TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025140143
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024039333
出願日
2024-03-13
発明の名称
圧延ロールのガイド及びこれを用いた鋼材の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
主分類
B21B
39/14 20060101AFI20250919BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】圧延ロールの損傷を従来よりも低減、更には防止でき、棒状被圧延材を連続して安定に圧延することが可能な圧延ロールのガイド及びこれを用いた鋼材の製造方法を提供すること。
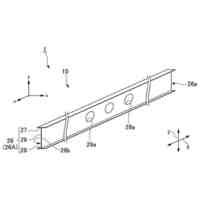
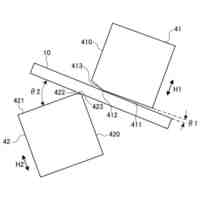
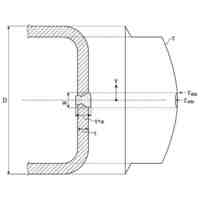
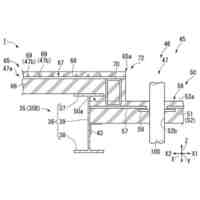
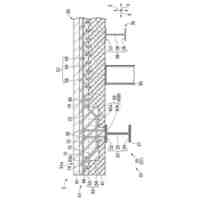
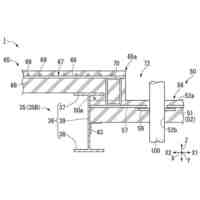
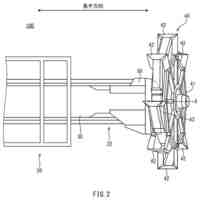
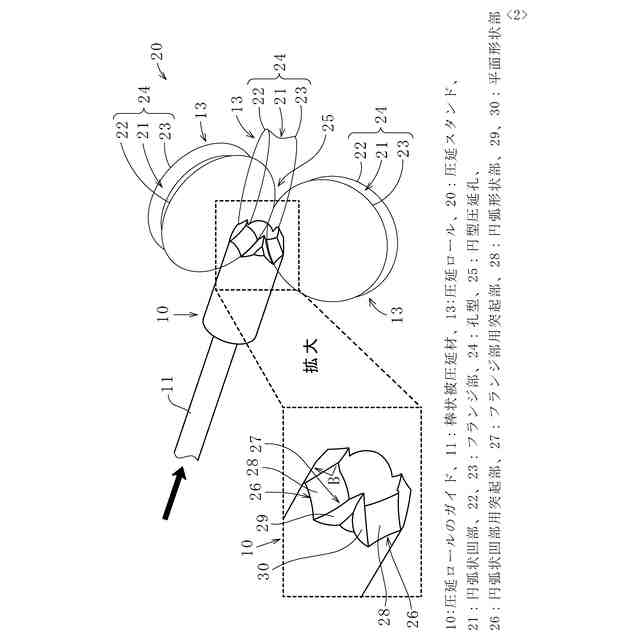
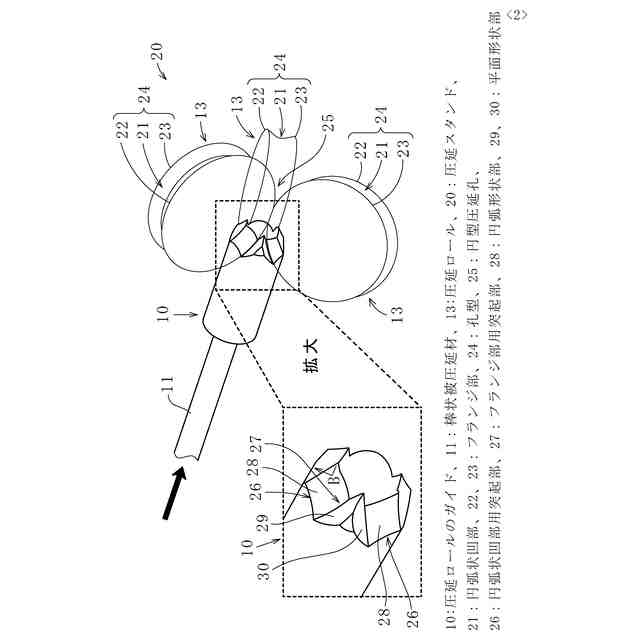
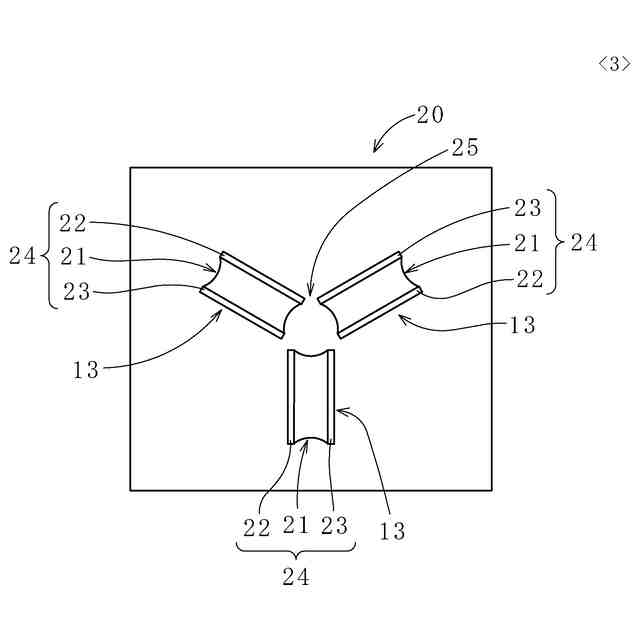
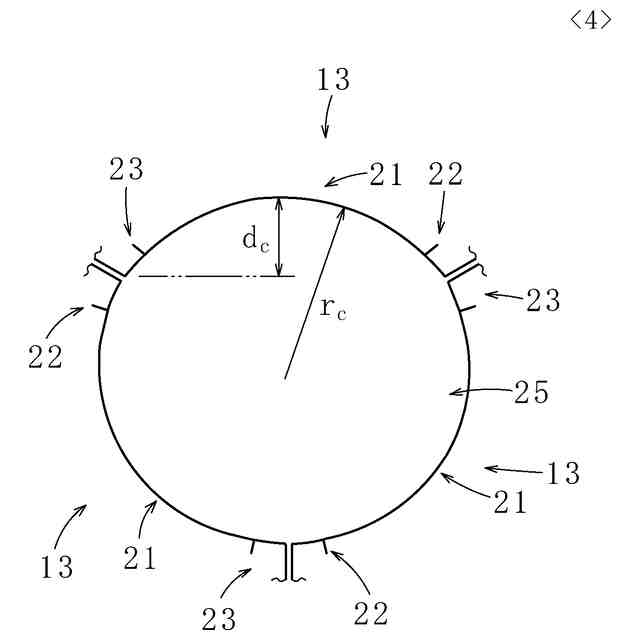
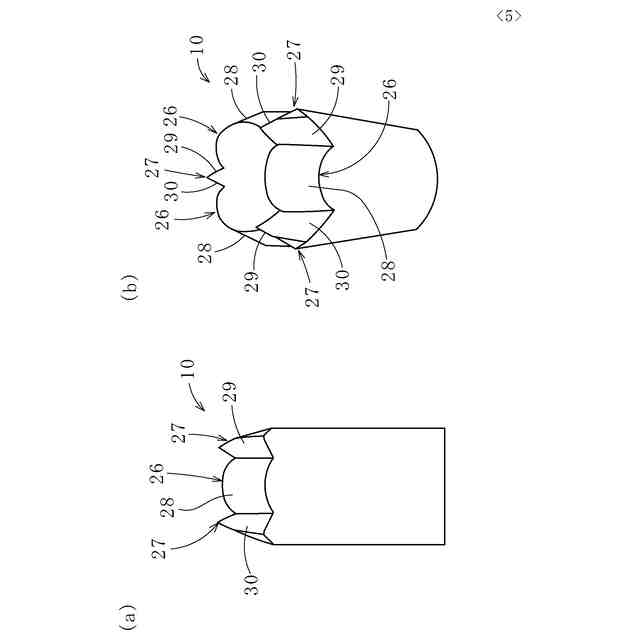
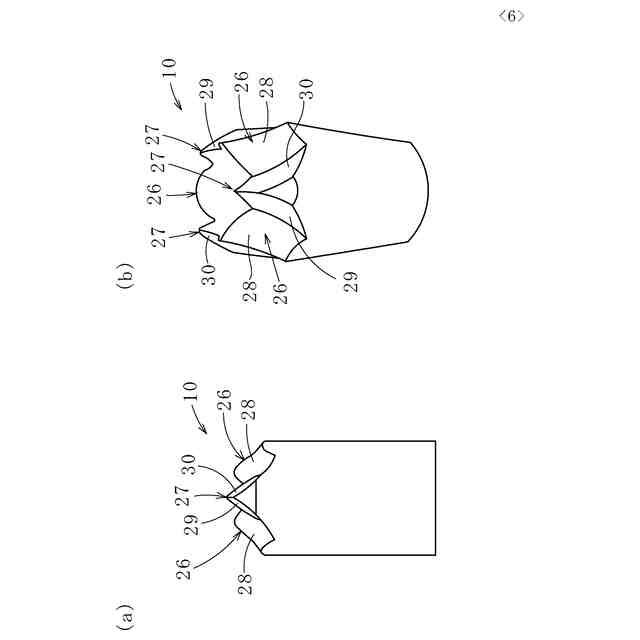
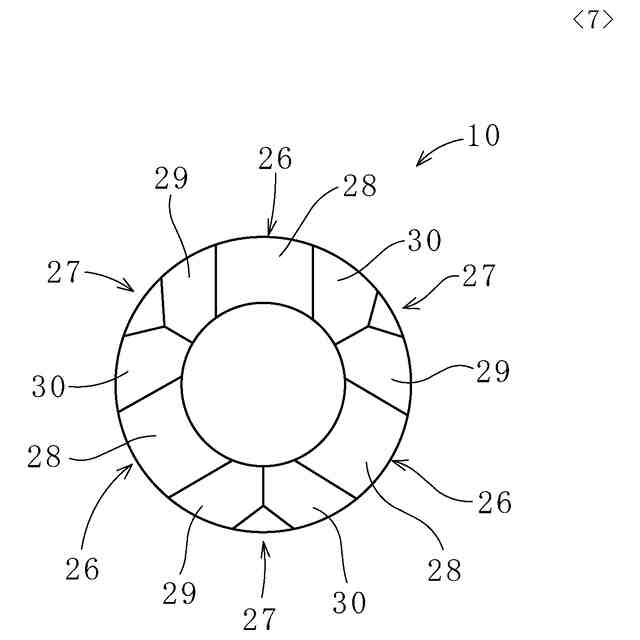
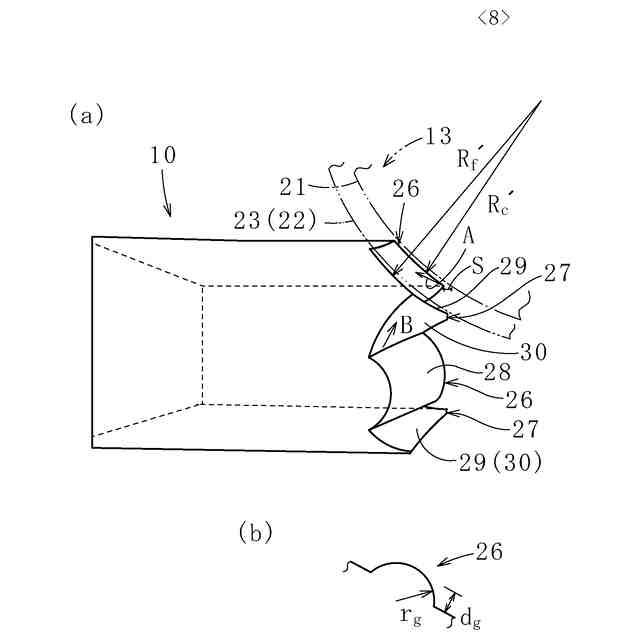
【解決手段】外周面の円周に沿ってその中央に円弧状凹部21を具備すると共にその両側にフランジ部22、23を具備する複数の圧延ロール13の外周面を向かい合わせて形成される円形圧延孔25の入側に配置され、円形圧延孔25への棒状被圧延材11の搬送を誘導する円筒状のガイド10であり、その先部に、圧延ロール13の円弧状凹部21の形状に対応した円弧形状部28を有する円弧状凹部用突起部26と、円弧状凹部用突起部26に隣接して設けられ、隣接する圧延ロール13の隣り合うフランジ部22、23の形状に対応した2つの平面形状部29、30を有するフランジ部用突起部27と、を有する。
【選択図】図2
特許請求の範囲
【請求項1】
外周面の円周に沿ってその中央に円弧状凹部を具備すると共にその両側にフランジ部を具備する複数の圧延ロールの外周面を向かい合わせて形成される円形圧延孔の入側に配置され、該円形圧延孔への棒状被圧延材の搬送を誘導する円筒状のガイドであって、
その先部に、
前記圧延ロールの円弧状凹部の形状に対応した円弧形状部を有する円弧状凹部用突起部と、
前記円弧状凹部用突起部に隣接して設けられ、隣接する前記圧延ロールの隣り合うフランジ部の形状に対応した2つの平面形状部を有するフランジ部用突起部と、
を有することを特徴とする圧延ロールのガイド。
続きを表示(約 910 文字)
【請求項2】
以下の条件を満足したことを特徴とする請求項1記載の圧延ロールのガイド。
0.7×r
c
≦r
g
<r
c
・・・(1)
d
c
<d
g
≦1.2×d
c
・・・(2)
R
c
<R
c
´≦1.2×R
c
・・・(3)
R
f
<R
f
´≦1.2×R
f
・・・(4)
ただし、
r
c
:圧延ロールの円弧状凹部の曲率半径
r
g
:圧延ロールの円弧状凹部に対応した円弧状凹部用突起部の曲率半径
d
c
:圧延ロールの円弧状凹部の底面深さ
d
g
:圧延ロールの円弧状凹部の底面深さに対応した円弧状凹部用突起部の高さ
R
c
:圧延ロールの円弧状凹部の底面における圧延ロールの半径
R
c
´:圧延ロールの周方向に沿う円弧状凹部の底面に対応した円弧状凹部用突起部の曲率半径
R
f
:圧延ロールのフランジ部の表面における圧延ロールの半径
R
f
´:圧延ロールの周方向に沿うフランジ部の表面に対応したフランジ部用突起部の曲率半径
【請求項3】
前記円弧状凹部用突起部及び前記フランジ部用突起部をそれぞれ3つ有する3方圧延ロール用、又は前記円弧状凹部用突起部及び前記フランジ部用突起部をそれぞれ4つ有する4方圧延ロール用であることを特徴とする請求項1記載の圧延ロールのガイド。
【請求項4】
請求項1~3のいずれか記載の圧延ロールのガイドを用いて、前記棒状被圧延材を圧延し鋼材を製造することを特徴とする鋼材の製造方法。
【請求項5】
径が50mm以上の前記鋼材を製造することを特徴とする請求項4記載の鋼材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、棒状被圧延材を圧延して鋼材を製造する圧延ロールのガイド及びこれを用いた鋼材の製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
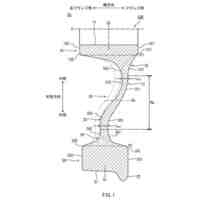
棒状被圧延材(以下、単に被圧延材とも記載)を圧延して、例えば、棒鋼等の鋼材を製造する圧延ロールの入側には、被圧延材を圧延ロールに誘導するガイドが取り付けられている。このガイドを圧延ロールへ極力近づけることで、被圧延材先端の曲がりを防止し、ひいては、ガイドと圧延ロールの間に形成される隙間に、被圧延材先端が引っ掛かることや挟まることで発生するミスロールを防止できる。
ここで、ミスロールとは、圧延ラインからの被圧延材の飛び出しや詰まり等により、圧延の継続が不可能になることであり、復旧には多大な時間を要し、更に安全上の問題もある。
このミスロールを防止するための対策の1つとして、ガイドの形状や設置場所を工夫することが挙げられ、例えば以下に示す特許文献1、2の技術が開示されている。
【0003】
特許文献1には、圧延ロールの出側に設けられたガイド部材の先端部が、圧延ロールの圧延面(溝部)に常に接触して、圧延ロールとガイド部材の間に隙間が生じないようにするガイド機構が開示されている。これにより、圧延ロールから出てきた鋼材の先端が隙間に引っ掛かることや挟まることによるミスロールを防止できる。
特許文献2には、圧延ロールの入側に設置され、ガイドローラをローラピンを介して支持した対となるローラホルダを、支持軸を中心としてガイドボックスに回動可能に設け、ローラホルダのガイドローラ側の先端にノーズピースを設けて、設置スペースの制約を回避しつつ、ガイドローラの圧延ロールへの近接化をし易くした、ローラガイド装置が開示されている。これにより、圧延ロールとガイドローラの間の隙間に、被圧延材の先端が引っ掛かることや挟まることによるミスロールを防止できる。
【先行技術文献】
【特許文献】
【0004】
特開平10-305307号公報
特開平11-57834号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記したように、従来の技術により、棒状被圧延材のミスロールは防止できるが、棒状被圧延材の圧延ロールへの衝突に伴う圧延ロールの損傷により、連続して安定に圧延操業を実施できない場合があった。
【0006】
本発明の課題は、圧延ロールの損傷を従来よりも低減、更には防止でき、棒状被圧延材を連続して安定に圧延することが可能な圧延ロールのガイド及びこれを用いた鋼材の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を達成するために、本発明者らは、圧延ロールの損傷について種々検討したところ、鋼材を製造するための棒状被圧延材が圧延ロールのフランジ部に衝突することにより、フランジ部に割損が発生することを知見した。
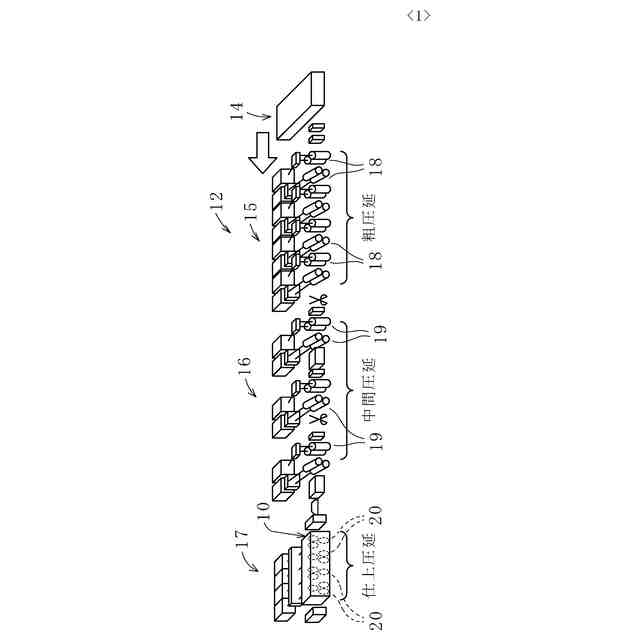
鋼材は、複数の圧延ロールの外周面に形成した断面円弧状の孔型を向かい合わせて形成された円形状の圧延孔に、棒状被圧延材を挿入し圧延することで製造している。
このように、各圧延ロールには、その周方向に渡って孔型と呼ばれる断面円弧状の溝が掘られているため、板圧延用の円柱状ロールと比較して、ガイドから圧延ロールに噛み込まれるまでに距離があり、被圧延材先端の曲がりによる圧延ロールへの激突が発生し易い。
また、圧延ロールに孔型を掘ることで、比較的強度の低いフランジ部が形成され、上記したように、被圧延材が激突した際にフランジ部が割損する場合がある。一般的に、圧延ロールを2個用いた2方ロールでは、1つの圧延ロールに複数の孔型が掘られているが、圧延ロールを3個用いた3方ロールでは、1つの圧延ロールに1つの孔型が掘られているため、フランジ部の幅が比較的狭くなり、鋼材の激突に伴うフランジ部の割損が発生し易い。
なお、前記従来の技術では、圧延ロールのフランジ部の割損は防止できず、また、フランジ部の割損防止に取り組んだ従来技術も存在しない。
【0008】
本発明は、以上の知見をもとになされたものであり、その要旨は以下の通りである。
[1] 外周面の円周に沿ってその中央に円弧状凹部を具備すると共にその両側にフランジ部を具備する複数の圧延ロールの外周面を向かい合わせて形成される円形圧延孔の入側に配置され、該圧延孔への棒状被圧延材の搬送を誘導する円筒状のガイドであって、
その先部に、
前記圧延ロールの円弧状凹部の形状に対応した円弧形状部を有する円弧状凹部用突起部と、
前記円弧状凹部用突起部に隣接して設けられ、隣接する前記圧延ロールの隣り合うフランジ部の形状に対応した2つの平面形状部を有するフランジ部用突起部と、
を有することを特徴とする圧延ロールのガイド。
【0009】
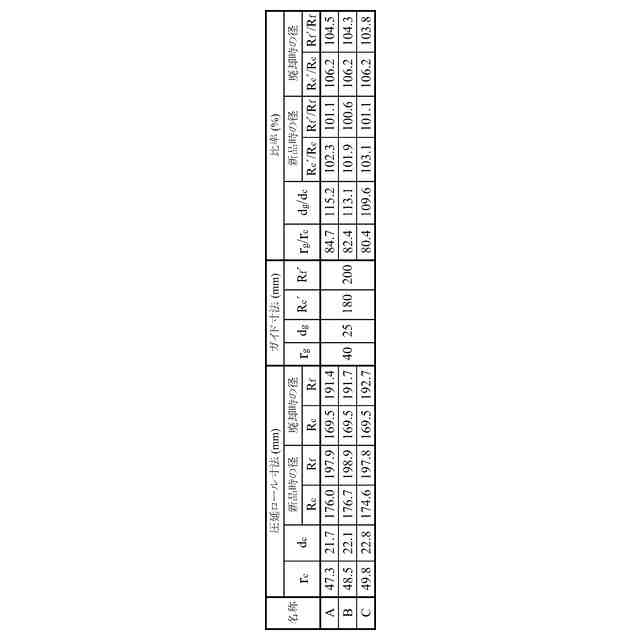
[2] 以下の条件を満足したことを特徴とする[1]記載の圧延ロールのガイド。
0.7×r
c
≦r
g
<r
c
・・・(1)
d
c
<d
g
≦1.2×d
c
・・・(2)
R
c
<R
c
´≦1.2×R
c
・・・(3)
R
f
<R
f
´≦1.2×R
f
・・・(4)
ただし、
r
c
:圧延ロールの円弧状凹部の曲率半径
r
g
:圧延ロールの円弧状凹部に対応した円弧状凹部用突起部の曲率半径
d
c
:圧延ロールの円弧状凹部の底面深さ
d
g
:圧延ロールの円弧状凹部の底面深さに対応した円弧状凹部用突起部の高さ
R
c
:圧延ロールの円弧状凹部の底面における圧延ロールの半径
R
c
´:圧延ロールの周方向に沿う円弧状凹部の底面に対応した円弧状凹部用突起部の曲率半径
R
f
:圧延ロールのフランジ部の表面における圧延ロールの半径
R
f
´:圧延ロールの周方向に沿うフランジ部の表面に対応したフランジ部用突起部の曲率半径
【0010】
[3] 前記円弧状凹部用突起部及び前記フランジ部用突起部をそれぞれ3つ有する3方圧延ロール用、又は前記円弧状凹部用突起部及び前記フランジ部用突起部をそれぞれ4つ有する4方圧延ロール用であることを特徴とする[1]又は[2]記載の圧延ロールのガイド。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
床構造
5日前
日本製鉄株式会社
剪断機
5日前
日本製鉄株式会社
ボルト
5日前
日本製鉄株式会社
床構造
5日前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
管理装置
26日前
日本製鉄株式会社
構造部材
15日前
日本製鉄株式会社
角形鋼管
2か月前
日本製鉄株式会社
圧延H形鋼
2か月前
日本製鉄株式会社
耐火構造物
17日前
日本製鉄株式会社
耐火構造物
17日前
日本製鉄株式会社
耐火構造物
17日前
日本製鉄株式会社
柱梁接合部
2か月前
日本製鉄株式会社
リクレーマ
26日前
日本製鉄株式会社
転炉精錬方法
15日前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
高Ni合金板
26日前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
日本製鉄株式会社
高炉の冷却構造
29日前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
ステンレス鋼板
1か月前
日本製鉄株式会社
高炉の操業方法
25日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
ステンレス鋼材
2か月前
日本製鉄株式会社
ステンレス鋼材
2か月前
日本製鉄株式会社
鋼線及びロープ
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ