TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025141175
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024040986
出願日
2024-03-15
発明の名称
タレットパンチプレス及びタレットパンチプレスの制御方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
28/36 20060101AFI20250919BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ワークをパンチ加工する加工時間を短くすることができるタレットパンチプレスを提供する。
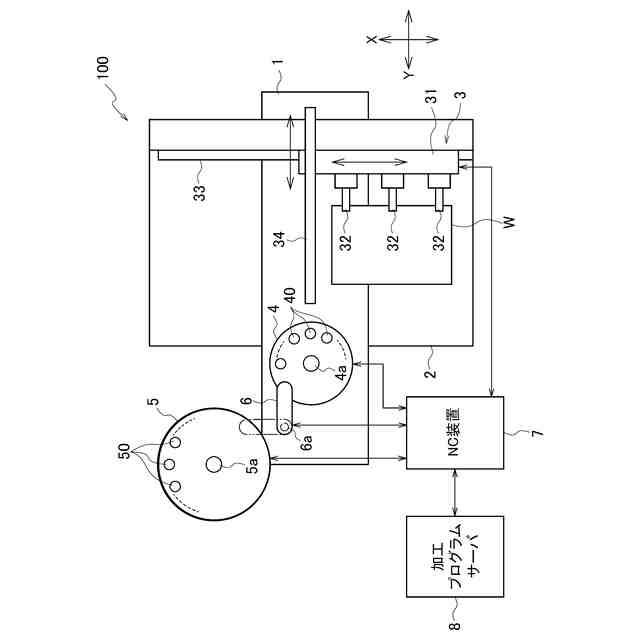
【解決手段】タレットパンチプレス100は、第1の加工プログラムに従って第1のワークWをパンチ加工した後、第2の加工プログラムに従って第2のワークWをパンチ加工する。制御装置(NC装置7)は、第2の加工プログラムにおける第1の指令に続く第2の指令に対応して使用される第2の金型を装着すべきタレット4のステーション40に装着されている、第1の加工プログラムにおける指令に対応して使用された第1の金型を、第1の指令に対応して第2のワークWのパンチ加工を開始する前にステーション40から抜き取るよう金型移動機構(アーム6)を制御する。制御装置は、第2のワークWをパンチ加工している時間内に、抜き取られた第1の金型をストレージ5に戻し、第2の金型をストレージ5から抜き取るよう金型移動機構を制御する。
【選択図】図1
特許請求の範囲
【請求項1】
ワークをパンチ加工するために使用する金型を装着する複数のステーションを有するタレットと、
ワークをパンチ加工するために使用する金型、及び使用後の金型を装着するストレージと、
前記タレットに装着されている金型を前記ストレージに移動させ、前記ストレージに装着されている金型を前記タレットに移動させる金型移動機構と、
少なくとも1つの指令を含む第1の加工プログラムに従って第1のワークをパンチ加工した後、複数の指令を含む第2の加工プログラムに従って第2のワークをパンチ加工するとき、前記第2の加工プログラムに含まれる前記複数の指令のうちのいずれかの指令である第1の指令に続く第2の指令に対応して使用される第2の金型を装着すべき前記タレットのステーションに装着されている、前記第1の加工プログラムに含まれるいずれかの指令に対応して使用された第1の金型を、前記第1の指令に対応して前記第2のワークのパンチ加工を開始する前に前記タレットの前記ステーションから抜き取るよう前記金型移動機構を制御し、前記第2のワークをパンチ加工している時間内に、抜き取られた前記第1の金型を前記ストレージに戻し、さらに前記第2の金型を前記ストレージから抜き取るよう前記金型移動機構を制御する制御装置と、
を備えるタレットパンチプレス。
続きを表示(約 1,700 文字)
【請求項2】
前記金型移動機構は少なくとも一部の構成として、前記タレットまたは前記ストレージに装着されている金型を把持して抜き取るアームを有し、
前記制御装置は、前記アームが前記ストレージから抜き取った前記第2の金型を、前記タレットの近傍であって、前記第1の指令に対応する前記第2のワークのパンチ加工に影響を与えない安全領域に移動させるよう前記金型移動機構を制御する
請求項1に記載のタレットパンチプレス。
【請求項3】
前記第1及び第2のワークを互いに直交するX軸方向及びY軸方向に移動させるワーク移動機構をさらに備え、
前記Y軸方向は、前記第1及び第2のワークを前記Y軸方向に沿った第1の方向に移動させると前記第1及び第2のワークが前記タレットに必ず接近し、前記第1及び第2のワークを前記Y軸方向に沿った前記第1の方向とは反対の第2の方向に移動させると前記第1及び第2のワークが前記タレットから必ず離隔する方向であり、
前記制御装置は、
前記第2の指令に対応する動作における最初の動作として、前記第2のワークを前記Y軸方向の原点に移動させるよう前記ワーク移動機構を制御し、
前記ストレージから抜き取られた前記第2の金型を、前記第2の金型を装着すべき前記タレットのステーションに移動させるよう前記金型移動機構を制御する
請求項1または2に記載のタレットパンチプレス。
【請求項4】
前記制御装置は、
前記第2の加工プログラムに含まれる前記複数の指令における各指令に対応して前記第2のワークをパンチ加工する加工時間が所定の時間以下である指令が存在するとき、
前記第1の指令として前記複数の指令における最初の指令に対応する動作において、
前記第1の指令に対応して使用される第3の金型を装着すべき前記タレットのステーションに装着されている、前記第1の加工プログラムに含まれるいずれかの指令に対応して使用された第4の金型を、前記タレットの前記ステーションから前記ストレージに戻し、
前記第3の金型を前記ストレージから、前記第3の金型を装着すべき前記タレットのステーションに移動させ、
前記加工時間が前記所定の時間以下である指令に対応して使用される第5の金型を装着すべき前記タレットのステーションに装着されている、前記第1の加工プログラムに含まれるいずれかの指令に対応して使用された第6の金型を、前記タレットの前記ステーションから前記ストレージに戻し、
前記第5の金型を前記ストレージから、前記第5の金型を装着すべき前記タレットのステーションに移動させるよう前記金型移動機構を制御する
請求項1または2に記載のタレットパンチプレス。
【請求項5】
ワークをパンチ加工するために使用する金型を装着する複数のステーションを有するタレットと、ワークをパンチ加工するために使用する金型、及び使用後の金型を装着するストレージと、前記タレットに装着されている金型を前記ストレージに移動させ、前記ストレージに装着されている金型を前記タレットに移動させる金型移動機構とを備えるタレットパンチプレスを制御する制御装置が、
少なくとも1つの指令を含む第1の加工プログラムに従って第1のワークをパンチ加工した後、複数の指令を含む第2の加工プログラムに従って第2のワークをパンチ加工するとき、
前記第2の加工プログラムに含まれる前記複数の指令のうちのいずれかの指令である第1の指令に続く第2の指令に対応して使用される第2の金型を装着すべき前記タレットのステーションに装着されている、前記第1の加工プログラムに含まれるいずれかの指令に対応して使用された第1の金型を、前記第1の指令に対応して前記第2のワークのパンチ加工を開始する前に前記タレットの前記ステーションから抜き取るよう前記金型移動機構を制御し、
前記第2のワークをパンチ加工している時間内に、抜き取られた前記第1の金型を前記ストレージに戻し、さらに前記第2の金型を前記ストレージから抜き取るよう前記金型移動機構を制御する
タレットパンチプレスの制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タレットパンチプレス及びタレットパンチプレスの制御方法に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
ワークを加工するための金型としてパンチとダイとを用いてワークをパンチ加工するタレットパンチプレスが普及している。タレットパンチプレスは、ワークをパンチ加工するために使用する金型を装着するタレットと、使用前の金型及び使用後の金型を装着するストレージとを備える。
(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2020-66023号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
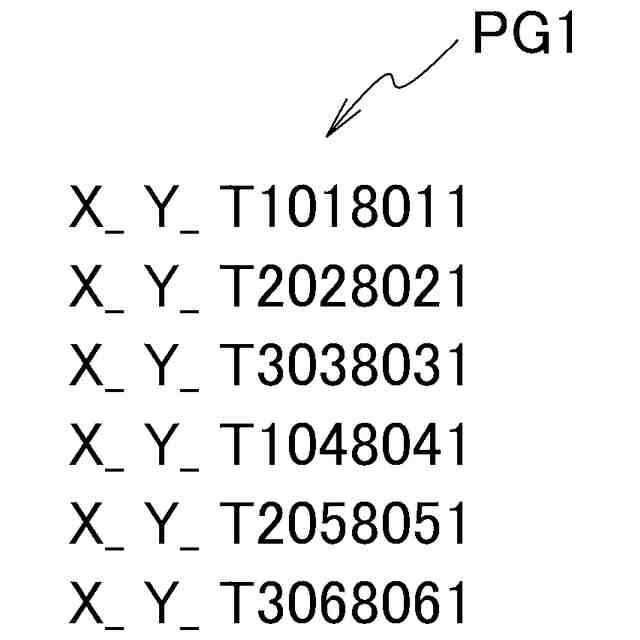
タレットパンチプレスは、加工プログラムに従ってワークをパンチ加工する。加工プログラムは、ワークをパンチ加工する位置(座標)と、タレットにおけるワークをパンチ加工するために使用する金型を装着するステーションの番号と、ワークをパンチ加工するために使用する金型を示す番号とを含む指令を、一般的には複数並べた機械制御コードである。加工プログラムにおける各指令をT指令と称する。
【0005】
タレットパンチプレスは、T指令ごとに、タレットに装着する金型を交換する。タレットパンチプレスがあるT指令に従ってワークをパンチ加工しているときには、タレットに装着する金型を交換することはできない。タレットパンチプレスが加工プログラムに従ってワークをパンチ加工しようとするとき、タレットのステーションに以前のパンチ加工で使用した金型が既に装着されているとする。このとき、従来のタレットパンチプレスにおいては、タレットに装着する金型を交換するのに要する交換時間と、その交換時間とは別の時間である、ワークを実際にパンチ加工する実加工時間とを含む加工時間が必要となる。タレットパンチプレスがワークをパンチ加工する加工時間を短くすることが求められている。
【課題を解決するための手段】
【0006】
1またはそれ以上の実施形態の第1の態様は、ワークをパンチ加工するために使用する金型を装着する複数のステーションを有するタレットと、ワークをパンチ加工するために使用する金型、及び使用後の金型を装着するストレージと、前記タレットに装着されている金型を前記ストレージに移動させ、前記ストレージに装着されている金型を前記タレットに移動させる金型移動機構と、少なくとも1つの指令を含む第1の加工プログラムに従って第1のワークをパンチ加工した後、複数の指令を含む第2の加工プログラムに従って第2のワークをパンチ加工するとき、前記第2の加工プログラムに含まれる前記複数の指令のうちのいずれかの指令である第1の指令に続く第2の指令に対応して使用される第2の金型を装着すべき前記タレットのステーションに装着されている、前記第1の加工プログラムに含まれるいずれかの指令に対応して使用された第1の金型を、前記第1の指令に対応して前記第2のワークのパンチ加工を開始する前に前記タレットの前記ステーションから抜き取るよう前記金型移動機構を制御し、前記第2のワークをパンチ加工している時間内に、抜き取られた前記第1の金型を前記ストレージに戻し、さらに前記第2の金型を前記ストレージから抜き取るよう前記金型移動機構を制御する制御装置とを備えるタレットパンチプレスを提供する。
【0007】
1またはそれ以上の実施形態の第2の態様は、ワークをパンチ加工するために使用する金型を装着する複数のステーションを有するタレットと、ワークをパンチ加工するために使用する金型、及び使用後の金型を装着するストレージと、前記タレットに装着されている金型を前記ストレージに移動させ、前記ストレージに装着されている金型を前記タレットに移動させる金型移動機構とを備えるタレットパンチプレスを制御する制御装置が、少なくとも1つの指令を含む第1の加工プログラムに従って第1のワークをパンチ加工した後、複数の指令を含む第2の加工プログラムに従って第2のワークをパンチ加工するとき、前記第2の加工プログラムに含まれる前記複数の指令のうちのいずれかの指令である第1の指令に続く第2の指令に対応して使用される第2の金型を装着すべき前記タレットのステーションに装着されている、前記第1の加工プログラムに含まれるいずれかの指令に対応して使用された第1の金型を、前記第1の指令に対応して前記第2のワークのパンチ加工を開始する前に前記タレットの前記ステーションから抜き取るよう前記金型移動機構を制御し、前記第2のワークをパンチ加工している時間内に、抜き取られた前記第1の金型を前記ストレージに戻し、さらに前記第2の金型を前記ストレージから抜き取るよう前記金型移動機構を制御するタレットパンチプレスの制御方法を提供する。
【発明の効果】
【0008】
1またはそれ以上の実施形態に係るタレットパンチプレス及びタレットパンチプレスの制御方法によれば、タレットパンチプレスがワークをパンチ加工する加工時間を短くすることができる。
【図面の簡単な説明】
【0009】
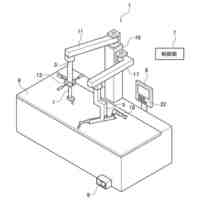
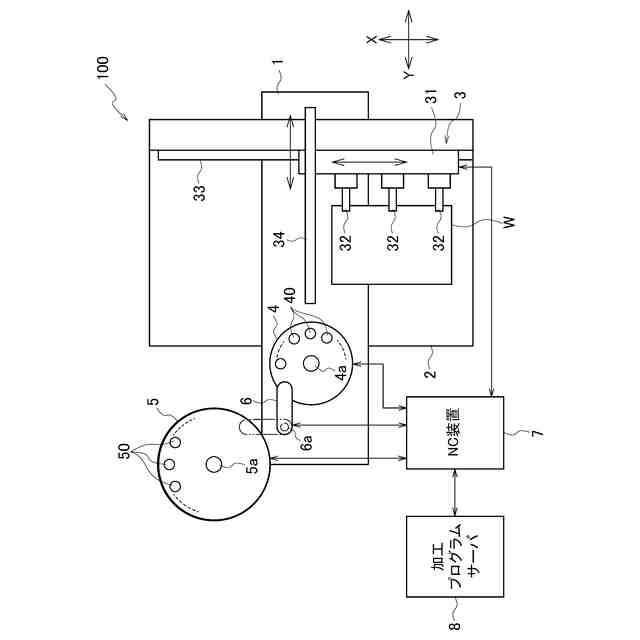
図1は、第1及び第2実施形態に係るタレットパンチプレスの全体的な構成例を示す図である。
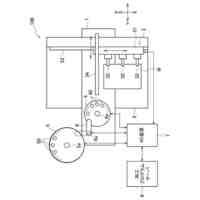
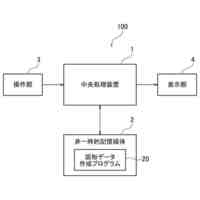
図2は、第1及び第2実施形態に係るタレットパンチプレスが備えるNC装置の内部構成例を示すブロック図である。
図3は、第1及び第2実施形態に係るタレットパンチプレスで用いられる第1の加工プログラムの一例を示す図である。
図4は、第1及び第2実施形態に係るタレットパンチプレスで用いられる第2の加工プログラムの一例を示す図である。
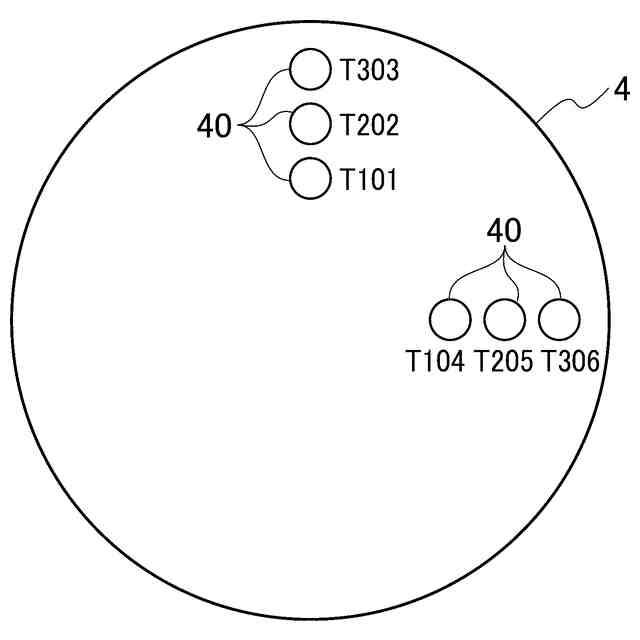
図5は、第1及び第2実施形態に係るタレットパンチプレスが備えるタレットを示す概念図である。
図6は、第1及び第2実施形態に係るタレットパンチプレスが備えるストレージを示す概念図である。
図7Aは、タレットパンチプレスの動作及びタレットパンチプレスの制御方法の第1の比較例を示す図である。
図7Bは、図7Aに続く第1の比較例を示す図である。
図8Aは、タレットパンチプレスの動作及びタレットパンチプレスの制御方法の第2の比較例を示す図である。
図8Bは、図8Aに続く第2の比較例を示す図である。
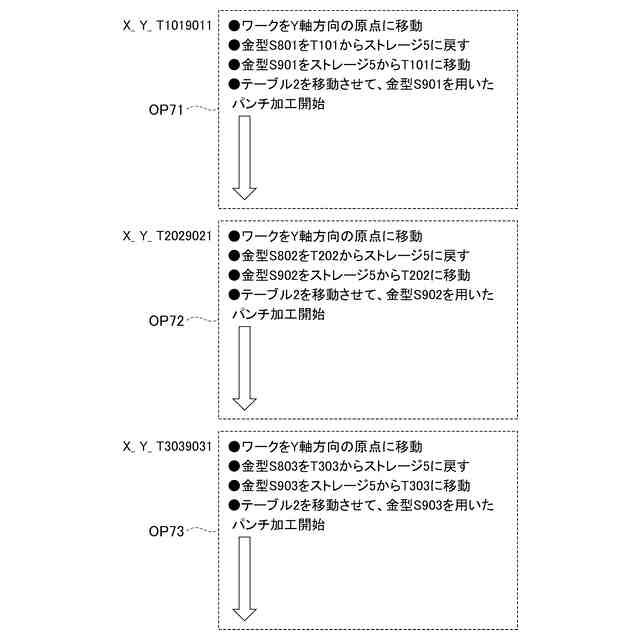
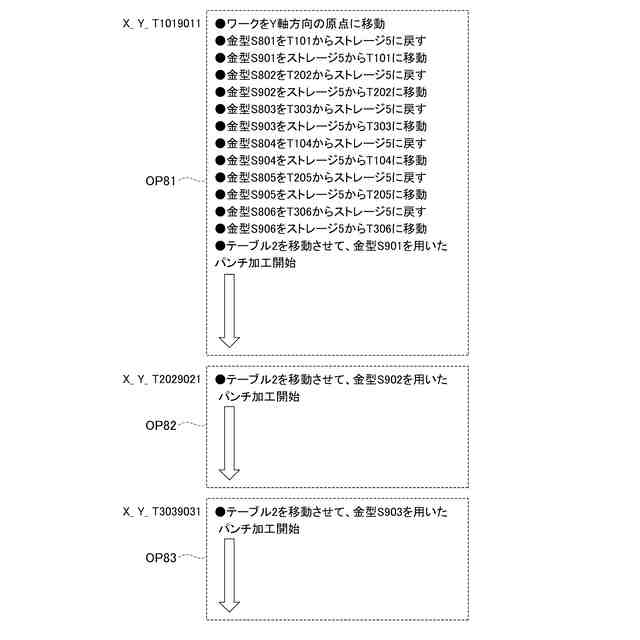
図9Aは、第1実施形態に係るタレットパンチプレスの動作及び第1実施形態に係るタレットパンチプレスの制御方法を示す図である。
図9Bは、図9Aに続く、第1実施形態に係るタレットパンチプレスの動作及び第1実施形態に係るタレットパンチプレスの制御方法を示す図である。
図10Aは、第2実施形態に係るタレットパンチプレスの動作及び第2実施形態に係るタレットパンチプレスの制御方法を示す図である。
図10Bは、図10Aに続く、第2実施形態に係るタレットパンチプレスの動作及び第2実施形態に係るタレットパンチプレスの制御方法を示す図である。
図11は、第2実施形態に係るタレットパンチプレスが実行する処理及び第2実施形態に係るタレットパンチプレスの制御方法を示すフローチャートである。
【発明を実施するための形態】
【0010】
以下、第1及び第2実施形態に係るタレットパンチプレス及びタレットパンチプレスの制御方法について、添付図面を参照して説明する。第1実施形態に係るタレットパンチプレスと第2実施形態に係るタレットパンチプレスとは共通の構成を備える。図1において、第1及び第2実施形態に係るタレットパンチプレス100は、本体部1、加工対象の板金であるワークWを載置するテーブル2、ワークWをテーブル2と一体的に移動させるワーク移動機構3、ストレージ5、NC装置7を備える。本体部1には、軸4aを中心として回転自在に設けられたタレット4と、軸6aを中心として回転するアーム6とが設けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
曲げ金型
1か月前
株式会社アマダ
レーザ発振器
19日前
株式会社アマダ
スポット溶接機及びスポット溶接機のワーク溶接方法
27日前
株式会社アマダ
タレットパンチプレス及びタレットパンチプレスの制御方法
今日
株式会社アマダ
図形データ作成装置、図形データ作成方法、及び図形データ作成プログラム
19日前
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
株式会社不二越
NC転造盤
6か月前
株式会社不二越
NC転造盤
2か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
日伸工業株式会社
プレス加工装置
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス装置
4か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス金型
10日前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
3か月前
工機ホールディングス株式会社
ニブラ
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
日産自動車株式会社
逐次成形方法
7か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社TMEIC
監視装置
5か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
3か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
ユニプレス株式会社
プレス加工装置
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
株式会社不二越
転造加工用平ダイス
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社三明製作所
転造装置
1か月前
株式会社吉野機械製作所
プレス機械
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ