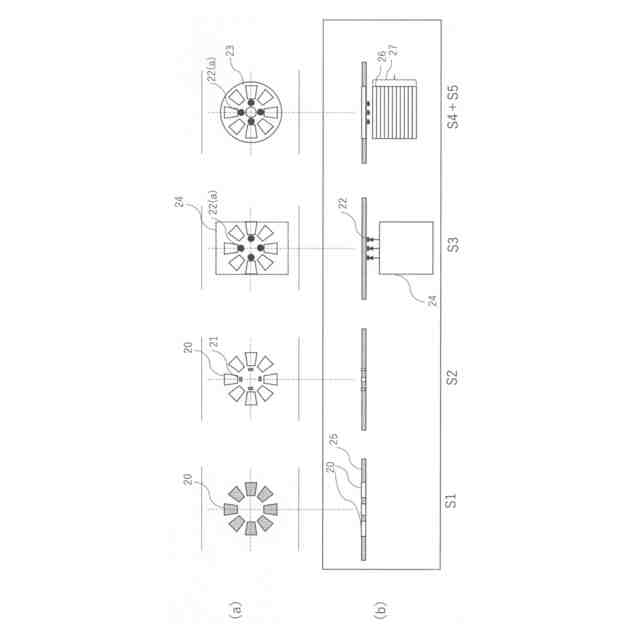
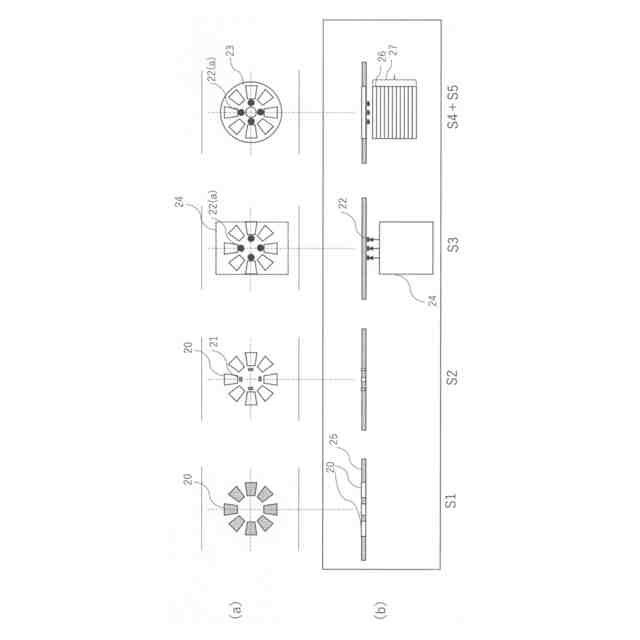
【解決手段】複数枚の珪素鋼板25を積層した積層コアであって、積層した珪素鋼板を有し、積層した前記珪素鋼板間に接着剤を備えており、前記珪素鋼板にカシメ締結部を備えている最外周長が315mm以下の積層コア。
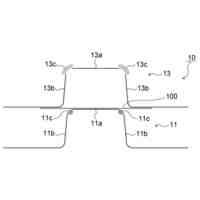
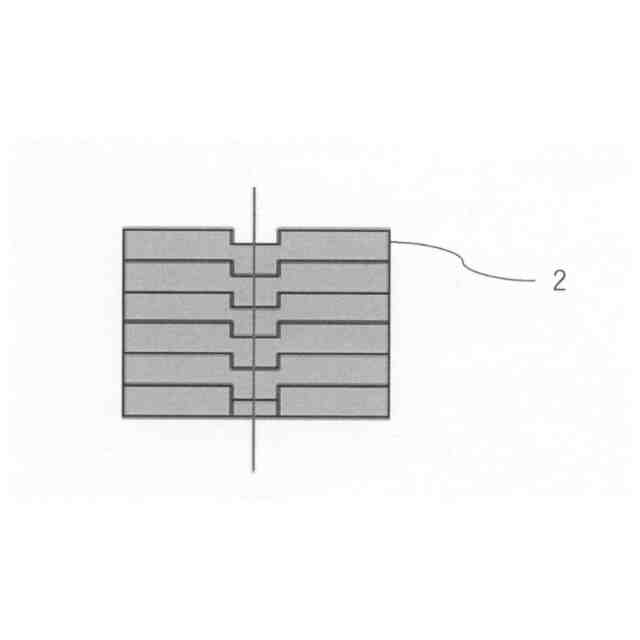
【選択図】図3
特許請求の範囲
【請求項1】
複数枚の珪素鋼板を積層した積層コアであって、
積層した珪素鋼板を有し、積層した前記珪素鋼板間に接着剤を備えており、前記珪素鋼板にカシメ締結部を備えている最外周長が315mm以下の積層コア。
続きを表示(約 590 文字)
【請求項2】
前記接着剤が少なくとも前記カシメ締結部に備わる請求項1に記載の積層コア。
【請求項3】
前記接着剤が絶縁性である請求項1に記載の積層コア。
【請求項4】
前記接着剤が絶縁性である請求項2に記載の積層コア。
【請求項5】
前記珪素鋼板の板厚が0.2mm未満である請求項1に記載の積層コア。
【請求項6】
前記珪素鋼板の板厚が0.2mm未満である請求項2に記載の積層コア。
【請求項7】
前記珪素鋼板の板厚が0.2mm未満である請求項3に記載の積層コア。
【請求項8】
前記珪素鋼板の板厚が0.2mm未満である請求項4に記載の積層コア。
【請求項9】
前記珪素鋼板の降伏強度が350MPa以上である請求項1~8のいずれかに記載の積層コア。
【請求項10】
請求項1~8のいずれかに記載の積層コアを製造する方法であって、
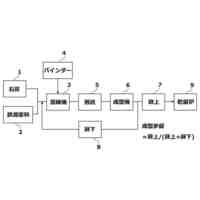
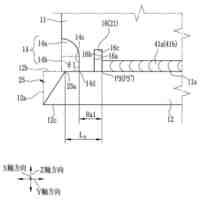
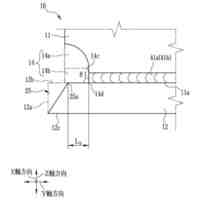
前記積層コアを製造するための成形工程と打抜き工程とを有する金型において、前記珪素鋼板に対してカシメ締結による突起形成後、かつ前記珪素鋼板の外形を打ち抜く前に、カシメ締結部を含む前記珪素鋼板に打ち抜き方向の裏面側から前記接着剤を塗布する工程を有する、積層コアの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、薄肉で高強度の珪素鋼板(特に、0.2mm厚未満、YS≧350MPa)を用いて製造される最外周長が315mm以下の積層コアおよびその製造方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
一般の珪素鋼板(Si含有量4%以下、板厚0.2mm以上)を用いて積層コアを製造する場合、カシメによる締結方法がよく用いられる。しかし、高強度の珪素鋼板の場合、Siをはじめとした添加元素の量が多い為に鋼板が硬くなり、これに伴いヤング率も高くなることから、加工後のスプリングバックが発生し易い。その為、周囲からの圧力が付与される金型内では締結されていたカシメ部が、金型外に排出された際にスプリングバックにより緩み、カシメの締結力が低下する懸念がある。特に、0.2mm厚未満の珪素鋼板の場合、板厚が薄いことによりカシメ深さが浅くなり、カシメの締結力が弱くなる傾向がある。一般的にカシメ深さは板厚分を押込むことが多いが、板厚が薄い為、カシメ部分の接触面積も小さくなり、かつ同じ積層高さのコアを製造した場合、薄厚材の方が積層枚数も増える為、積層コアの締結力が弱まる傾向がある。
【0003】
上記から、特に0.2mm厚未満の珪素鋼板を用いて積層コアを製造する際に、カシメによる締結のみの積層コアを製造するのは難しく、カシメによる締結と接着剤を併用する方法が知られている。
【0004】
例えば、特許文献1では、直径および最大長が100mm超えの積層コアで、カシメ部分を接着し高い鉄芯(コア)強度を得る方法が記載されている。また、0.2mm厚未満の珪素鋼板を用いて、積層コアを製造する場合、接着によって締結することが多い。
【0005】
特許文献2では、打ち抜き加工、積層後に接着剤を塗布して積層コアを製造する方法が記載されており、また、特許文献3では、積層鉄心の製造ラインにおいて、その一連の工程の中で接着剤塗布、外形打抜き、積層を実施する積層鉄心の製造装置について記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2015-164389号公報
特許第4987215号公報
特開2013-48555号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
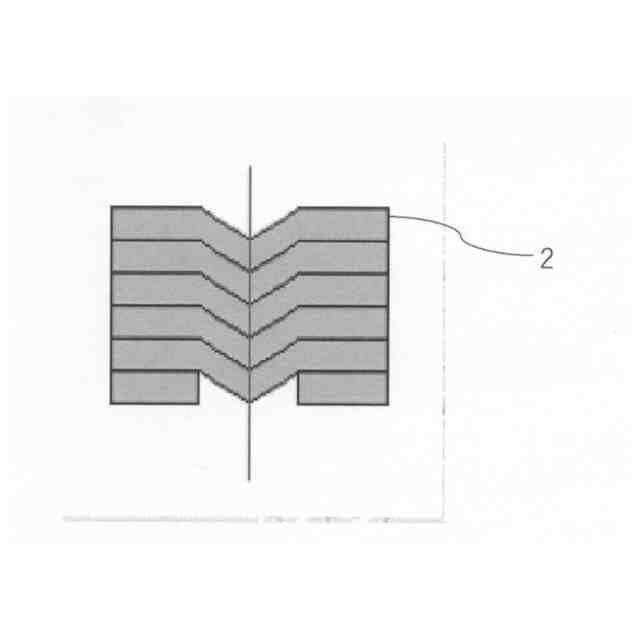
しかしながら、特許文献1では、直径および最大長が100mm以下の小型の積層コアに関する内容は開示されていない。100mm以下という制約が加わると、面積の制約からカシメの数や位置が限定され、その結果、十分な鉄心(コア)強度が得られないといった問題がある。また、特許文献1に記載の方法ではカシメ部周辺に十分な接着剤が塗布されることは難しい。さらに、カシメ締結を適用したとしても、カシメ部に切断端面が生じるカシメ方法の場合(例えば、Vカシメ等)、カシメ部分で切断端面同士が接触・短絡し、磁路が形成されることで、積層コアの磁気特性が悪化するという課題もある。
【0008】
また、特許文献2、3に記載の方法だと、鋼板が平面であることを想定した設計になっており、本発明で適用されるカシメのための凹凸が生じている鋼板裏面にこの方法で接着剤を塗布することは難しい。
【0009】
本発明は、上記に鑑みてなされたものであって、高強度の珪素鋼板、なかでも板厚が0.2mm未満の高強度珪素鋼板を用いる場合においても、カシメ締結と接着を併用することで高いカシメ締結力と優れた磁気特性が得られる、最外周長が315mm以下の積層コアとその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、上記した課題を達成するために、鋭意検討を重ねた結果、以下のことを見出した。
(1)高強度の珪素鋼板を用いて最外周長が315mm以下の積層コアを製造する際に、積層コアの締結手段として接着とカシメを併用することで、カシメ締結時に発生するスプリングバックを抑制し、十分な締結力を備える積層コアが得られる。
(2)特に、板厚が0.2mm未満のような薄肉の珪素鋼板をカシメ締結のみで積層コアを製造すると、積層枚数が多いため、1枚あたりのカシメ深さが小さく、カシメ締結力が小さくなりやすい。接着とカシメを併用することで、所望のカシメ締結力を得られることに加えて、カシメ部分で切断端面同士が接触・短絡することに起因する磁路の形成を抑制し、積層コアの磁気特性を向上できる。
(3)さらに、カシメ締結部に接着剤を付与することで、カシメ締結において十分な締結力が得られる。
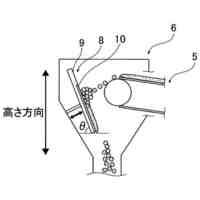
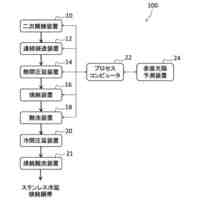
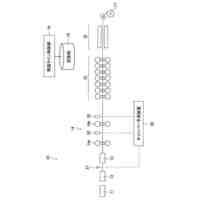
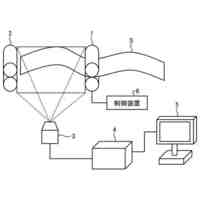
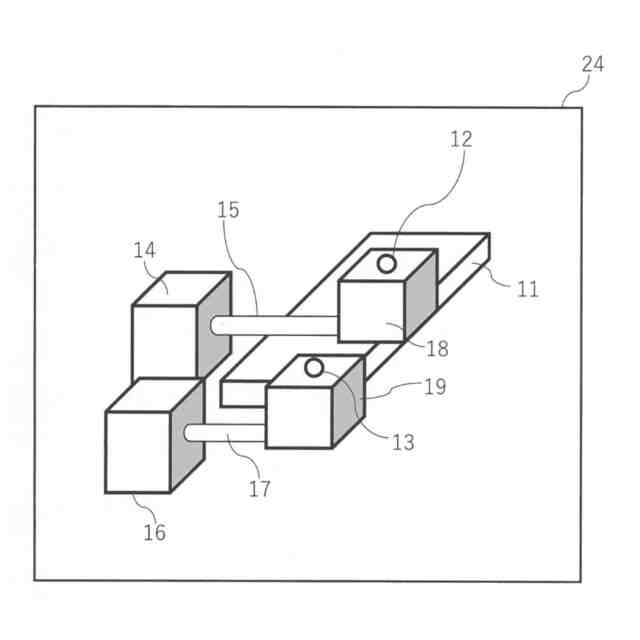
(4)カシメにより締結コアを製造するプレス工程において、金型内に独立した接着剤塗布装置を配置することで、カシメ部分を締結する工程の手前で、カシメ部のような凸部(突起形成部)に接着剤を塗布することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
シュート
18日前
JFEスチール株式会社
鋼管矢板の継手構造
11日前
JFEスチール株式会社
鋼管矢板の継手構造
11日前
JFEスチール株式会社
情報処理装置及び方法
9日前
JFEスチール株式会社
コークス炉の補修方法
9日前
JFEスチール株式会社
鋼板およびその製造方法
3日前
JFEスチール株式会社
厚鋼板およびその製造方法
18日前
JFEスチール株式会社
積層コアおよびその製造方法
2日前
JFEスチール株式会社
フェロコークス原料の製造方法
11日前
JFEスチール株式会社
クラッド鋼板およびその製造方法
2日前
JFEスチール株式会社
溶接H形鋼梁、及びその製造方法
9日前
JFEスチール株式会社
高炉の羽口設備及び高炉の操業方法
10日前
JFEスチール株式会社
アンモニア応力腐食割れ促進試験方法
9日前
JFEスチール株式会社
搬送物の積込みシステム及び積込み方法
9日前
JFEスチール株式会社
表面硬化処理用鋼板およびその製造方法
17日前
JFEスチール株式会社
ステンレスクラッド鋼板およびその製造方法
2日前
JFEスチール株式会社
フェロコークス原料の製造方法および製造装置
17日前
JFEスチール株式会社
運搬作業決定支援装置及び運搬作業決定支援方法
18日前
JFEスチール株式会社
プレス成形解析方法、及びプレス成形品の製造方法
11日前
JFEスチール株式会社
高炉の操業方法、高炉の操業支援装置及び情報端末
3日前
JFEスチール株式会社
表面欠陥予測方法、鋼帯の製造方法及び表面欠陥予測装置
18日前
JFEスチール株式会社
コークス炉の炉蓋洗浄装置、炉蓋洗浄方法及び、プログラム
10日前
JFEスチール株式会社
溶接H形鋼梁及びその製造方法ならびに圧延H形鋼梁及びその製造方法
9日前
株式会社トーキン
合金粉末
3日前
JFEスチール株式会社
鋼材の表面検査方法及び表面検査装置
11日前
JFEスチール株式会社
表面粗さ評価方法、及び表面粗さ評価装置
9日前
JFEスチール株式会社
被圧延材のキャンバー予測方法、熱延鋼板の製造方法、被圧延材のキャンバー予測モデルの生成方法及び、被圧延材のキャンバー予測装置
2日前
JFEスチール株式会社
鋼板の画像表示方法、鋼板の圧延制御方法、鋼板の製造方法、鋼板の品質管理方法、鋼板の画像表示システム、鋼板の圧延設備および鋼板の製造設備
18日前
個人
電源装置
10日前
個人
永久磁石モーター
26日前
個人
バッテリ内蔵直流電源
9日前
オムロン株式会社
電源回路
3日前
個人
移動体を用いる駐車場発電所
1か月前
オムロン株式会社
電源回路
3日前
オムロン株式会社
電源回路
3日前
エイブリック株式会社
バッテリ装置
27日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ