TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025137204
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024036271
出願日
2024-03-08
発明の名称
溶接H形鋼梁、及びその製造方法
出願人
JFEスチール株式会社
,
株式会社ヨネモリ
代理人
弁理士法人銀座マロニエ特許事務所
主分類
E04C
3/06 20060101AFI20250911BHJP(建築物)
要約
【課題】製作の効率化を図ると共にスカラップ底の応力や歪の集中を低減して、梁端の変形性能を向上させる。
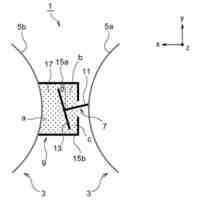
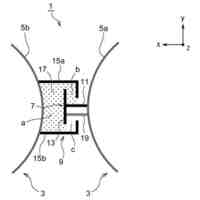
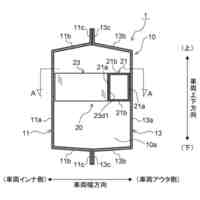
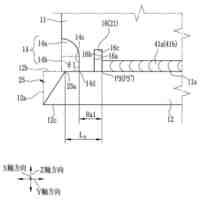
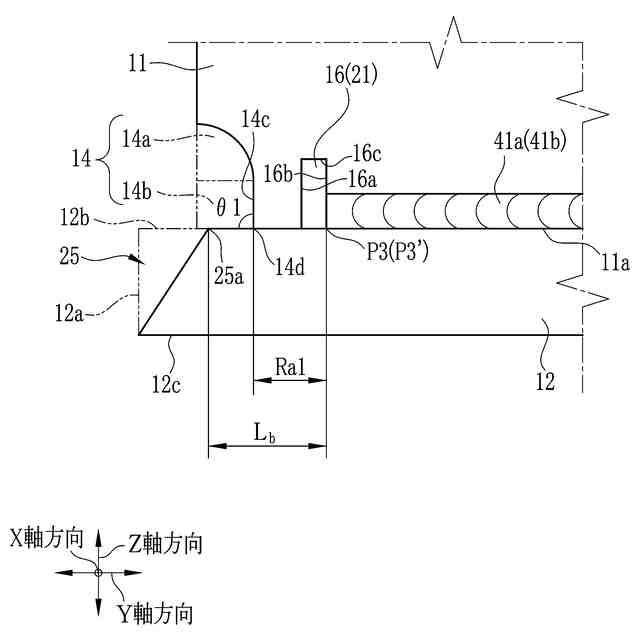
【解決手段】梁ウエブ11は、スカラップ14と、梁フランジ12との間で梁ウエブ11の厚み方向に貫通する貫通孔21を形成する切欠き部16とを有し、梁フランジ12は、一端部に開先25を有し、梁ウエブ11の延在方向において、溶接接合が施された溶接部位41a,41bの両端部のうち、他の構造物に接合される一端部に対して近位側となる端部P3,P3’は、貫通孔21を構成する内壁面16a,16bのうち、他の構造物に接合される一端部から遠位側にある内壁面16bと同一位置にあり、開先肩25aから端部P3,P3’までの距離をL
b
としたとき、距離L
b
は、以下の(1)式を満足することを特徴としている。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2025137204000010.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">13</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">155</com:WidthMeasure> </com:Image>
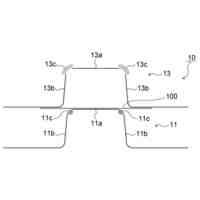
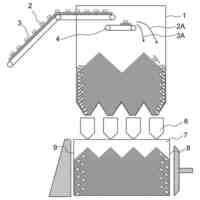
【選択図】図2
特許請求の範囲
【請求項1】
梁ウエブと、当該梁ウエブに溶接接合される梁フランジとを有する溶接H形鋼梁であって、
前記梁ウエブは、他の構造物に接合される一端部で、且つ、前記梁ウエブの幅方向において前記梁フランジと溶接接合される端部に設けられるスカラップと、前記梁ウエブの延在方向において、スカラップ底から前記梁ウエブの延在方向に離れた位置に設けられるとともに、前記梁フランジとの間で前記梁ウエブの厚み方向に貫通する貫通孔を形成する切欠き部と、を有し、
前記梁フランジは、前記他の構造物に接合される一端部に開先を有し、
前記溶接接合が施された溶接部位の前記梁ウエブの延在方向における両端部のうち、前記他の構造物に接合される一端部に対して近位側となる端部は、前記貫通孔を構成する内壁面のうち、前記梁ウエブの延在方向において、前記他の構造物に接合される一端部から遠位側にある内壁面と同一位置にあり、
前記開先の肩部から前記溶接部位の近位側の端部までの延在方向における距離をL
b
としたとき、前記距離L
b
は、以下の(1)式を満足することを特徴とする溶接H形鋼梁。
TIFF
2025137204000008.tif
13
155
但し、
記号L:溶接H形鋼梁の延在方向に作用する曲げモーメントの反曲点位置から梁フランジに設けた開先の肩部までの、当該延在方向における距離
記号B
b
:梁フランジの幅
である。
続きを表示(約 1,100 文字)
【請求項2】
前記スカラップ底から、前記貫通孔を構成する内壁面のうち、前記他の構造物に接合される一端部に対して近位側にある内壁面までの範囲は、前記溶接接合が行われない範囲であることを特徴とする請求項1に記載の溶接H形鋼梁。
【請求項3】
前記貫通孔は、前記梁ウエブと前記梁フランジとの溶接接合時に、溶接範囲を規定する範囲規定部材が挿通されることを特徴とする請求項1に記載の溶接H形鋼梁。
【請求項4】
前記切欠き部の延在方向における長さは、20mm以上35mm以下であることを特徴とする請求項1に記載の溶接H形鋼梁。
【請求項5】
前記梁ウエブの高さ方向における前記切欠きの幅は、5mm以上であることを特徴とする請求項1に記載の溶接H形鋼梁。
【請求項6】
梁ウエブと、梁フランジとを有する溶接H形鋼梁の製造方法であって、
前記梁ウエブは、他の構造物に接合される一端部で、且つ、前記梁ウエブの幅方向において前記梁フランジと溶接接合される端部に設けられるスカラップと、前記梁ウエブの延在方向において、スカラップ底から前記梁ウエブの延在方向に離れた位置に設けられるとともに、前記梁フランジとの間で前記梁ウエブの厚み方向に貫通する貫通孔を形成する切欠き部と、を有し、
前記梁フランジは、前記他の構造物に接合される一端部に開先を有し、
前記溶接接合が施された溶接部位の前記梁ウエブの延在方向における両端部のうち、前記他の構造物に接合される一端部に対して近位側となる端部が、前記貫通孔を構成する内壁面のうち、前記梁ウエブの延在方向において、前記他の構造物に接合される一端部から遠位側にある内壁面と同一位置にあり、また、前記開先の肩部から前記溶接部位の近位側の端部までの延在方向における距離をL
b
としたとき、前記距離L
b
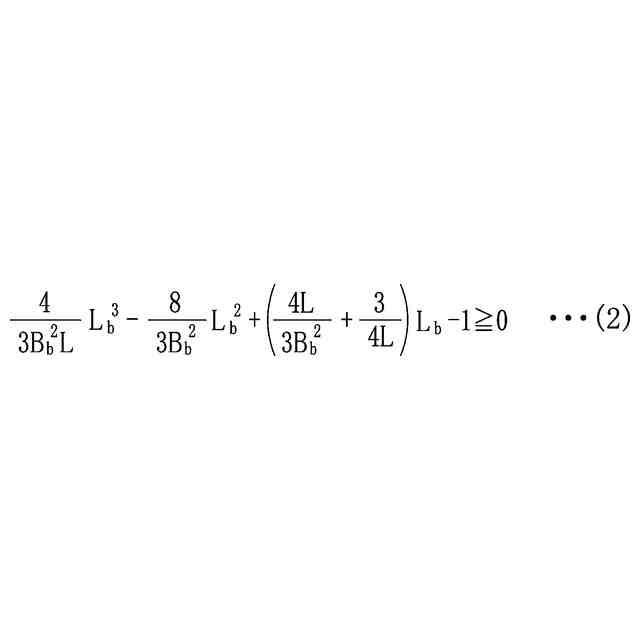
が以下の(2)式を満足するように、前記梁ウエブと前記梁フランジとを溶接接合することを特徴とする溶接H形鋼の製造方法。
TIFF
2025137204000009.tif
14
157
但し、
記号L:溶接H形鋼梁の延在方向に作用する曲げモーメントの反曲点位置から梁フランジに設けた開先の肩部までの、当該延在方向における距離
記号B
b
:梁フランジの幅
である。
【請求項7】
溶接範囲を規定する範囲規定部材が前記貫通孔に挿通された状態で、前記梁ウエブと前記梁フランジとが溶接接合されることを特徴とする請求項6に記載の溶接H形鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接H形鋼梁、及びその製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
柱と梁との溶接接合では、梁ウエブの端部にスカラップが形成されたH形鋼梁を、裏当て金を用いて柱に溶接接合するスカラップ工法が一般的に用いられている(特許文献1参照)。スカラップは、溶接H形鋼梁の製造過程において、例えば梁ウエブと梁フランジとを回し溶接するために、梁ウエブの端部に設けられた円弧形状又は半円形状等の切欠きである。このような溶接H形鋼梁を柱に溶接接合した場合、スカラップに対面する梁ウエブの端面と梁フランジの内面との交差部分(以下、スカラップ底と称する)に応力が集中しやすいことがわかっている。
【0003】
近年では、上述したスカラップの形状を、例えば1/4円弧形状とするのではなく、例えば半径35mmの円弧及び半径10mmの円弧など、異なる半径の2つの円弧を組み合わせた複合円弧形状にするとともに、スカラップ底近傍における梁フランジ及び梁ウエブの断面変化を緩やかにすることで、応力及び歪の集中を低減することが考えられている(非特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特許第7195081号公報
【非特許文献】
【0005】
鉄骨工事技術指針・工場製作編 第6版、4.8節 スカラップ加工、235-253頁 2018年1月
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述した複合円弧形状のスカラップを有する梁ウエブと、梁フランジとの溶接接合では、回し溶接を施した後に、グラインダーなどを用いて回し溶接された部位を梁フランジの内面に対して平滑に切削する作業を行う必要がある。ところで、回し溶接は、高度な技量を要するだけでなく、製作手間が大きいといった課題がある。また、グラインダーなどを用いた切削作業は施工負荷が非常に高く、切削時に梁フランジを損傷させる虞がある。例えば、梁フランジを損傷させた場合には、損傷個所を補修するか、梁フランジを再製造することになり、製作コストおよび工期の増大を招く。したがって、回し溶接や、当該回し溶接後の切削作業を行わなくとも、上述したスカラップ底における応力集中や歪集中の発生を低減できる溶接H形鋼梁が強く望まれている。
【0007】
本発明は、上記課題に鑑みてなされたものであり、製作の効率化を図るとともに、スカラップ底における応力や歪の集中を低減させることで梁端の変形性能を向上させることが可能な溶接H形鋼梁や、その製造方法について提供することを目的としている。
【課題を解決するための手段】
【0008】
一の観点による溶接H形鋼梁は、梁ウエブと、当該梁ウエブに溶接接合される梁フランジとを有する溶接H形鋼梁であって、梁ウエブは、他の構造物に接合される一端部で、且つ、梁ウエブの幅方向において梁フランジと溶接接合される端部に設けられるスカラップと、梁ウエブの延在方向において、スカラップ底から梁ウエブの延在方向に離れた位置に設けられるとともに、梁フランジとの間で梁ウエブの厚み方向に貫通する貫通孔を形成する切欠き部と、を有し、梁フランジは、他の構造物に接合される一端部に開先を有し、溶接接合が施された溶接部位の梁ウエブの延在方向における両端部のうち、他の構造物に接合される一端部に対して近位側となる端部は、貫通孔を構成する内壁面のうち、梁ウエブの延在方向において、他の構造物に接合される一端部から遠位側にある内壁面と同一位置にあり、開先の肩部から溶接部位の近位側の端部までの延在方向における距離をL
b
としたとき、距離L
b
は、以下の(1)式を満足することを特徴としている。
TIFF
2025137204000002.tif
13
155
但し、
記号L:溶接H形鋼梁の延在方向にわたって作用する曲げモーメントの反曲点位置から梁フランジに設けた開先の肩部までの、当該延在方向における距離
記号B
b
:梁フランジの幅
である。
【0009】
また、スカラップ底から、貫通孔を構成する内壁面のうち、他の構造物に接合される一端部に対して近位側にある内壁面までの範囲は、溶接接合が行われない範囲であることが好ましい。
【0010】
また、貫通孔は、梁ウエブと梁フランジとの溶接接合時に、溶接範囲を規定する範囲規定部材が挿通されることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
収納箱
23日前
JFEスチール株式会社
シュート
18日前
JFEスチール株式会社
モノパイル
27日前
JFEスチール株式会社
H形鋼の製造方法
1か月前
JFEスチール株式会社
鋼管矢板の継手構造
11日前
JFEスチール株式会社
高炉の原料装入方法
1か月前
JFEスチール株式会社
鋼管矢板の継手構造
11日前
JFEスチール株式会社
溶融金属の処理方法
20日前
JFEスチール株式会社
情報処理装置及び方法
9日前
JFEスチール株式会社
コークス炉の補修方法
9日前
JFEスチール株式会社
自動車のサイドシル構造
25日前
JFEスチール株式会社
鋼板およびその製造方法
3日前
JFEスチール株式会社
熱交換器の性能評価方法
23日前
JFEスチール株式会社
厚鋼板およびその製造方法
20日前
JFEスチール株式会社
厚鋼板およびその製造方法
18日前
JFEスチール株式会社
溶接継手およびその製造方法
20日前
JFEスチール株式会社
溶接継手およびその製造方法
20日前
JFEスチール株式会社
積層コアおよびその製造方法
2日前
JFEスチール株式会社
炭酸化物含有物質の製造方法
1か月前
JFEスチール株式会社
フェロコークス原料の製造方法
11日前
JFEスチール株式会社
亜鉛および金属鉄の分離回収方法
27日前
JFEスチール株式会社
溶接H形鋼梁、及びその製造方法
9日前
JFEスチール株式会社
クラッド鋼板およびその製造方法
2日前
JFEスチール株式会社
高炉の羽口設備及び高炉の操業方法
10日前
JFEスチール株式会社
アンモニア応力腐食割れ促進試験方法
9日前
JFEスチール株式会社
表面硬化処理用鋼板およびその製造方法
17日前
JFEスチール株式会社
搬送物の積込みシステム及び積込み方法
9日前
JFEスチール株式会社
オーダ充当支援装置及びオーダ充当支援方法
1か月前
JFEスチール株式会社
ステンレスクラッド鋼板およびその製造方法
2日前
JFEスチール株式会社
酸素化合物ガスの分解方法およびガス分解装置
26日前
JFEスチール株式会社
フェロコークス原料の製造方法および製造装置
17日前
JFEスチール株式会社
運搬作業決定支援装置及び運搬作業決定支援方法
18日前
JFEスチール株式会社
高炉の操業方法、高炉の操業支援装置及び情報端末
3日前
JFEスチール株式会社
プレス成形解析方法、及びプレス成形品の製造方法
11日前
JFEスチール株式会社
積層体、ガス分解装置および酸素化合物ガスの分解方法
26日前
JFEスチール株式会社
コークス炉への原料装入方法およびコークスの製造方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ