TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025133010
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024201880
出願日
2024-11-19
発明の名称
厚鋼板およびその製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
主分類
C22C
38/00 20060101AFI20250903BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】高強度、かつ、低温靭性、板厚中心部の変形性能および多層盛溶接継手CTOD特性に優れる板厚100mm超の厚鋼板を提供する。
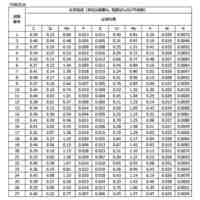
【解決手段】質量%で、C:0.03~0.20%、Si:0.50%以下、Mn:0.3~3.0%、P:0.030%以下、S:0.0050%以下、Al:0.005~0.100%、B:0.0001~0.0050%、N:0.0100%以下、O:0.0100%以下、ならびにCr:0.01~2.00%、Mo:0.01~2.00%およびNi:0.01~5.00%からなる群より選択される1種以上を含み、残部がFe等からなり、板厚中心部における最大旧オーステナイト粒径が150μm以下であり、円相当径が50μm以上であるポロシティの個数密度が0.08個/mm
2
以下であり、板厚方向の厚みが20μm以上のMnSの個数密度が8個/mm
2
以下であり、かつ、板厚100mm超である、厚鋼板。
【選択図】なし
特許請求の範囲
【請求項1】
質量%で、
C :0.03~0.20%、
Si:0.50%以下、
Mn:0.3~3.0%、
P :0.030%以下、
S :0.0050%以下、
Al:0.005~0.100%、
B :0.0001~0.0050%、
N :0.0100%以下、
O :0.0100%以下、ならびに
Cr:0.01~2.00%、Mo:0.01~2.00%およびNi:0.01~5.00%からなる群より選択される1種以上
を含み、残部がFeおよび不可避的不純物からなり、下記(1)式を満たす成分組成を有し、
板厚中心部における最大旧オーステナイト粒径が150μm以下であり、
円相当径が50μm以上であるポロシティの個数密度が0.08個/mm
2
以下であり、
板厚方向の厚みが20μm以上のMnSの個数密度が8個/mm
2
以下であり、かつ、
板厚100mm超である、厚鋼板。
記
Ceq(=[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/5)≧0.580% …(1)
式中、[]は、[]内の元素の含有量(質量%)であり、当該元素が含有されない場合にはゼロとする。
続きを表示(約 1,100 文字)
【請求項2】
前記成分組成が、さらに、質量%で、
Cu:2.00%以下、
V :0.20%以下、
Ti:0.10%以下、
Nb:0.10%以下、
Ca:0.010%以下、
W :0.50%以下、
REM:0.025%以下、および
Mg:0.0150%以下からなる群より選択される1種以上を含む、請求項1に記載の厚鋼板。
【請求項3】
請求項1または2に記載の厚鋼板を製造する方法であって、
請求項1または2に記載の成分組成を有する鋼片を1200~1350℃に加熱し、前記鋼片の幅をYmmとして、鋼片の幅方向をY/20mm以上圧下した後、
950℃以上においてひずみ速度3/s以下で累積圧下量が10%以上となる熱間鍛造を行った後、放冷し、次いで、
Ac
3
点~1250℃に加熱後、下記(2)式により求められるXの平均が0.70以下、圧下率/パスの平均が3.5%以上の圧延をAr
3
点以上で累積圧下率が35%以上となるように行い、圧延鋼板を得た後、
前記圧延鋼板を、
(i)Ar
3
点以上の温度から300℃以下まで急冷して焼き入れする工程、
(ii)Ar
3
点以上の温度から300℃以下まで急冷して鋼板を焼き入れした後、Ac
3
点~1050℃に再加熱後に300℃以下まで急冷するプロセスを1回もしくは2回以上行い再度焼き入れする工程、または
(iii)放冷してから、Ac
3
点~1050℃に再加熱した後に300℃以下まで急冷するプロセスを1回もしくは2回以上行い焼き入れする工程
のいずれかの工程に付し、その後、
450~700℃の温度で焼戻し処理を施すことを含む、厚鋼板の製造方法。
記
TIFF
2025133010000006.tif
26
167
式中、
[C]は、鋼片のCの含有量(質量%)であり、
T
k(板厚中心)
は、圧延開始直前における板厚中心の絶対温度(K)であり、
T
k(鋼板表面)
は、圧延開始直前における鋼板表面の絶対温度(K)である。
【請求項4】
前記焼戻し処理を、前記鋼板の厚さをt(mm)として、2.3t分未満の時間、450~750℃の温度で保持する条件で施す、請求項3に記載の厚鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、厚鋼板およびその製造方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
船舶や海洋構造物、圧力容器、ペンストック、洋上風力発電機設置船などの鋼構造物の大型化に伴い、より高強度の鋼材や、厚肉の鋼材に対する要求が高まっている。また、これらの鋼構造物に用いられる鋼材は溶接接合して所望の形状の構造物として仕上げられるため、構造物の安全性の観点から母材の強度が高く、靭性が優れていることはもちろんのこと、板厚中心部の変形性能および溶接継手部の靭性に優れていることが要求される。
【0003】
従来、鋼の靭性評価には主にシャルピー試験が用いられてきたが、近年では破壊抵抗をより高精度に評価する手法として、き裂先端開口変位試験(Crack Tip Opening Displacement Test、以下、「CTOD試験」と称する。)が鋼構造物に使用される厚鋼板を対象に適用されることが多くなってきている。
この試験は、靭性評価部に疲労予き裂を導入した試験片を低温で3点曲げし、破壊直前のき裂の開口量(塑性変形量)を測定して脆性破壊の発生抵抗を評価するものである。
【0004】
CTOD試験では疲労予き裂を導入するため、極めて微小な領域が靭性評価部となり、局所脆化域が存在すると、シャルピー衝撃試験で良好な靭性が得られてもCTOD試験では低い靭性を示す場合がある。
【0005】
厚鋼板を前述したような船舶や海洋構造物、圧力容器、ペンストック、洋上風力発電機設置船などの鋼構造物に適用する場合、多層盛溶接が用いられる。この多層盛溶接の溶接熱影響部(Heat Affected Zone:以下、「多層盛溶接HAZ」ともいう。)には、先行の溶接パスにより粗大な組織となった溶接線近傍の領域(Coarse Grain Heat Affected Zone:以下、「CGHAZ」ともいう。)が、後続の溶接パスによりフェライト+オ-ステナイトの2相域に再加熱され、粗大な基地組織中に島状マルテンサイト(Martensite-Austenite Constituent:以下、「MA」ともいう。)組織が混在して著しく靭性が低くなった領域(Inter-Critically reheated Coarse Grain Heat Affected Zone:以下、「ICCGHAZ」ともいう。)が局所脆化域となることが知られている。
【0006】
従来、溶接熱影響部(HAZ)の靭性向上技術として、TiNの微細分散によるCGHAZのオ-ステナイト粒粗大化の抑制や、TiNをフェライト変態核として利用する技術が用いられている。
【0007】
また、REM(希土類金属)を添加して生成したREM系酸硫化物の分散によるオ-ステナイト粒の粒成長抑制や、Ca添加により生成したCa系酸硫化物の分散によるオ-ステナイト粒の粒成長抑制、BNのフェライト核生成能と酸化物分散とを組み合わせる技術が用いられてきた。
【0008】
例えば、特許文献1や特許文献2には、REMをTiと共に複合添加して鋼中に微細粒子を分散させることによってオーステナイトの粒成長を抑制し、溶接部の靭性を向上させる技術が開示されている。
また、特許文献3では、CaS利用によるHAZ靭性向上技術と熱間圧延による母材靭性向上技術が提案されている。
【0009】
ところで、近年、船舶や海洋構造物、圧力容器、ペンストック、洋上風力発電機設置船などの鋼構造物は大型化する傾向にあり、それに伴って鋼構造物に使用される鋼板の厚肉化と高強度化が進められている。鋼板の厚肉化と高強度化を両立するためには合金元素の添加量の増加が必要であるが、合金元素の多量添加は多層盛溶接HAZの靭性確保をより困難にする。この問題に対しては、特許文献4に中心偏析部の硬度を制御することで低温靭性を向上させる技術が開示されている。
【先行技術文献】
【特許文献】
【0010】
特開昭60-152626号公報
特開昭60-184663号公報
特開2012-184500号公報
特開2013-91845号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
1か月前
個人
高強度せん断補強筋用の鋼材
5か月前
宏幸株式会社
金属回収方法
5か月前
株式会社神戸製鋼所
鋼材
4か月前
株式会社クボタ
比重分離装置
5か月前
株式会社神戸製鋼所
銅合金板
1か月前
株式会社クボタ
比重分離装置
5か月前
株式会社クボタ
比重分離装置
5か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
線材
3か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼線
3か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
ボルト
今日
大同メタル工業株式会社
摺動材料
1か月前
日本製鉄株式会社
ボルト
28日前
大同特殊鋼株式会社
鋼材及び金型
1か月前
日本製鉄株式会社
焼結鉱の製造方法
10日前
日本製鉄株式会社
鉄道車輪
3か月前
日本製鉄株式会社
鉄道車輪
3か月前
JFEスチール株式会社
浸炭鋼部品
6か月前
住友金属鉱山株式会社
銅の製造方法
2か月前
JFEスチール株式会社
亜鉛回収方法
2か月前
日本精線株式会社
銅合金
6か月前
株式会社SCREENホールディングス
反応槽
1か月前
MAアルミニウム株式会社
ブレージングシート
21日前
JFEスチール株式会社
鋼および鋼部品
1か月前
日本製鉄株式会社
軸受用鋼管
3か月前
日本製鉄株式会社
ステンレス鋼材
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ